浸泡条件对清流豆腐皮产率影响的研究
2018-06-13黄颖颖陈慎杨成龙陆东和
黄颖颖,陈慎,杨成龙*,陆东和
(1.福建省农产品(食品)加工重点实验室,福州 350003;2.福建省农业科学院 农业工程技术研究所,福州 350003)
清流豆腐皮是清流的传统名产,具有悠久的生产历史,距今已有800年的历史,其制作工艺和产品品质具有明显的地域特征,目前在全县范围内有传统豆腐皮加工企业近300家,已成为具有地域特色的支柱产业。但是清流县豆腐皮生产的工厂基本是作坊式的小厂,生产加工长期以来一直采用手工的方式,传统手工制作的豆腐完全凭借经验操作,生产效率低且成品合格率不高,保质期及货架期也较短,简陋的生产条件和原始的手工操作很难保证豆腐皮的质量。近年来,国内外关于豆腐皮生产工艺的研究取得了不少进展,其主要研究方向包括:豆腐皮的形成机理、最佳生产煮浆工艺[1,2]、护色机理等[3-5],但针对其浸泡工序的研究较少[6]。
我国大豆作为重要的油料作物,含有40%~55%的蛋白质、20%~26%的中性脂肪[7]、2%左右的生化磷脂、人体所需的7种必需氨基酸和钙、磷、铁、硫胺素等微量元素[8],其蛋白制品是食用植物蛋白的主要来源之一[9,10]。随着我国生活水平的提高,充分开发利用植物蛋白资源,相较于动物蛋白具有更多优势[11]。豆腐皮是由豆浆中的蛋白质、脂肪等成分凝结而成的[12],大豆原料的成分比例对豆腐皮的得率与品质有非常明显的影响。豆浆中各成分的比例基本与大豆原料中各成分的比例相同,大豆可通过豆浆中的成分影响豆腐皮的品质或得率;大豆蛋白质由皮膜组织包着于其子叶的贮藏组织细胞中,随着大豆浸泡时间的延长,偏硬的成熟大豆蛋白质的皮膜组织吸水溶胀,质地变脆后变软。通过机械破碎脆性状态下的大豆蛋白质皮膜组织,可使蛋白质分散到水中。因此,大豆浸泡是豆腐皮生产中的关键工序之一,浸泡程度直接影响豆腐皮产品的色泽、产率和大豆磨浆工序的能耗,通过严格控制浸泡工艺过程,不但可以使黄豆充分膨胀,细胞壁纤维软化,减少大豆研磨制浆工序的能耗,促进大豆组织蛋白质的溶出,同时还能有效地改善产品的色泽和白度。目前,豆腐皮加工工艺优化主要研究煮浆工艺和护色方法,但针对其浸泡工序的研究较少。我国大部分企业采用室温水进行泡豆,由于冬夏或早晚温差较大,浸泡时间长短不一,存在高水温下浸泡过度或低水温下浸泡不足等问题,导致产品质量深受影响。本实验采用单因素通过研究不同浸泡条件,包括大豆浸泡料水比、浸泡水pH值、泡豆水温和时间、软化剂及其配比对大豆蛋白溶出率和豆腐皮产率的影响,并通过四因素五水平二次回归正交旋转组合法优化大豆浸泡条件,实验结果有利于改造清流豆腐皮工业化生产工艺。
在这一基本战略判断下,美国战略界对“一带一路”倡议的认知负面远远多于正面。综合起来,美国战略界对“一带一路”倡议的认知或担忧,主要体现在如下几个方面。
1 材料和方法
1.1 实验材料
新产大豆:其中含蛋白质40%~50%,脂肪18%~22%,水分10%~12%,由福建省清流七星岩食品有限公司提供。
1.2 主要设备与仪器
2300型凯氏定氮仪 瑞士FOSS公司;恒温水浴锅 上海宝磊仪器有限公司;JYDZ-29型九阳豆浆机;AR2140型电子天平 梅特勒-托利多仪器(上海)有限公司;DHG-9070型电热恒温鼓风干燥箱 上海一恒科技有限公司;SKD-100型凯氏定氮仪 上海沛欧分析仪器有限公司;碳酸氢钠(食品纯)。
框架是研究小波分析的主要工具, 对小波分析的发展起到了非常重要的作用。 自1946年起, 人们开始研究框架理论,但直到1986年, 框架的相关理论才得到真正的关注和研究[1-3]。如今框架理论已广泛应用于各个领域。
1.3 豆腐皮产品基本品质的测定指标与方法
以单因素试验确定各试验因素的影响范围和中心水平值,试验按四因素五水平二次回归正交旋转组合试验设计,选取A(料水比)、B(浸泡水pH值)、C(泡豆水温)、D(软化液浓度)为考察因素,以豆腐皮产率为考察指标,设置2,1,0,-1,-2 5个自变量水平,见表1,筛选并确定大豆浸泡的优化工艺参数。
1.4 统计分析
在泡豆水温20 ℃、料水比1∶3的条件下,分别采用0%,0.2%,0.4%,0.6%,0.8%的NaHCO3水溶液浸泡,浸泡大豆至符合操作技术要点,以大豆蛋白溶出率为考察指标。
大豆蛋白溶出率=(豆浆液中大豆蛋白总质量/大豆中蛋白总质量)×100%;
豆腐皮产率=(烘干后豆腐皮干重/所用大豆干重)×100%。
2 实验方案
2.1 浸泡料水比对大豆蛋白溶出率的影响
在泡豆水温20 ℃的条件下,分别采用1∶1,1∶2,1∶3,1∶4,1∶5的料水比浸泡大豆至符合操作技术要点[13],以大豆蛋白溶出率为考察指标。
以往的农村公路规划,只是单纯的以“村村通”公路为目标导向,随着城市副中心建设目标的提出,对于农村公路规划应高点定位,如在北京城市副中心“绿色、智慧”的目标定位下,凸显可持续化,充分利用现有资源,与周边土地利用类型相协调,凸显不同功能的土地对农村公路网规划的不同诉求. 除此之外,可以将每个乡镇进行不同的功能定位,如可参考上位规划对每个乡镇的定位,从而结合不同地块的特征,开展农村公路网的合理布设,同时,客货运分流的规划思路在副中心地区农村公路规划时也应重点考虑.
2.2 浸泡水的pH值对豆腐皮产率的影响
(1)注重最新理论与标准的应用。该平台是指利用教育部建构主义教育理念和国际远程教育技术规范和标准,基于J2EE分布式应用架构,采用B / S信息网络计算模型,针对网络教育学科基础数据库和收集网络课程,全面规划了教学支撑平台,实现了系统三个方面的有机整合。
栅格数据处理库(Geospatial Data Abstraction Library,GDAL)是一个在X/MIT许可协议下的开源栅格空间数据转换库。它利用抽象数据模型来表达所支持的各种文件格式。它还有一系列命令工具来进行数据转换和处理。
2.3 泡豆水温和浸泡时间对大豆蛋白溶出率的影响
在大豆料水比1∶3的条件下,分别采用10,15,20,25,30,35,40 ℃的泡豆水温,浸泡大豆至符合操作技术要点,以大豆所需浸泡时间、大豆蛋白溶出率、产品的产率和色泽为考察指标。
2.4 软化剂对大豆蛋白溶出率的影响
各组实验重复3次,通过Microsoft Excel 2007进行数据处理,利用Design Expert 8.0.6软件进行试验数据的ANOVA分析,建立模型。
2.5 优化大豆浸泡条件工艺参数
蛋白质含量测定:凯氏定氮法(参照GB/T 5009.5-2010的方法);豆浆液浓度(可溶性固形物含量)测定:采用阿贝折光仪测定法。
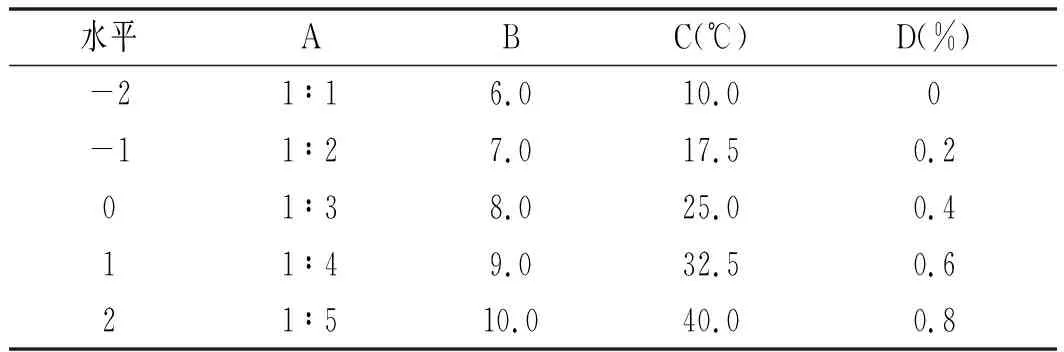
表1 四因素五水平二次回归正交旋转组合试验Table 1 Four factors-five levels quadratic regression orthogonal rotation combination test
3 结果与分析
3.1 浸泡料水比对大豆蛋白溶出率的影响
式中:m为电机相数;I为电机电流;R为电机电阻。以图3电机为例,相数为3,额定工况下相电流约为0.25 A,常温下的相电阻为2.15 Ω,最后结果为0.4 W,相对输出来说非常小了,所以在此类功率小的微型电机中,铜耗可不用太过关注。

图1 浸泡料水比对大豆蛋白溶出率的影响Fig.1 Effect of ratio of material to water on dissolution ratio of soybean protein
3.2 浸泡水的pH值对豆腐皮产率的影响
采用不同pH值的水浸泡原料大豆,得到的豆腐皮产率会随着浸泡水pH值的升高呈现出先升后降的趋势,见图2。

图2 浸泡水pH值对豆腐皮产率的影响Fig.2 Effect of pH value of soaking water on yield of dried soybean sheet
当浸泡大豆用水pH值在6.0~7.0呈微酸性时,蛋白质不易于溶出,所以豆腐皮产率不高。随着pH值的增大,产率逐渐提高,当浸泡水中的pH值大于7.0时,能使大豆细胞壁变软,促进大豆蛋白的浸出,缩短浸泡时间;还使蛋白质偏离等电点,增加大豆蛋白溶解度。浸泡水的pH值为8.0时,豆腐皮产率达到最大。但浸泡水pH值大于8.0过碱时,又使大豆蛋白质变性,表现出一定的乳化性,大豆蛋白增溶或离解成大豆蛋白分子次级结构,使大豆脂肪球分散在浆液中,导致产率下降,且豆浆中含硫氨基酸破坏加快,形成的豆腐皮色泽发暗,影响产品质量。故适宜的浸泡大豆水的pH值在7.0~8.0左右。
骑桶者亦如是。骑桶者打算骑着桶前去借煤,于是桶就飞起来了,仿佛桶本来就是飞行物一样。当然,区别还是有的;至少格里高尔变成甲虫的原因我们不读完全文根本一无所知,而骑桶者成为骑桶者却从一开篇就把理由向我们展示了出来。
3.3 泡豆水温和浸泡时间对大豆蛋白溶出率和产率的影响
分别在10,15,20,25,30,35,40 ℃水温下进行泡豆实验,测定大豆所需浸泡时间、豆浆中可溶性蛋白溶出率和产品的产率,结果见表2和图3。

表2 不同温度下的泡豆时间Table 2 Soybean soaking time under different temperatures

图3 泡豆水温和浸泡时间对大豆蛋白溶出率和产率的影响Fig.3 Effect on different soaking temperatures and time on soybean protein dissolution ratio and production yield
由表2和图3可知,大豆浸泡时间与泡豆水温互相影响,浸泡时间和泡豆水温同时影响大豆蛋白溶出率,从而影响到豆腐皮的产率和色泽。当泡豆水温过低时,不利于大豆组织软化,大豆蛋白和糖类析出缓慢,浸泡时间也相应延长,豆腐皮产率不高,产品色泽暗黄;提高大豆泡豆水温,缩短泡豆时间,大豆糖类析出使得豆浆含糖量降低,美拉德反应适中,不但提高蛋白质溶出率和产品产率,且产品色泽呈现亮黄色;当泡豆水温在15~20 ℃,可溶性蛋白的提取率最大,产率最大;当温度超过20 ℃后,可溶性蛋白的提取率和产率反而下降,这是因为温度过高导致蛋白质天然结构发生变性,促进其聚集形成沉淀,从而降低蛋白质的溶解度,因此导致大豆中的蛋白质无法充分利用,产品的产率也相应降低;同时温度过高加剧美拉德反应,使产品呈现褐黄色。结果表明:原料大豆的浸泡时间受泡豆水温的影响,泡豆水温越高则浸泡充分所需的浸泡时间越短,但泡豆水温过高又会影响豆腐皮的产率和色泽;因此浸泡温度不宜过高或过低,泡豆水温控制在15~20 ℃,浸泡时间一般为8~10 h。
在磨浆工艺前,大豆的浸泡工艺也很重要。经过加水浸泡大豆,使其颗粒吸水膨胀,有利于提高磨浆时蛋白质胶体的分散程度和悬浮性,促使蛋白质从细胞中分离出来。大豆浸泡程度通过影响大豆蛋白溶出率,从而影响产品的得率和质量。浸泡至大豆符合操作技术要点,测定大豆吸水量为1∶1.2左右。当料水比为1∶1时,大豆由于浸泡加水量不足,大豆蛋白溶出率低;当浸泡用水量高于大豆2倍以上,大豆能将水基本吸收完,充分软化大豆细胞结构,大豆蛋白溶出率升高;继续增加浸泡用水量,大豆蛋白溶出率变化不大,但随着大豆吸收饱和,部分蛋白质溶出到浸泡水中,导致损失(见图1)。结果表明:料水比过少会导致大豆蛋白溶出不完全,料水比过多会造成弃水中的溶出蛋白的损失,适宜的大豆浸泡料水比在1∶2~1∶4。
3.4 软化剂对大豆蛋白溶出率的影响
加入NaHCO3能提高大豆蛋白质的溶出率,随着添加浓度的增加,大豆蛋白的溶出率也相对升高;在0.4%的NaHCO3水溶液下得到的大豆蛋白的溶出率最大,是因为大豆蛋白的等电点在6.5左右,添加适量的NaHCO3能软化大豆组织,提高大豆蛋白的溶出率;继续增加NaHCO3水溶液的浓度,使得浸泡水过碱,大豆蛋白的溶出率反而下降,见图4。结果表明:加入NaHCO3能通过软化大豆组织,提高大豆蛋白质的溶出率,NaHCO3溶液适宜的浓度在0.4%左右。

图4 软化剂对大豆蛋白溶出率的影响Fig.4 Effect of softener on dissolution ratio of soybean protein
3.5 大豆浸泡条件工艺参数优化
以豆腐皮产率为Y值,综合单因素试验结果选取料水比、泡豆水温、浸泡水pH值、NaHCO3浓度4个因素进行二次回归正交旋转组合试验,四因素五水平编码和结果分析分别见表1和表3。用Design软件对试验结果数据进行分析,以料水比(A)、浸泡水pH值(B)、泡豆水温(C)、NaHCO3浓度(D)为自变量,以豆腐皮产率为因变量(Y),得四元二次回归方程:
在大豆料水比1∶3的条件下,分别采用pH值6.0,7.0,8.0,9.0,10.0的浸泡水,浸泡大豆至符合操作技术要点,以豆腐皮产率为考察指标。
Y=+44.78+2.87A+1.55B+5.19C+3.77D-0.19AB-0.87AC-0.45AD-0.75BC-0.40BD-1.11CD-2.80A2-1.77B2-2.11C2-2.33D2。

表3 试验安排与结果Table 3 Test arrangement and results

续 表
二次回归模型的F值为26.46,p<0.0001,大于在0.01水平上的F值;决定系数R2=0.9780,失拟项的F值为1.18,小于在0.05水平上的F值,分析表明该模型拟合程度较好,实验误差较小,说明该模型是合适的,见表4。其中,A,C,D,A2,C2,D2表现为极显著(p<0.0001);B,B2表现为显著(p<0.05)。结合表4中各系数项的估计值,本实验各因素的影响大小顺序为C>D>A>B。

表4 方差分析Table 4 ANOVA of four factors

续 表
注:“**”表示差异极显著,P<0.0001;“*”表示差异显著,P<0.01;“-”表示差异不显著。
3.6 响应面分析
采用降维的分析方法,进行双因素效应分析对豆腐皮产率的影响。根据多元回归方程做出的等高线图及响应曲面图见图5~图10,对这些因素中交互项之间的交互效应进行分析。

图5 Y=f(A,B)的响应面图Fig.5 The response surface figure of Y=f(A,B)

图6 Y=f(A,C)的响应面图Fig.6 The response surface figure Y=f(A,C)
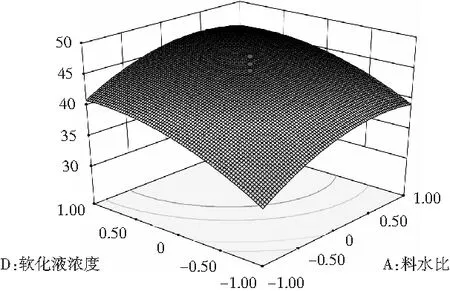
图7 Y=f(A,D)的响应面图Fig.7 The response surface figure Y=f(A,D)
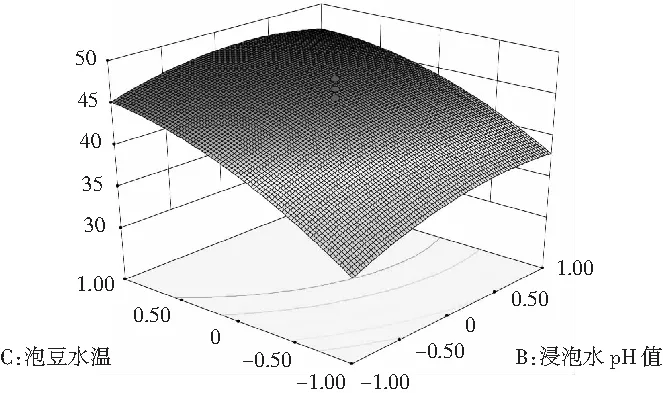
图8 Y=f(B,C)的响应面图Fig.8 The response surface figure Y=f(B,C)
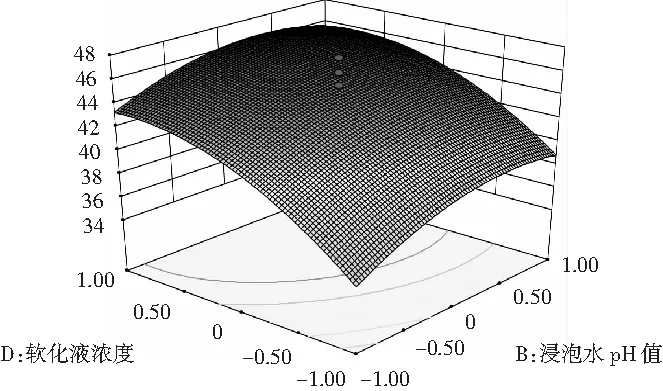
图9 Y=f(B,D)的响应面图Fig.9 The response surface figure Y=f(B,D)
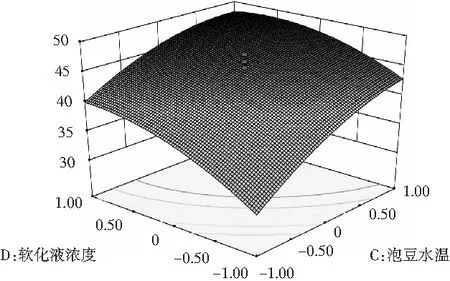
图10 Y=f(C,D)的响应面图Fig.10 The response surface figure Y=f(C,D)
由图5~图10可知,所有响应曲面图均开口向下、凸面,可以看出响应值的大小会随着自变量A,B,C,D的大小而改变,而且增减幅度也不一样。随着各个自变量A,B,C,D的增大,响应值逐渐增大;但当响应值增大到某极值后,随着自变量A,B,C,D的增大,响应值有减小的趋势。
通过Design Expert 8.0.6软件模拟分析,最后确定出模拟优化浸泡条件为料水比1∶3、浸泡水pH 值8.0、泡豆水温25 ℃、软化液NaHCO3浓度0.4%、泡豆5.5 h;采用优化浸泡工序条件得到的产率为48.7187%,浸泡工序优化值及豆腐皮产率的优化值见表5。

表5 模拟浸泡工序优化最佳值Table 5 Optimum value of soaking simulation conditions
在优化条件下进行验证性实验,重复3次。结果得出豆腐皮的平均产率为48.63%,实验值与模型的理论值接近,且相对偏差小于2%,表明重现性良好,说明该模型可以较好地反映大豆浸泡工艺条件。
4 结论
浸泡使豆浆中的碳水化合物含量降低,脂肪含量相对增高,浸泡程度直接影响豆渣和浸泡液中的原料大豆中蛋白质的含量及其利用率,而浸泡工艺中的料水比、浸泡水pH值、泡豆水温和时间、软化剂配方及其浓度都直接影响浸泡程度。因此对浸泡工艺进行研究优化,提高大豆中蛋白质的利用率,降低原料大豆中蛋白质的流失。通过对大豆浸泡工序中关键技术进行单因素试验和二次回归正交旋转组合试验设计与分析,确定了浸泡条件的优化工艺参数为料水比1∶3、浸泡水pH 8.0、泡豆水温25 ℃、时间5.5 h、软化液NaHCO3浓度0.4%。在此工艺条件下豆腐皮的产率可达48.63%,所得产品的色泽品质较好。
参考文献:
[1]王建光,霍建冶,成玉梁,等.正交试验优化全子叶腐竹生产工艺[J].安徽农业科学,2015,43(12):225-229.
[2]Long L,Han Z,Zhang X,et al.Effects of different heating methods on the production of protein lipid film[J].Journal of Food Engineering,2007,82:292-297.
[3]项雷文,陈亮,陈文韬.腐竹生产用复配添加剂的研制[J].中国食品添加剂,2014(1):173-177.
[4]孙弘毅,曾金,张睿麒,等.腐竹生产颜色加深的成因及护色方法初探[J].中国食物与营养,2011,17(10):53-56.
[5]任红涛,程丽英,南楠.防腐剂对腐竹保藏性能的影响[J].粮油加工,2008(12):107-109.
[6]谢丽燕,林莹,谭瑶瑶,等.正交试验优化传统腐竹制作工艺[J].食品科学,2014,35(2):36-40.
[7]谢丽燕.腐竹生产工艺及影响因素研究[D].南宁:广西大学,2014.
[8]殷涌光,刘静波.大豆食品工艺学[M].北京:化学工业出版社,2005:2-3.
[9]欧阳平一,刘炜松.腐竹工业化加工工艺优化研究[J].食品与机械,2010,26(2):123-125.
[10]葛宏贺,潘思轶,徐晓云,等.不同大豆品种对腐竹品质的影响[J].中国粮油学报,2015,30(6):10-14.
[11]Ahmeda A,Lzagtat A,Inteaz A.Protein-lipid interactions in food systems:a review[J].International Journal of Food Science and Nutrition,2002,53:249-260.
[12]程丽英,任红涛,程丽彩.腐竹品质改良剂的研究[J].粮食加工,2008,33(1):82-86.
[13]黄颖颖,陈慎,陆东和,等.磨浆及浆渣分离条件对豆腐皮产率影响的研究[J].福建农业学报,2015,30(9):905-909.