管电极电解加工三角孔实验研究
2018-05-18孟生冬干为民蒋丽伟
孟生冬 ,干为民 ,陈 阳 ,朱 烨 ,蒋丽伟 ,王 新
(1.河海大学机电工程学院,江苏常州 213022;2.江苏省特种加工重点实验室,江苏常州213032;3.常州大学机械工程学院,江苏常州213164)
异形孔在航空航天领域中具有广泛的应用,如被誉为发动机“心脏”的燃烧室,采用内、外两层的浮动壁结构,能有效改善燃烧室温度分布、提高燃烧室寿命和可靠性,其内层结构分为多个弧形斜孔壁面、外环表面布满冲击进气孔,这些孔结构的尺寸精度要求高,难以采用常规方法加工[1]。为了降低航空发动机涡轮承受的高温、高压燃气冲击,气膜冷却作为代表性的冷却技术应用于涡轮,但有许多空间角度复杂、出气口形状不规则的异形孔成为了加工难题[2],如隐形战机采用阵列群孔的金属栅格结构来实现进气道隐身,栅格形状大多数为方形、三角形和梯形[3]。对于这些常见的异形孔,用传统机械钻削加工存在困难,用电火花或激光加工又存在表面再铸层的问题。
电解加工是一种利用电化学氧化还原反应原理,使工件金属不断失去电子发生阳极溶解而将工件加工成形的现代加工方法[4],具有不受材料力学性能限制、无工具损耗、无重熔层等优点。常用的电解加工小孔的方法有电化学射流加工、掩膜电解加工、管电极电解加工等。其中,管电极电解加工作为一种采用中空金属管作为工具阴极,对阳极工件进行溶解去除的加工技术,在异形孔加工方面具有显著的优势[5]。近年来,国内外学者对电解加工异形孔做了许多探索和研究。房晓龙等[6]建立了方孔加工间隙内的电解液流动模型,分析了电极内孔形状及尺寸对加工区流场均匀性的影响规律,其结果表明:电极内孔横截面积越大,加工区流场分布越均匀,加工稳定性和精度均可得到提高。杨振文等[7]设计了一种包含阴极通液槽结构和阴极振动进给模式的流场模型,结果表明:在弧形通液槽阴极加工时,菱形孔底面电解液流速分布较均匀,阴极振动进给能降低菱形孔底面的电解液流速。刘壮等[8]采用侧壁绝缘成形金属管电极,在普通机床及直流电源的基础上进行了提高小孔加工精度的试验研究,结果表明:采用侧壁绝缘的阴极可加工出近似零锥度的小孔,采用较小的电压和较大的阴极进给速度有利于减小小孔侧面加工间隙,提高孔加工精度。Skoczypiec[9]建立了管电极电解加工间隙流场模型,仿真分析了超声辅助电解加工间隙内的流场状态,电极的超声振动可促使电解产物排出,提高加工精度。Hewidy等[10]提出了电极低频振动复合电解加工方法,能改善加工间隙内的流场状态,提高孔的表面质量。本文选取异形孔中的三角形孔作为加工试验对象,采用中性盐溶液NaNO3溶液作为电解液,进行单因素试验研究,寻找到提高三角孔电解加工精度的方法。
1 实验原理及系统装置
1.1 实验原理
图1是管电极电解加工三角形单孔的原理示意图。电解液从工具阴极的通液槽流入电解加工区域,再从管电极侧壁流出。工件接电源正极,工具接电源负极,接通电源后,打开电解液开关,机床主轴开始以恒定的速度向工件表面进给,在电化学作用下工件表面不断被蚀除,最终加工出三角孔。
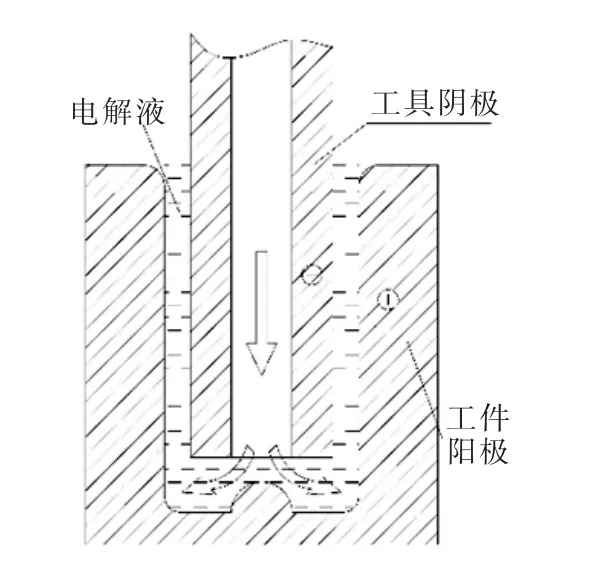
图1 管电极电解加工三角形单孔示意图
1.2 实验系统装置
图2是管电极电解加工三角形孔的实验系统示意图。该系统主要由电解加工机床、电解液循环过滤系统及电源系统等组成。电解加工机床为自主研制的五轴联动数控电解机械复合加工机床,具有数控电解复合钻削、切割、镗铣削、磨削和机械复合抛光加工等功能;电解液循环过滤系统可对加工后带有杂质的滤液进行过滤,进而得到纯净的电解液,保证了加工精度及加工的稳定性;电源系统采用WWL-SS41型可控硅整流超大功率直流稳压稳流智能电源,其额定电压为24 V,占空比可调。

图2 三角孔电解加工系统示意图
2 实验安排及结果分析
2.1 实验安排
试验采用三棱柱形状的管电极作为阴极,其底面形状为边长8 mm的正三角形(图3),通液槽直径为2.5 mm,阴极长度为40 mm,工件阳极为厚度11 mm的304不锈钢板。采用质量分数为10%的NaNO3溶液作为电解液,设定入口压力为0.5 MPa。在其他加工条件不变的情况下,研究了电压、进给速度、初始间隙3个加工参数对三角形孔加工精度的影响。
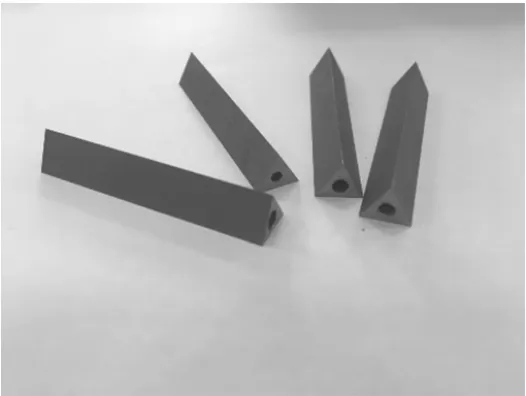
图3 电解加工用阴极
加工开始前,将工装夹具架于机床上,进液口管道与电解液压力泵相连并做好防水处理,电源正、负极分别与工件和工具连接。然后,进行对刀工作,将万用表的两端分别与工具和工件连接,摇动手柄使工具向下进给,当工具与工件碰触时,万用表发出响声,即可找到对刀点,再设置初始加工间隙并编好程序。最后,打开压力泵开关和电源开关,启动加工程序。电解加工装置各部件的实际连接情况见图4。

图4 电解加工实物连接图
2.2 初始间隙对三角孔加工精度的影响
实验选取加工电压为20 V、阴极进给速度为1.0 mm/min,在初始加工间隙分别为0.15、0.175、0.2、0.225、0.25 mm条件下进行三角孔电解加工实验。如图5所示,加工过程中,三角孔的锥度会随着初始加工间隙的增加而逐渐增大。由式(1)可知:

随着加工间隙Δ减小,以近似二次方的变化率剧增,反映了小间隙加工时的集中蚀除能力显著增强,从而导致整平比增加、孔锥度减小、成形精度提高。因此,选择小间隙加工并使初始间隙与平衡间隙尽量接近,有利于提高三角孔的电解加工精度。
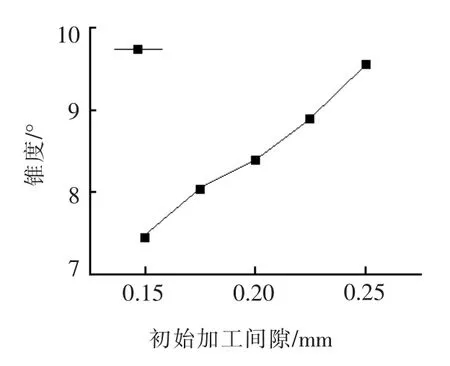
图5 初始加工间隙对三角孔锥度的影响
2.3 阴极进给速度对三角孔加工精度的影响
实验选取加工电压为20 V、初始加工间隙为0.2 mm, 在阴极进给速度分别为 0.6、0.7、0.8、0.9、1.0 mm/min条件下进行三角孔电解加工实验。如图6所示,加工过程中的三角孔锥度会随着进给速度的增加而逐渐减小。由式(2)可知:

由于电解液参数、工件材料、加工电参数均保持不变,阳极溶解速度与阴极进给速度呈反比。当进给速度增大时,同一位置的电解加工时间缩短、电化学溶解区域减小、孔的锥度减小;同时,进给速度的增大也使得加工效率得到提高。然而,随着进给速度的增大、加工间隙的减小,加工产物排出变得困难,易引起短路并造成工件加工区域烧伤,进而降低成形精度和加工表面质量。

图6 阴极进给速度对三角孔锥度的影响
2.4 加工电压对三角孔加工精度的影响
实验选取初始加工间隙为0.2 mm、阴极进给速度为 1.0 mm/min,在加工电压分别为 18、19、20、21、22 V条件下进行三角孔电解加工实验。如图7所示,加工过程中的三角孔锥度会随着电压的增加而逐渐增大。由式(2)可知,在其他加工参数条件不变的情况下,加工电压与电流密度值成正比,若电流密度增大会使材料去除量增大;在进给速度不变的情况下,加工电压的增大会使加工间隙增大、电化学溶解范围增大、集中蚀除能力下降,型孔的锥度也随之变大。因此,选择低电压加工能很好地提高加工过程中的集中蚀除能力、减小杂散腐蚀、降低孔的锥度,从而提高三角孔的加工精度。

图7 电压对三角孔加工锥度的影响
通过上述工艺参数影响规律的研究,择优选取初始加工间隙为0.15 mm、进给速度为1.0 mm/min、加工电压为16 V,在304不锈钢试件上加工三角形孔。经测量,三角孔的单边长为8.186 mm、锥度为7.25°,其形状精度良好、表面质量较高,且加工过程稳定,未发生短路现象。
4 结束语
本文通过实验验证了管电极电解加工三角孔的可行性。研究认为,采用较小的初始加工间隙、较高的进给速度和较低的加工电压能有效地降低三角孔的侧壁锥度、提高三角孔的电解加工精度。研究结果对于三角孔及其他方孔、梯形孔等异形孔的加工具有一定的指导意义。
参考文献:
[1]赵清杰,李彬.浮动瓦块冷却结构在燃烧室中的应用和发展[J].燃气涡轮试验与研究,2001,14(1):10-13.
[2]朱海南,齐歆霞.涡轮叶片气膜孔加工技术及其发展[J].航空制造技术,2011(13):71-74.
[3]张乐,周洲,许晓平,等.飞翼无人机3种保形进气口进气道气动与隐身综合特性对比 [J].航空动力学报,2015,30(7):1651-1660.
[4]王维,朱荻,曲宁松,等.管电极电解加工工艺过程稳定性研究[J].机械工程学报,2010,46(11):179-184.
[5]王建业,徐家文.电解加工原理及应用[M].北京:国防工业出版社,2001.
[6]房晓龙,曲宁松,李寒松,等.电极内孔结构对钛合金方孔电解加工的影响 [J].华南理工大学学报 (自然科学版),2013,41(9):137-142.
[7]杨振文,赵建社,吕焱明,等.菱形孔振动进给电解加工工艺稳定性实验研究[C]//2016年全国电化学加工技术研讨会会议论文集.连云港,2016:48-54.
[8]刘壮,刘燕,王维,等.提高小孔电解加工精度的试验研究[J].机械科学与技术,2009,28(3):380-385.
[9]SKOCZYPIEC S.Research on ultrasonically assisted electrochemicalmachining process [J].International Journal of Advanced Manufacture Technology,2011,52(5-8):565-574.
[10]HEWIDY M S,EBEID S J,EI-TAWEEL T A,et al.Modeling the performance of ECM assisted by low frequency vibrations[J].Journal of Materials Processing Technology,2007(1-3):466-472.
