基于支持向量机的焊缝超声TOFD缺陷分类识别
2018-06-25
(1.厦门市特种设备检验检测院, 厦门 361004;2.福州大学 机械工程及自动化学院, 福州 350108)
当今,压力容器正在向高参数、大型化方向发展,其焊接结构的安全引起了人们的高度重视。大型厚壁压力容器的焊接结构在加工制造过程中由于焊接工艺与设备条件的偏差,残余应力的存在,冶金因素的变化以及接头组织与性能不均匀等的影响,焊缝中往往会产生各种缺陷。此外,合格的焊接结构在服役过程中常承受疲劳及冲击载荷,并受到高温、高压和腐蚀介质等的影响,焊接接头质量也会发生变化,产生新的缺陷[1]。
超声衍射时差法[2-5](Time Flight of Diffraction,TOFD)相比其他的焊缝缺陷无损检测方法,在厚壁构件焊缝的检测上更具有优势,但该方法对缺陷的判读更依赖于检测人员的经验,因此检测的有效实施难度较大,误判、错判发生的比例较高。笔者通过制备超声TOFD人工缺陷和自然缺陷特征,利用归一化融合特征向量,通过模式识别技术实现超声TOFD焊缝缺陷的自动识别,以消除人工判读带来的弊端。
1 超声TOFD焊缝图像特征
1.1 人工缺陷试板的制备
人工制备包含有气孔、夹渣、未熔合及裂纹的焊缝缺陷试板。试板材料为低碳钢,厚度为50 mm。超声波在工件中的纵波声速为5 900 m·s-1,横波声速为3 230 m·s-1。试验中探头频率为5 MHz,探头的晶片直径为6 mm,楔块角度为60°,楔块中声速为2 730 m·s-1。根据缺陷的不同,调整探头的间距,改变声束覆盖范围,以获得较为清晰的扫描成像。
表1为8块检测试板中埋藏缺陷的信息,对这些试板进行D扫描,对得到的缺陷图像进行对比分析,以此了解不同超声TOFD焊缝缺陷的特征差异。
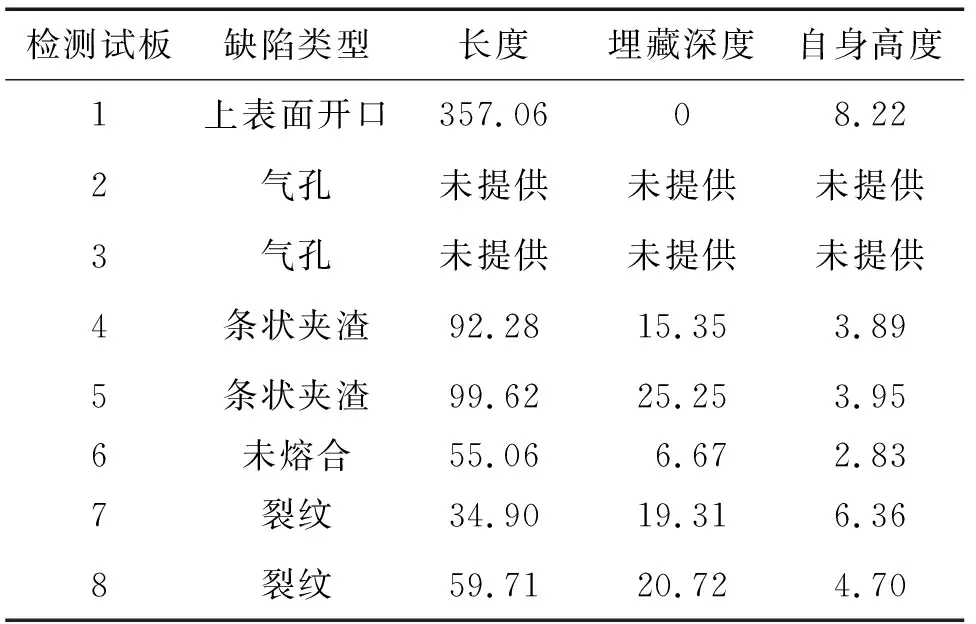
表1 检测试板的缺陷信息 mm
表1中试板的缺陷信息是由检测后得到的估计值,其中气孔缺陷较多,在此不提供其信息。
1.2 缺陷的TOFD图像特征分析
1.2.1 上表面开口缺陷图像特征分析
在检测过程中,直通波在上表面开口缺陷处传播会受到干扰,甚至被中断传播。因此,可根据直通波图像的特性,判断缺陷是否表面开口。若表面开口较大,且能得到缺陷下端衍射点的信号,则可以测出缺陷的深度;若表面开口较小,由于直通波脉宽长度会掩盖缺陷信号,则缺陷不能被检出。
1.2.2 气孔缺陷图像特征分析
气孔缺陷一般是由于焊接过程中存在未及时溢出的气体而导致的。其一般分为两类:单个气孔缺陷和密集型气孔缺陷。单个气孔缺陷图像在直通波和底面回波信号之间呈单一状且具有周期性变化的特征。密集型气孔缺陷的图像特征多表现为多个独立的衍射信号相互叠加,且能分辨出各信号的强度基本一致。气孔缺陷的图像特征表现为:抛物线状、线条端部较为平缓、尾部向下坠落且抛物线开口方向一致,这是由于缺陷高度小于直通波脉冲宽度造成的。
1.2.3 夹渣缺陷图像特征分析
夹渣缺陷是由于焊接过程中产生的氧化物及硫化物等熔渣残留在焊缝内部,导致应力集中而产生的,容易发展成内部裂纹。夹渣缺陷一般分为点状夹渣和条状夹渣。点状夹渣的图像表现为一些呈抛物线的小圆弧,且圆弧较短;条状夹渣图像则呈现为一条不规则线条状,断断续续。夹渣缺陷的图像特征表现为在衍射图像长度方向时断时续,高低不平,无明显的上下端衍射信号,成像粗糙杂乱,在主线附近伴有小圆弧。
1.2.4 未熔合缺陷图像特征分析
未熔合缺陷是由于焊接热输入太低、电弧指向偏斜、坡口侧壁有锈垢或污物以及层间清渣不彻底等原因造成的。未熔合缺陷一般分为侧壁未熔合、层间未熔合和焊缝根部未熔合。侧壁未熔合缺陷的图像表征为图像中呈现明显的上下端,上端表现为光滑的直线或曲线,下端一般表现为断断续续条纹状,上下端之间不平行且呈发散状。未熔合特征有时候与条状夹渣特征类似,但未熔合缺陷一般呈现为一条平滑曲线,而条状夹渣则呈现为一条粗糙的不规则曲线。
1.2.5 裂纹缺陷图像特征分析
裂纹缺陷是在焊接应力与其他致脆因素共同作用下,焊接接头中局部地区的金属原子结合力遭到破坏而形成的新界面所产生的缝隙,是一种危害严重的焊接缺陷。裂纹缺陷有上下两端,两条线近似平行,在两条线附近有少量抛物线状圆弧。裂纹缺陷的图像特征表现为有两条明显的不规则条纹线平行于检测面,两条线的开口方向偏向检测面的相反方向,且平滑过渡连续,中间部分清晰可见,两端部分信号较弱。
2 超声TOFD焊缝图像特征提取
2.1 基于局部二值模式的特征提取
局部二值模式[6](Local Binary Patterns,LBP)是:利用中心像素值gc对邻域的每一个像素值{g0,g1,…,gP-1}阈值化,生成一个二进制数。中心像素的LBP值是通过将二进制数转换为十进制数得到的。LBP模式被定义为
(1)
式中:gi(i=0,1,…,P-1)为P个领域像素的灰度值;gc为该领域中心像素的灰度值。
令x=gi-gc,则有二值化函数:
(2)
大于中心像素的像素被映射为1,否则为0。一般来说,LP,R会产生2P种不同值,这些2P二进制模式的子集称为均匀模式。均匀模式在减少模式特征值的同时,不会丢失任何信息。
基于LBP算法对TOFD缺陷图像进行特征提取时,图像中每一个像素都被它的二进制代码标记,而原始图像被转换成LBP图像。图中每个LBP代码的出现频率可以用直方图来概括,可以作为分类任务的特征向量,如图1所示。
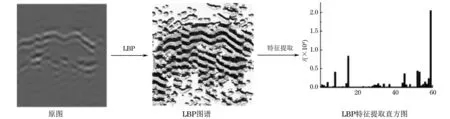
图1 LBP特征提取过程示意
从图1可以看出,在使用(8,2)邻域时,特征数量有59种。
2.2 基于局部相位量化的特征提取
局部相位量化[7](Local Phase Quantization,LPQ)是:基于傅里叶相位谱的模糊不变性,在每个图像像素周围取一个矩形邻域来计算二维短时傅里叶变换(Short-Time Fourier Transform,STFT),并给出图像的局部相位信息。
LPQ通过检测图像f(x)的每个像素点x的局部邻域NX来提取相位信息。
(3)
式中:Wu为二维离散傅里叶变换的基向量;fx为一个包含NX邻域所有灰度值的向量。
LPQ分别通过u1=[a,0]T,u2=[0,a]T,u3=[a,a]T,u4=[a,-a]T4个频率分量来计算局部傅里叶系数,其中a表示低于点扩散函数的离散傅里叶变换H(u)的第一个零交叉点的第一个频率。对于每个像素点,可表示为一个向量
(4)

(5)
式中:gj为向量G(x)=[Re{F(x)},Im{F(x)}]的第j个分量。
得到的量化系数qj用二进制编码fLPQ(x)表示为0~255之间的整数,分类过程中使用256个特征向量,而这些值出现的频率组成特征向量直方图。
(6)
对灰度图像使用短时傅里叶变换,后通过满足模糊不变性的4个频率分量计算局部傅里叶系数;对每个像素点的傅里叶变换向量用简单的标量量化函数来计算相位信息;最后对得到的量化系数进行二进制编码获得像素点的局部相位量化值,绘制LPQ特征直方图,实现图像特征的提取,其过程如图2所示。
2.3 融合LBP和LPQ的特征提取
LBP特征提取算法是在空间域上对图像的像素进行处理,通过比较中心像素和周围像素得到二进制编码的算法,其反映图像灰度值的变化趋势,相当于对图像的所有局部纹理滤波处理。LPQ特征提取算法是对图像进行短时傅里叶变换得到图像的频率变换域,计算图像的变换域系数进而获取变换域的相位量化信息的算法,其反映图像的梯度分布。LBP和LPQ都是对图像纹理信息的描述,不论是在空间域还是频域,都是一种局部信息的提取,因此需要综合两种算法的优势,对两种算法进行融合,使图像获得更好的识别效果。
经改进的基于标记的分水岭图像分割处理后,图片的像素分辨率为256像素×256像素。基于标记的改进分水岭的超声TOFD检测图像分割算法的步骤是:首先对TOFD检测图像进行数据处理,得到去噪及增强后的图像;然后将图像的二维最大熵阈值作为粒子群算法的适应度函数,求取最佳阈值;再用求得的阈值对图像进行标记分水岭分割。LBP和LPQ算法特征融合过程(见图3)为:对处理后的图像进行分块处理,每分块分辨率为64像素×64像素;然后对每一分块分别进行LBP和LPQ特征提取,得到各分块在空间域和频域上的特征;最后将两种特征值归一化融合,融合后的特征能更好地表征图像纹理信息。
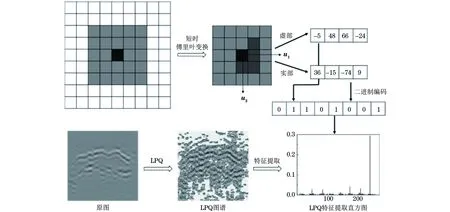
图2 LPQ算法计算过程及特征提取

图3 LBP和LPQ算法特征融合过程
3 基于支持向量机的缺陷分类识别
3.1 支持向量机原理
支持向量机[8](Support Vector Machine,SVM)是建立在统计学习理论VC维理论和结构风险最小化原理基础上的机器学习方法。支持向量机的目标函数,也称为正则化风险函数,其目标是结构风险最小化,最大限度地减少经验误差和正则化项。另外,通过引入松弛变量ξ和ξ*,并给出惩罚参数c,用于控制估计误差,相应的问题可以等价于凸约束二次优化问题,得到:
ω∈Rn,b∈R
(7)
式中:ω={ω1,ω2,…,ωm}为支持向量机的权重;φ为核函数映射的输入向量;x={x1,x2,…,xm}为映射到高维的特征空间;〈ω,φ〉表示ω和φ之间的点积;b为偏差。
正则化可以降低函数f(x)的复杂度,即估计函数总是趋于光滑,避免过度拟合。拟合过程引入了不敏感性损失函数。不敏感性损失函数可以减少非线性条件下的过拟合问题,样本点在空间分布,尽可能将样本分为两类,以中间线为界分,两侧再画条线增加约束条件,也就是松弛变量。
通常情况下,用拉格朗日乘子来求解方程的对偶形式。将二次规划问题转化为相应的对偶优化问题,引入核函数来实现非线性,得到最优回归函数。
(8)

K(xi,x)=exp (-γ‖x-xi‖2)
(9)
式中:γ为分类器的核函数参数。
3.2 支持向量机分类识别过程
基于支持向量机的TOFD图像分类过程分成两步:① 通过LBP和LPQ算法联合提取图像特征,得到图像的融合特征;② 将融合的特征导入SVM分类器进行分类识别,分类识别过程如图4所示。

图4 支持向量机的分类识别过程
试验采用人工缺陷和自然缺陷采集到的93幅TOFD检测图像,其中包括24幅裂纹缺陷图像、27幅夹渣缺陷图像、42幅气孔缺陷图像。每张图的像素分辨率均为128像素×128像素。将这些图像分成两个部分:训练集和测试集。其中,62幅图像作为训练集,31幅图像作为测试集。
3.2.1 特征提取
针对每幅图像进行分块,将每幅图像分为4×4块,每块的像素分辨率为32像素×32像素。通过LBP和LPQ算法提取各分块的图像特征,LBP特征为1×59的向量,LPQ特征为1×256的向量,将两者归一化融合得到1×315的特征向量,因此分块融合之后得到每幅图的特征向量为16×315。
3.2.2 SVM分类识别
将提取出的特征信息输入SVM分类器,并设定分类器的核函数参数γ为3.6,惩罚参数c为100,得到每一类缺陷的识别率和总的识别率。
3.3 支持向量机分类识别结果与分析
为了验证LBP和LPQ融合算法的优越性,对数据库分别单独进行LBP和LPQ算法的特征提取,并进行分类识别试验,试验结果如表2和表3所示。
从表2可以看出,单一使用LBP算法提取特征得到的分类识别正确率较差,测试集识别率仅有67.74%。从表3可以看出,单一使用LPQ算法提取特征得到的分类识别正确率较高,测试集的识别率达到83.87%。两种算法都对气孔缺陷的识别率较高,LBP算法对裂纹和夹渣的识别较差,LPQ算法对裂纹和夹渣的识别相对较优。相较LBP和LPQ各单一算法,融合算法的优越性更高,其分类识别结果如表4所示。
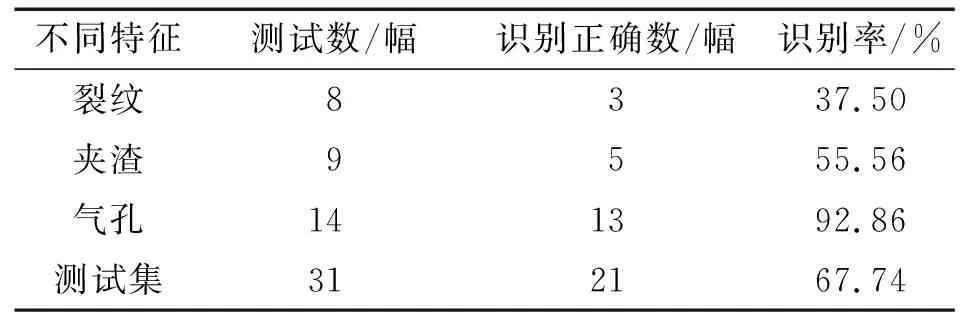
表2 LBP特征分类识别结果
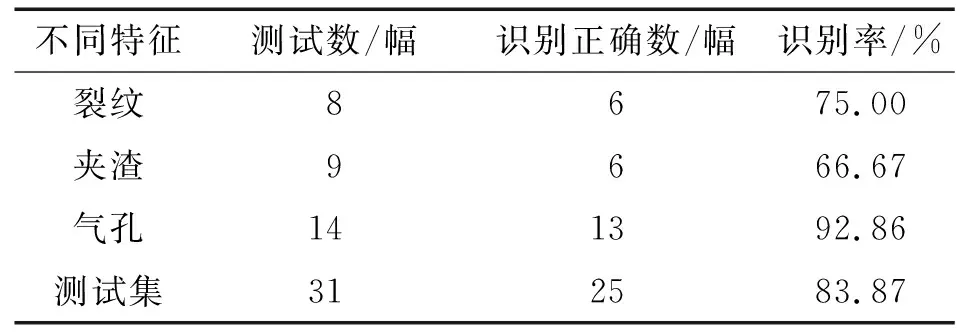
表3 LPQ特征分类识别结果
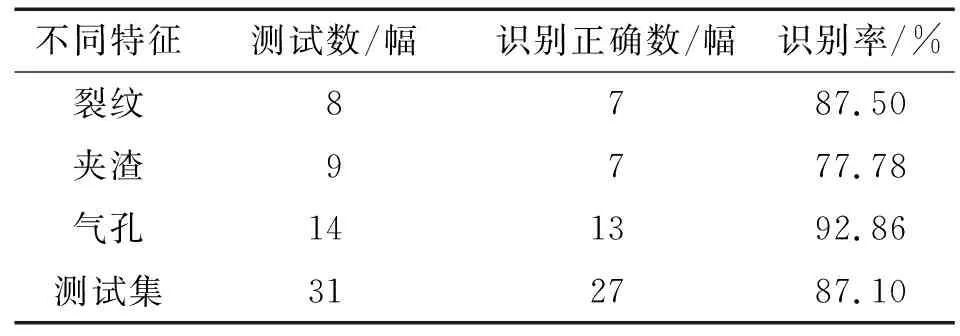
表4 LBP和LPQ融合特征分类识别结果
从表4可以看出,LBP和LPQ融合特征经SVM分类器分类识别,能较好地实现对超声TOFD焊缝缺陷的识别,总的识别率达到87.1%。对于不同的缺陷类型,该算法也表现出了不同的识别效果。
相对夹渣和裂纹缺陷,气孔缺陷识别效果好的原因是气孔缺陷特征简单明显(呈线条端部较为平缓,尾部向下坠落且开口方向一致的抛物线状),LBP和LPQ算法较能反映该局部纹理特征;而夹渣缺陷无明显的上下端衍射信号,相位信息不明显,灰度信息较为集中,容易误判成密集气孔的缺陷类型;裂纹类缺陷上下端不规则平行,且周边伴有较多的圆弧,相位信息相对突出,灰度分布信息较为均衡。图5为不同算法的缺陷识别率的对比,从图5可以清楚地看出LBP和LPQ特征融合算法的优越性。
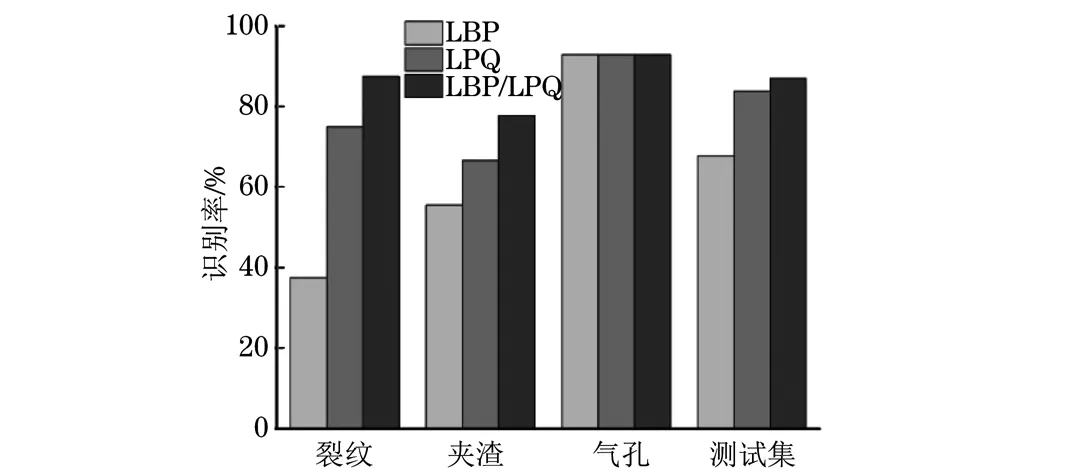
图5 不同算法的缺陷识别率
在缺陷分类识别过程中,图像的分块会对缺陷的识别率产生较大的影响。通过设置不同的图像分块,即2×2,4×4,8×8,16×16,利用LBP和LPQ特征融和算法结合SVM分类器进行分类识别试验,其结果如表5所示。
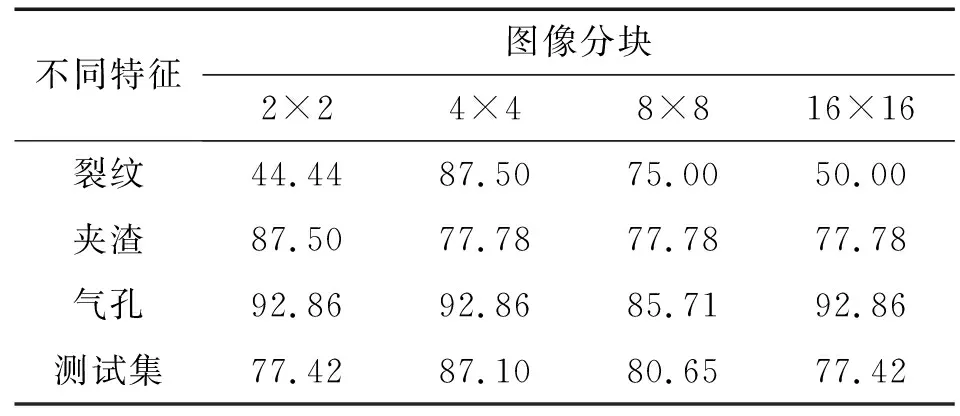
表5 不同图像分块分类识别结果 %
从表5可以看出,图像分块会对TOFD缺陷图像的识别产生一定的影响。图像分块过少或过多,都会导致识别效果较差,因此需选择合适的分块大小,才能达到最佳的识别率。笔者选择图像4×4分块,不论是在各类型缺陷还是测试集中,识别率都达到最优,显示出文中算法的优越性,对比结果如图6所示。
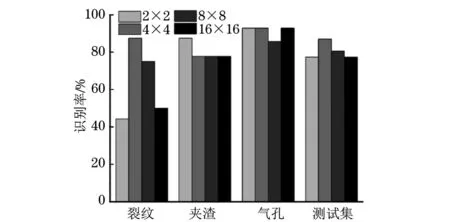
图6 不同图像分块缺陷识别率
4 结论
(1) 在分析人工试块中各类型缺陷的TOFD检测图像特征的基础上,将LBP算法提取的缺陷图像空间域灰度信息特征和LPQ算法提取的缺陷图像频域相位特征归一化融合,融合之后的特征能够更好地表征缺陷的图像纹理信息。
(2) 选取裂纹、夹渣和气孔型缺陷,通过SVM将缺陷图像分块后提取的融合特征进行分类识别,试验结果表明图像4×4分块后提取的融合特征识别率最优,识别正确率达到87.10%。
参考文献:
[1] 林尚扬,于丹,于静伟.压力容器焊接新技术及其应用[J]. 压力容器, 2009,26(11):1-6.
[2] MERAZI-MEKSEN T, BOUDRAA M, BOUDRAA B. Mathematicalmorphology for TOFD image analysis and automatic crack detection[J]. Ultrasonics, 2014, 54(6):1642-1648.
[3] BASKARAN G, RAO C L, BALASUBRAMANIAM K. Simulation of the TOFD technique using the finite element method[J]. Or Insight, 2007, 49(11):641-646.
[5] HABIBPOUR-LEDARI A, HONARVAR F. Three dimensional characterization of defects by ultrasonic time-of-flight diffraction(TOFD) technique[J]. Journal of Nondestructive Evaluation, 2018, 37(1):14.
[6] 宋克臣, 颜云辉, 陈文辉, 等. 局部二值模式方法研究与展望[J]. 自动化学报, 2013, 39(6): 730-744.
[7] 李岚, 师飞龙, 徐楠楠. 自适应加权局部相位量化的人脸识别[J]. 光电工程, 2012,39(12): 138-142.
[8] 丁世飞, 齐丙娟, 谭红艳. 支持向量机理论与算法研究综述[J]. 电子科技大学学报, 2011,40(1): 2-10.