基于PLC与触摸屏的工业搬运机械手控制系统设计
2018-06-28程永强陈育明
汪 岚, 程永强, 陈育明
(黎明职业大学 机电工程与自动化学院, 福建 泉州 362000)
在许多工业生产过程中,如食品与包装[1]、电子装配[2]和机械制造[3]的自动生产线需要执行中小工件或物料的搬运作业任务。绝大多数企业目前仍采用人工操作,工作内容的枯燥、繁琐导致了生产效率低下。利用PLC编写特定程序控制机械手,替代人工来自动完成规定的搬运作业,不仅能减轻操作者的劳动强度,提高生产效率,而且能够在高温、辐射、污染等恶劣环境下完成操作,减少安全隐患,具有重要的经济和社会意义[4-5],这已经成为当前研究的一大热点。
作为研究对象的搬运机械手控制系统,其性能优劣直接影响机械手的操作精度和响应速度。所选用的PLC控制器具有抗干扰能力强、可靠性高、能在恶劣环境中工作等优点,已被广泛应用于各种工业生产线中[6-7]。本设计面向小型工件或物料,故选择具有高效、快速、节能和易控制等特点的气压传动方式。通过研究,试图完成工业搬运机械手控制系统的设计,并通过触摸屏监控搬运机械手的运动过程。
1 搬运机械手的结构及其气动系统
图1所示的搬运机械手为五自由度机械手,主要由底座、立柱、手臂、小臂、手腕、手指及辅助装置构成。该机械手可完成升降、伸缩、旋转以及夹放等动作,所有动作都依靠气压驱动。其气动系统的原理如图2所示。
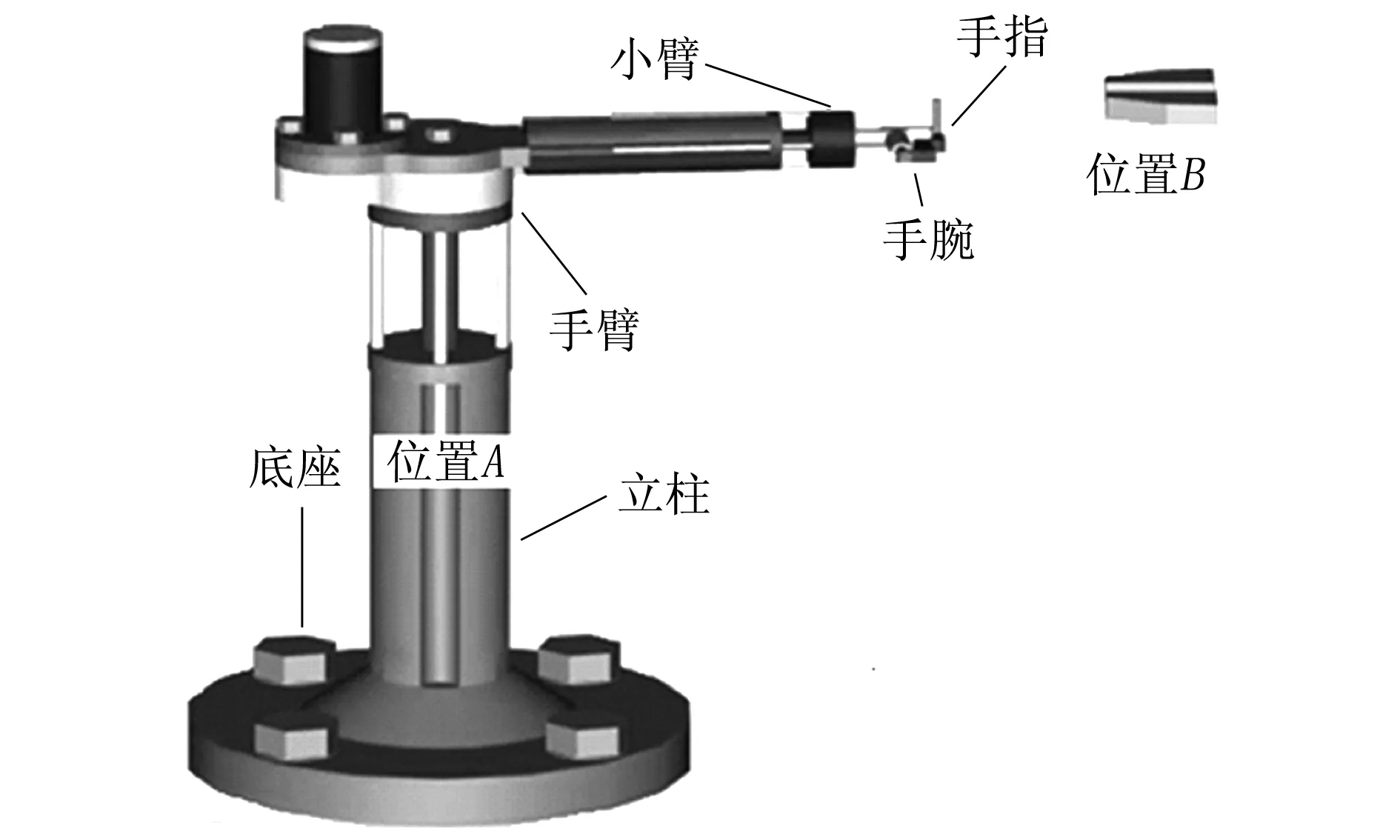
图1 搬运机械手的结构
搬运机械手的功能是将位置A的工件搬运到位置B。上电后,当检测到工件到位时,机械手执行如下工作流程:机械手小臂伸出→手指张开并夹紧工件→1 s后立柱上升→上升到位后,小臂缩回→缩回到位后,手腕顺时针旋转180°→旋转到位后,手臂右旋90°→右旋到位后,小臂伸出→伸出到位后,手指张开,松开工件后再夹紧→1 s后小臂缩回→缩回到位后,立柱下降→下降到位后,手腕逆时针旋转180°→旋转到位后,手臂左转90°,转到位后停止。搬运机械手一个周期的动作包含了以上12个步骤。
为防止中途突然断电而导致工件从手指间掉落,选用二位五通双电控电磁阀控制对应气缸,实现手指夹紧和张开动作;立柱升降、小臂伸缩的动作因无需在中间位置停留,也选用二位五通双电控电磁阀控制对应气缸来实现;手臂和手腕的旋转动作则选用三位五通双电控电磁阀控制对应气马达来实现。最终,机械手的所有动作均由PLC控制5个电磁阀的通断来实现。
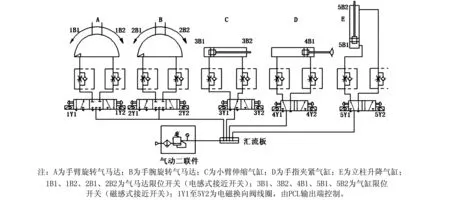
图2 机械手气动系统原理图
2 搬运机械手控制系统设计
搬运机械手的控制系统主要由触摸屏、PLC控制器、位置检测单元以及驱动执行机构组成(见图3)。触摸屏Smart700IE的监控界面由WinCC Flexible 软件组态[8]。通过以太网通讯方式,触摸屏可实时监控机械手的现场工作状态,实现系统的自动控制。若现场出现突发情况或故障等,监控人员可通过触摸屏给PLC控制器发送急停命令进行紧急处理。位置检测单元用于检测工件、气马达或伸缩气缸动作是否运动到位。它主要包含光电开关和接近开关,其中光电开关用于检测工件是否到位;磁感式接近开关用于检测机械手的升降、伸缩和手指运动是否到位;电感式接近开关则用于检测手臂和手腕是否旋转到位。
位置检测单元将机械手的工作状态传输给PLC控制器,PLC分析处理后,根据机械手是否运动到位向各电磁阀发出控制信号,控制相应气缸执行机构运动,使机械手按预定的程序完成伸缩、旋转、夹放等运动。
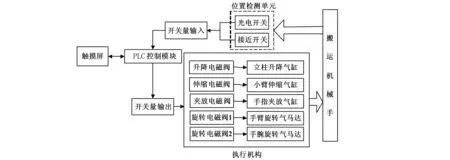
图3 搬运机械手的控制系统框图
2.1 硬件设计
根据系统的设计要求,选用西门子公司的S7-200 PLC作为核心控制单元,其中CPU226有40个I/O端子(24个DI、16个DO)。系统输入地址分配如表1所示。系统输出地址分配如表2所示。
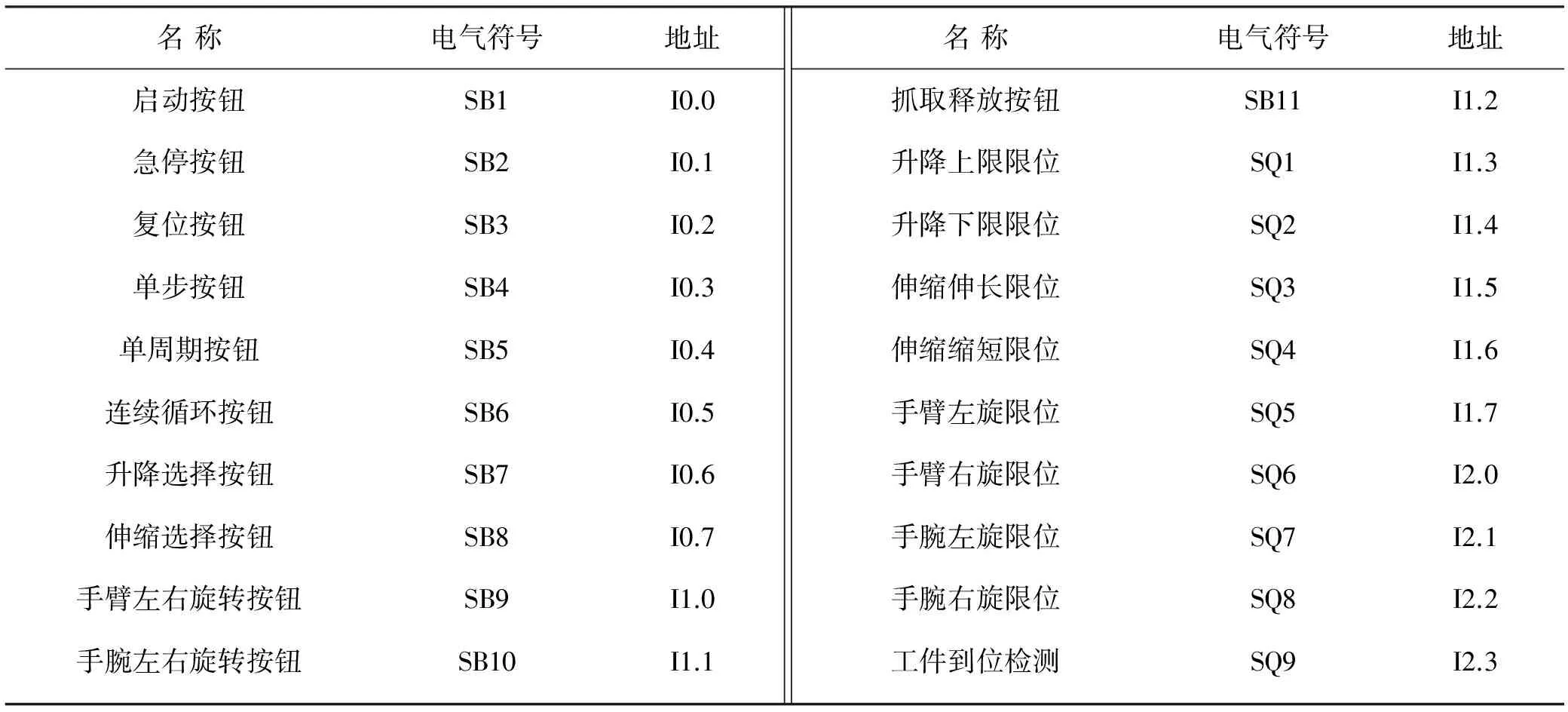
表1 系统输入地址分配表
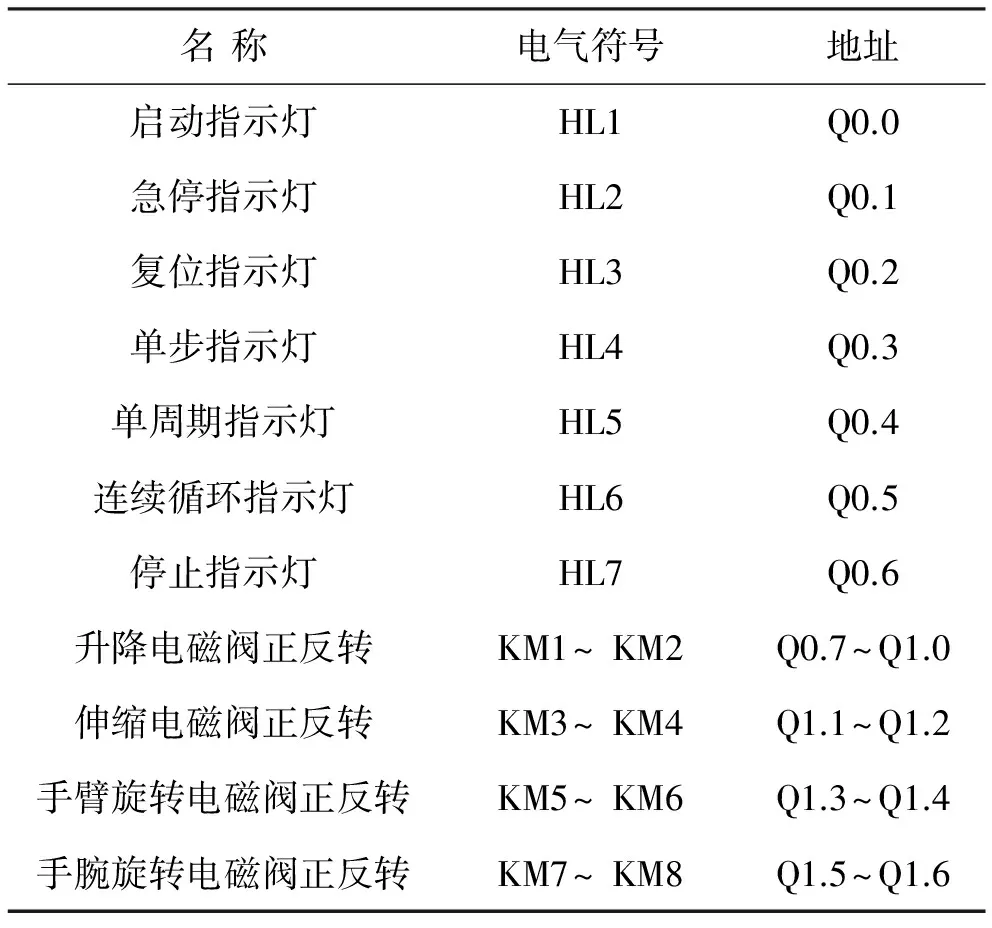
表2 系统输出地址分配表
2.2 软件设计
搬运机械手控制系统的软件利用S7-200 PLC进行编程[9-10]。可将搬运机械手的工作模式设为手动操作、自动单周期操作和自动循环操作3种。其中,手动操作模式是指依次按下各动作按钮进行分步操作;自动单周期操作是指系统按规定路线自行完成一个周期动作,回到初始点后停止;自动循环操作则是系统按规定路线自动进行周期性循环运动。这里以自动循环模式为例,用户在触摸屏上按下启动按钮,系统初始化,各传感器自检,各伸缩缸处于缩回状态,机械手处于原点位置。选择“自动循环”模式,系统按既定路线运行的主程序流程如图4所示。
本系统可用于机械制造、电子、轻工等自动生产线上小型零部件的搬运与装配,数控加工中心中车床的取刀换刀,加工材料的上下料或码垛、堆垛等普通场合,也可用于高温、辐射或污染严重等恶劣场合的材料装卸。根据用户需要修改机械手的控制程序,可实现作业路线的变更,以完成不同场合的作业任务。本系统软件设计既考虑提高搬运的速度和精度,保障人身安全,也注重充分体现系统的智能性和灵活性。
3 搬运机械手监控界面
搬运机械手控制系统选用的西门子公司WinCC Flexible软件中图库和操作对象丰富,用户可快速方便地制成各种美观画面[11]。将完成组态的监控界面显示到Smart700IE触摸屏上,基于以太网通信方式可实现触摸屏与PLC上、下位机的通信。搬运机械手上位机的监控界面如图5所示。
由图5可看出,用户以合法身份登录后方可进入监控界面;进入监控界面后,用户可根据需要选择手动单步、自动单周期或自动循环的操作模式,检测并显示机械手各关节的到位情况,控制机械手的运行;还可根据需要对机械手发送急停、复位等命令,实现对机械手全部运行状态进行监控的功能。
显然,图5所示监控界面操作简单,界面友好,机械手各关节状态直观明确,可显著提高控制系统操作的智能化和可视化水平。
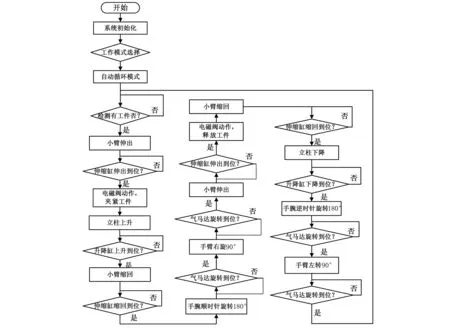
图4 搬运机械手控制系统“自动循环”模式的主程序流程
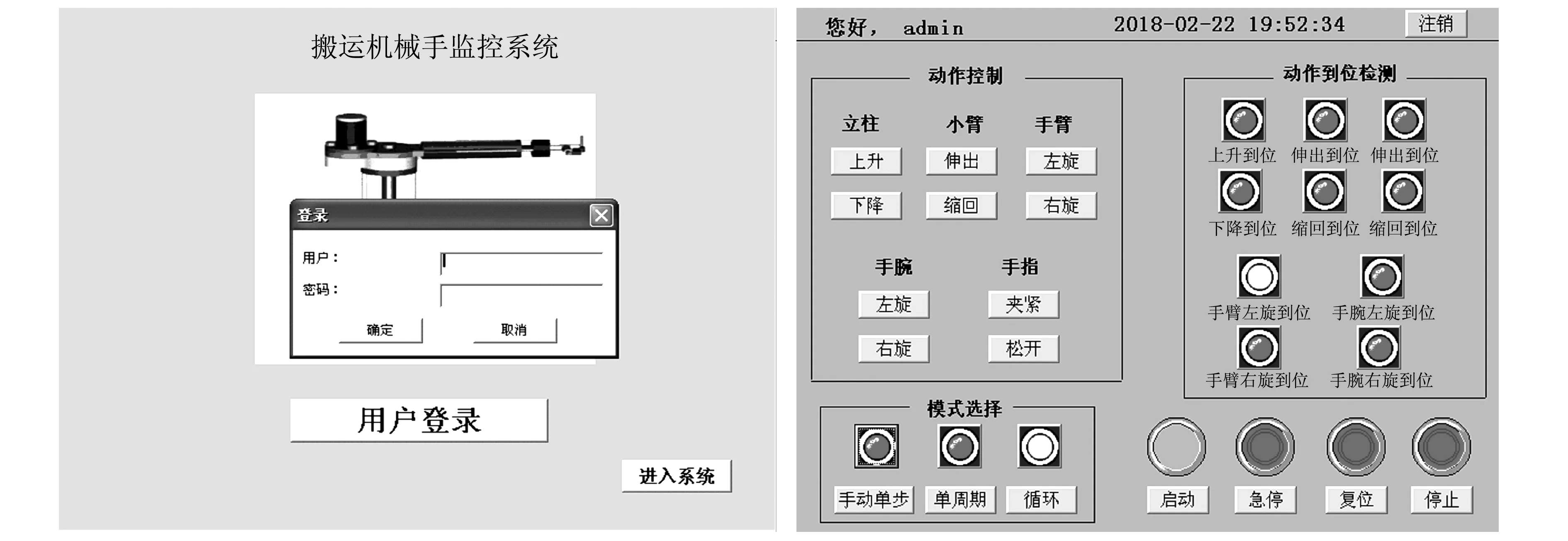
(a)用户登录界面 (b)机械手监控界面图5 搬运机械手上位机的监控界面
4 结 语
基于PLC控制的稳定性以及触摸屏的可视化优点,设计了一种用于工业领域的小型五自由度搬运机械手控制系统。该系统以S7-200 PLC为控制单元,可通过修改程序达到变更作业路线的目的,灵活便捷;利用WinCC Flexible软件完成触摸屏监控界面设计,可实时监控机械手的运行过程。该系统不仅实现了搬运作业的自动化、操作的可视化和控制的高灵活性,而且大大降低了操作者的劳动强度,具有很强的实用性。
参考文献:
[1] 刘志虎,王雷,王幼民,等.基于PLC的包装袋机械手控制系统设计[J].重庆理工大学学报(自然科学版),2015,29(9):58-63.
[2] 周建浩,董小雷.基于PLC的上药机械手控制系统研究[J].机械工程与自动化,2017(3):150-152.
[3] 李晨辉,李占贤.基于三菱PLC的装卸车机械手控制技术应用[J].制造业自动化,2015,37(4):14-16.
[4] 张良,韩彦军,王艳莉.基于PLC的气动摆模机械手控制系统设计[J].液压与气动,2016(11):92-97.
[5] 周鹏.搬运机械手的设计与实现[J].自动化与仪表,2017,32(6):65-67.
[6] 胡志刚,陈伟卓.机械手搬运物料精确定位控制系统设计[J].实验技术与管理,2014,31(6):93-96.
[7] 张伏,王唯,邱兆美,等.基于MCGS组态软件的机械手控制系统设计[J].机床与液压,2015,43(21):23-27.
[8] 廖常初. 西门子人机界面(触摸屏)组态与应用技术[M].2版.北京:机械工业出版社,2011.
[9] 祝福,陈银贵.西门子S7-200系列PLC应用技术[M].2版.北京:电子工业出版社,2014.
[10] 石征锦,朱欢欢,朱本庆,等.微小型零件自动装配的软件设计与实现[J].成组技术与生产现代化,2017,34(1):1-5,38.
[11] 张金姣,吴斌方,王君明.基于触摸屏的模具清扫机械手PLC控制系统[J].湖北工业大学学报,2014,29(5):71-73,99.
