盾构机刀盘选型及刀具强度分析
2018-07-10上海力行工程技术发展有限公司上海200000
黄 旭(上海力行工程技术发展有限公司, 上海 200000)
0 引言
盾构法是在地表以下土层或软岩层中暗挖隧道的一种施工方法。盾构掘进法的设想于19世纪产生于英国,至今已有200年历史。由于盾构掘进法避免了明挖,既减少了对地面的影响,降低施工对环境的污染,又可以节省工程投资,因此,盾构掘进法已成为一种广泛采用的隧道施工技术[1]。
盾构法使用的掘进机(以下简称“盾构机”,见图1)是一种隧道掘进的专用工程机械。其优点是适于大深度、长距离、各种直径的管线隧道施工,并能适应各种软硬地层的开挖。国内外工程实践表明,盾构机在施工中会遇到各种不同地层,从淤泥、粘土、砂层到软岩及硬岩等各种不同地层。盾构机刀盘是盾构机的核心部件,其主要起到开挖土体、稳定工作面及搅拌土砂的功能,因此在掘进过程中刀盘的工作环境恶劣,并且受力复杂。盾构机刀盘的型式及其盾构机刀具质量是否合格关系到盾构机的开挖效率、盾构机使用寿命及施工能否顺利进行,而工程地质及水文地质条件决定了刀盘型式及刀具配置。
盾构机开挖的地层一般由多种土质构成,在其推进过程中,由于刀盘选型不合理导致施工不能顺利进行的时候,仅仅通过增加刀具数量、改变刀具型式或者改变盾构机推进速度并不能保证盾构机顺利掘进,而且还有可能适得其反。因此选择合适的刀盘型式并且配置满足设计要求刀具,是保证盾构机顺利掘进的必要条件。
1 盾构机刀盘型式
盾构机配置的刀盘型式主要有面板式、辐条式以及复合式刀盘。下面实例分析这3种刀盘型式:
a. 面板式刀盘(见图2)。
面板式刀盘适用于淤泥质粘土、粉砂、极细沙、中粗沙等软土地层。
上海轨交12号线桂林公园~漕宝路站,地质是灰色淤泥质粘土、灰色粘土、灰色砂质粉土夹粉质粘土,该区间盾构机配置面板式刀盘,2013年4月始发,2013年12月初盾构机推进完成,总里程1.1km, 施工效果良好。上海轨道交通13号线二期东明路站~华鹏路区间,地质是灰色淤泥质粘土、层灰色粘土,该区间盾构机配置面板式刀盘,2016年9月底始发,2017年8月初盾构机推进完成,总里程1.3km, 盾构机设备施工效果良好。苏州轨交2号线9标段桐泾公园站~长吴路站~宝带西路站,总里程1.1km;宁波轨交1号线二期工程TJ1211标东环南路站~五乡西站区间,总里程1.0km;武汉市轨道交通6号线20标金银湖站~环湖西路站区间,总里程2.1km,上述区间地质条件主要是软土、及粘土,这些地层土质强度低,富含地下水,盾构机配置面板式刀盘,施工效果良好。

图1 盾构机总图Fig.1 Shield machine assembly drawing

b. 辐条式刀盘(见图3)。
辐条式刀盘适用于淤泥、砂质粉土、细中砂、砾石、砂卵石地层。与面板式刀盘相比,辐条式刀盘开挖地层的强度高于面板式刀盘。辐条式刀盘周边可以布置滚刀,破碎部分硬质地层。
北京地铁14号线06标菜户营站~西铁营站区间区间,北京地铁16号线马连洼站~肖家河站区间,地质是粉砂、细中砂、砂砾、砾石、砂卵石等,该两区间盾构机配置辐条式刀盘,2013年8月底始发,2014年6月初盾构机推进完成,总里程1.3km, 施工效果良好。昆明市地铁1号线得胜桥站~环城南路站区间,地质是黏土层、淤泥质粘土层、粉质黏土层、中风化泥质沙砾、粉土层及泥岩,该区间盾构机配置辐条式刀盘,2012年7月始发,2013年11月盾构机推进完成,总里程1.1km,施工效果良好。武汉轨交6号线15标三眼桥北路站至唐家墩站区间地质是细砂、粉细砂、粉砂、淤泥黏土夹粉土,该区间盾构机配置辐条式刀盘,2015年9月始发,2016年1月盾构机推进完成,总里程711m,施工效果良好。上述地层土质为淤泥、粘土、粉质粘土、砂质粉土、粉砂、细中砂、砂砾、砾石、砂卵石、飘石等地层,这些地层土质有一定的强度,并可能含有卵石、飘石等少量硬岩,盾构机配置辐条式刀盘,施工效果良好。
哈尔滨轨道交通2号线一期工程大耿家站~龙川路站区间,该区间地质是细砂、中砂,局部穿越粉质黏土,粉砂、砾砂地层。该区间盾构机2017年6月始发,2017年11月盾构机推进完成,总里程1.33km。盾构机原计划配置纯辐条式刀盘,后来在刀盘上增加了刀盘面板,导致辐式刀盘变为面板式刀盘,其盾构机掘进过程不顺利,额外增加了很多施工成本。因此辐条加面板刀盘,在细砂、中砂,局部穿越粉质黏土,粉砂、砾砂地层土质不宜采用。


图3 辐条式刀盘
Fig.3 Cutter wheels of spokes type
c. 复合式刀盘(见图4)。
复合式刀盘适用于开挖全断面硬岩,在盾构机掘进时遇到软土地层时,更换刀具配置,刀盘变换为软土掘进模式。
南京市高淳城际快速轨道南京南站至禄口机场段工程:(3#井~胜太路站)、TA01-1段(区间风井~高架过渡段),其地质是全风化安山岩、中风化安山岩、微风化安山岩、粉质黏土、粉土等,硬岩区间地层硬度100Mpa以上,该区间盾构机配置复合式刀盘,2012年5月始发,2013年7月盾构机推进完成,总里程2.0km,施工效果良好。上述盾构机掘进区间,有一段区间是软土地层,不适合盾构机硬岩刀盘模式掘进,此时在盾构机掘进自硬岩区间进入软土区间时,盾构机停止推进,并对盾构机土仓保压,此时工人进入土仓内更换刀盘上的刀具,刀具更换完成后,即完成刀盘硬岩至软土模式转换,使盾构机硬岩刀盘模式转换为软土刀盘模式,模式转换完成后,盾构机继续掘进,施工效果良好。深圳地铁7号线7306标黄木岗站-八卦岭站-红岭北站区间,其地质是全风化花岗岩、强风化花岗岩、中风化花岗岩、微风化花岗岩、砾质粘性土、粗砂、卵石,硬岩区间地层硬度100Mpa以上,该区间盾构机配置复合式刀盘,2014年5月始发,2015年3月盾构机推进完成,总里程900m,施工效果良好。上述地层全断面硬岩,并含有不连续软土地层,盾构机配置复合式刀盘,施工效果良好。
配置复合式刀盘的盾构机,尽管软土模式时,其开挖软土效率低于辐条式刀盘,但是可以连续掘进硬岩和软土地层,所以开挖硬岩地层时优先选择复合式刀盘。

2 盾构机刀盘配置的刀具型式
盾构机刀盘配置的刀具是开挖土层的关键部件,在掘进过程中损坏率高,是易损部件。刀具使用寿命不仅与刀具制造质量有关,还与刀具选型和配置有关。因此,刀具的选型和配置直接影响到盾构工程施工的安全性、可靠性和经济性。盾构机刀具合理选型和配置,往往能在施工中起到事半功倍的效果。
盾构机刀盘合理配置有先行刀与切削刀(见图10,11, 14,15),将更有效增加刀具使用寿命。盾构机刀盘上先行刀和切削刀高低分层配置的工作原理:在刀具切削土层时,先行刀首先在土层被切削面上切出沟槽,然后由切削刀切下土质。由于土层被切削面存在先行刀切削的沟槽,故切削刀切除土质的效率大大加强。
在盾构机掘进过程中,刀具理想状态是刀具正常磨损。但是实际使用刀具时,刀具有多种失效型式,主要是刀具合金脱焊、崩刃和折断[2]。而盾构机所使用的非标准化刀具,其合金的脱焊是导致盾构机刀具失效的主要原因。而目前盾构机的刀具合金的焊接,主要是人工操作,因此工人职业素养高低,是导致盾构机刀具不合格主要因素。因此对盾构机刀具焊接强度的检验,至关重要。由于盾构机刀具合金崩刃和折断是盾构机刀具不合格的次要因素,本文暂不讨论。
目前使用的盾构机刀具一般分为两大类:滚刀刀具、切削刀刀具。
滚刀刀具它们主要由刀圈、刀体(套)、刀轴、轴承、金属浮动密封环、刀盖(座)及联接螺栓等部件组成(见图5)。

图5 滚刀总图Fig.5 Disc cutter assembly drawing
滚刀刀具工作原理。滚刀在推力和和滚动力(转矩)的作用下,推力使刀圈压入岩体,滚动力使刀圈滚压岩体(见图6)。通过滚刀对岩体的挤压和剪切使岩体发生破碎,在岩面上切出一系列的同心圆(见图7)。

图6 滚刀破岩示意图Fig.6 Principle of cutting rock with disc cutter
切削刀是由刀体和刀刃两部分组成的,刀体是与刀盘连接的部分、刀刃安装在刀体上其作用是切削土层。切削刀与刀盘的连接型式有焊接型式和螺栓连接型式,替换滚刀部位的切削刀或先行刀与滚刀的安装方式相同。

图7 滚刀破岩轨迹图Fig.7 Cutting path
切削刀刀具工作原理。在推力的作用下,切削刀贯入土层或岩层中,刀盘带动刀具转动时刮削岩层,在土层被切削面形成一环环犁沟,特点是切削土层效率高,刀盘转动阻力大。通过切削刀切削土层,渣土随切削刀正面进入刀盘土仓(见图8,图9)。

图8 切削刀切削硬岩地层Fig.8 Main bits cutting rock

图9 切削刀切削软土地层Fig.9 Main bits cutting soil
3 盾构机刀具强度分析
3.1 刀具型式
a.先行刀
刀盘顺时针或者逆时针转动,带动先行刀顺时针或者逆时针转动达到切削土层的目的,使先行刀在土层面先行切出切削刀刀槽。
b.切削刀
刀盘顺时针或者逆时针转动,带动切削刀,使切削刀在先行刀切削的刀槽上,顺利切削土层。切削刀的结构应该容易切下土层、易于排土并且耐磨损。
根据要求,设计刀具如图11所示。

图10 先行刀Fig.10 Face bits
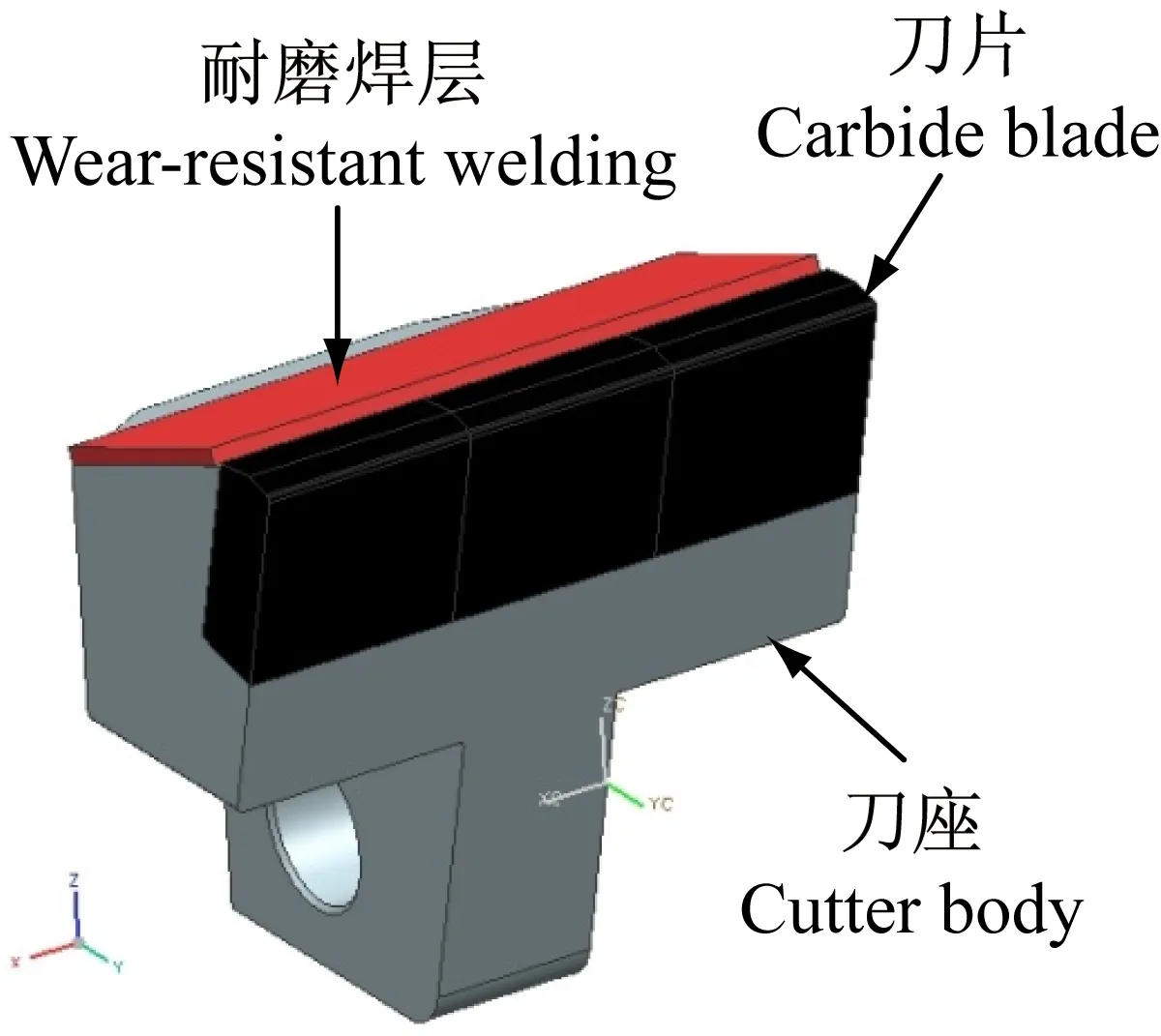
图11 切削刀Fig.11 Main bits
3.2 试验条件
试验设备采用Y32-100型1000KN四柱液压机(图12)。刀片材料均采用硬质合金DG40,刀体使用材料42CrMo并热处理。焊料为银基焊料,溶剂使用脱水硼酸和氟化钾的糊状混合溶剂。刀具见图14和图15。

图12 试验设备图Fig.12 Equipment for testing cutters

图13 刀具试验安装图Fig.13 Fixture for verification of cutters
3.2.1 随机选取四把待验收标准切削刀,编号NO.1刀具、NO.2刀具、NO.3和NO.4刀具。
3.2.2 按理论工作极限载荷对NO.1、NO.2和NO.3刀具加载,对NO.4刀具进行破坏性加载载荷。载荷方向与刀片焊接面平行,记录数据并分析结果。
3.3 试验结果分析
油缸内径面积S2=379.94cm2;刀具焊接强度设计值不低于210Mpa。
标准切削刀试验数据。

表1 刀具及液压缸油压压强
设计要求:
P1≥τ
因为F=Q可知
(1)
式中:τ—设计的刀具焊接强度(Mpa);F—加载压力(N);Q—焊缝承受剪切力(N);P1—试验焊缝强度(Mpa);P2—试验油缸压强(Mpa);S1—刀片焊接面积(cm2);S2—试验油缸内径面积(cm2)。
计算结果:P11=80.84Mpa;P12=87.57Mpa;P13=74.10Mpa;P14=222.4 Mpa
模拟载荷与设计载荷百分比:
根据以上数据可知:NO.1刀具、NO.2刀具和NO.3理论极限工况所受到的载荷占设计载荷最大为41.7%,其刀具本身变化如下:
a刀片可见轻微压痕;
b刀片无可见变形;
c无刀片脱落;
d无刀片崩裂。
NO.4刀具焊缝被加载到222.4Mpa时,焊缝被破坏失效。其焊缝临界失效强度222.4Mpa大于焊缝设计强度210Mpa,焊缝强度满足设计要求。NO.4刀具剥落刀片如图16:
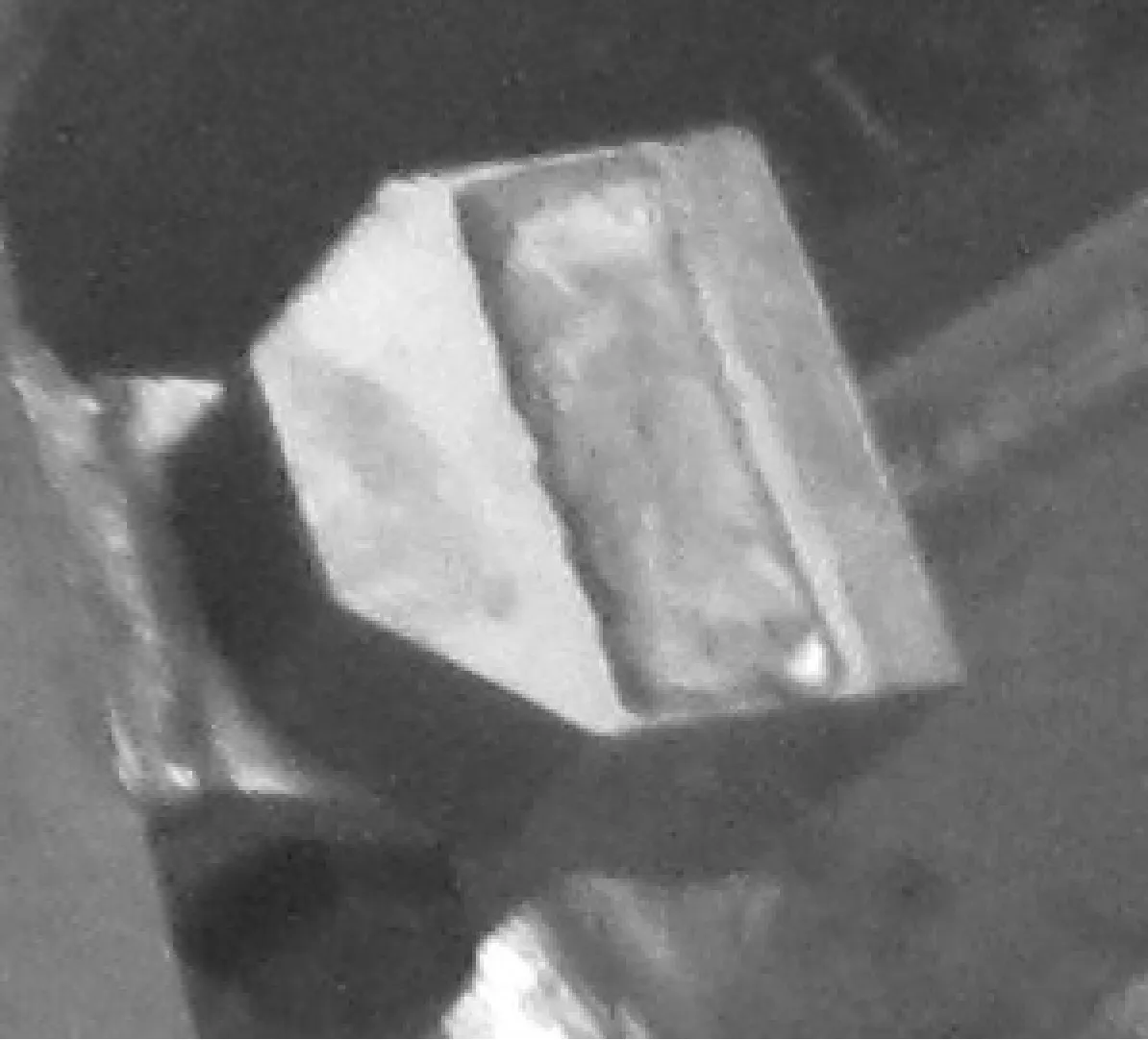
图14 标准切削刀Fig.14 Main bits

图15 先行刀Fig.15 Face bits
NO.4刀具被剥落刀片有如下特征:
a刀片焊接表面有少量焊缝不均匀;
b 刀片有撕裂崩刃;
c 刀片可见轻微压痕;

图16 NO.4刀具被破坏刀片Fig.16 Damaged NO.4 cemented carbide blade

图17 破坏性试验刀片的刀座及工装Fig.17 Fixture used for cutters destructive test
根据上述试验结果,在确定盾构机刀具型式和焊接方式的前提下,刀具焊接前需检查刀具焊接面与合金焊接面是否平整,焊接过程中检查刀具焊接面残留的空气是否及时排出。
4 结论
1.面板式刀盘适用于淤泥质粘土、粉砂、极细沙、中粗沙等软土地层。辐条式刀盘适用于淤泥、砂质粉土、细中砂、砾石、砂卵石地层。复合式刀盘既适用于开挖全断面硬岩地层,又适用于开挖同时存在硬岩和软土地层。
2.刀具焊接应作出厂检验,并符合试验要求。
[1] 张凤祥. 盾构隧道施工手册[M]. 北京:人民交通出版社,2005.5.
[2] 王贵成. 钎焊硬质合金刀具的破损及其控制[J]. 硬质合金, 1989(1).
[3] YASUO Yamane Development of the cutting tool [A].BeiJing:International Academic Publishers 1994.
[4] 邹积波. 盾构刀具磨损原因探析[J]. 建筑机械化,2003(11).
[5] 何其平. 土压平衡盾构刀盘结构探讨[J].工程机械,2003(11).
