精益六西格玛在改善药品生产流程中的应用
2018-05-15杨剑琨杨申寅
杨剑琨 杨申寅
摘 要 精益六西格玛是一种先进的管理理念,其原理是通过消除浪费、减少波动来改善流程,提高客户的满意度。国内外的许多知名制造企业均受益于该理论的研究和应用。本文通过精益六西格玛原理的推行路径和常用工具,尝试使用该理论对制药企业药品生产流程进行改善,论证精益六西格玛理论在我国制药企业中推行的必要性和可行性。通过精益六西格玛的实施,SE公司J胶囊的生产流程得到改善,成品率提高了5.8%,生产效率大幅提高,产品质量也有所提升,年化收益达近90万元。
关键词 精益六西格玛 成品率 产品质量
中图分类号:F406.2 文献标识码:C 文章编号:1006-1533(2018)05-0053-05
Application of Lean Six Sigma for improving pharmaceutical manufacturing processes
YANG Jiankun1*, YANG Shenyin2
(1. School of Pharmacy, Shanghai Jiao Tong University, Shanghai 200240, China; 2. Shanghai SPH Sine Pharmaceutical Laboratories Co., Ltd., No. 2 Pharmaceutical Factory, Shanghai 201299, China)
ABSTRACT Lean Six Sigma is an advanced management concept which works by eliminating waste and reducing fluctuation to improve the production processes. Many famous manufacturing enterprises have benefited a lot from the research and application of this concept. This paper explains how to use this theory to improve the pharmaceutical manufacturing process for pharmaceutical enterprises by the route of implementing the concept of Lean Six Sigma as well as its common tools, demonstrating the necessity and feasibility of implementing this concept in the domestic pharmaceutical enterprises. By adopting Lean Six Sigma, the process for the production of J capsule in a company has been significantly improved, in which the yield of final products has increased by 5.8%. The productive efficiency and quality of products have also been significantly increased, reaching an annual return of nearly 900 thousand yuan.
KEY WORDS Lean Six Sigma; yield of final product; quality of product
精益生產和六西格玛是两种互补的方法,将两者整合,形成一种系统的方法即为“精益六西格玛”。精益六西格玛管理的目的是通过整合精益生产与六西格玛管理,吸收两种生产模式的优点,弥补单个生产模式的不足,达到更佳的管理效果。国际上很多著名的企业如GE、三星等均将精益六西格玛作为其运营策略,从而获得极大的改善及收益[1]。随着近几年精益六西格玛广泛应用,越来越多的国内制造业企业开始探索将其纳入自己的运营管理体系中。[2-5]由于医药行业之间的激烈竞争,如何增加企业效益成为一个热门的课题。为了能够降低企业制造成本,同时提升产品质量,将精益六西格玛应用到制药企业药品生产流程中不失为制药企业应对目前环境的一种有效策略。
1 精益六西格玛的推行路径和常用工具
1.1 推行路径
精益六西格玛的推行路径为DMAIC模式[6]:定义阶段(D):运用精益生产原理完成价值流程分析,确定改善的对象和范围、建立项目团队并准备相关的资源。测量阶段(M):全面了解问题的情况,同时注重效率与质量,运用精益思想对简单的影响因素进行快速改善。分析阶段(A):寻找变异的关键因素,运用各种工具对复杂的影响因素进行分析统计筛选,同时注重时间效率的瓶颈。改善阶段(I):结合精益生产和六西格玛管理共同对关键因素、局部流程及整体体系进行优化改善。控制阶段(C):确认改善效果、评估改善收益、使用精益生产及六西格玛工具建立控制机制来维持改善结果。
1.2 常用工具
精益六西格玛由精益生产和六西格玛管理整合而成,因此在推行精益六西格玛的路径的各个阶段中所使用的工具也是两者原推行过程中使用的主要工具整合而来(表1)。在具体的实施过程中,应当根据实际情况选择最适合的工具进行应用,就可以达到事半功倍的效果。
2 精益六西格玛在改善药品生产流程中的应用
2.1 定义阶段
2.1.1 项目背景
J胶囊是用于支气管哮喘、喘息性支气管炎以及其他呼吸系统疾病引起的咳嗽、咳痰、喘息等症状的药物。J胶囊平均批成品率为92.65%,明显低于胶囊剂型平均批成品率96.00%。随着该产品订单的增多,造成成本日益增加。因此运用精益六西格玛理论方法及工具来提升J胶囊平均批成品率。
1.1.1 确定项目范围
通过建立SIPOC模型(图1)来分析整个项目中所有涉及到的流程,从中找到项目所需改善的具体内容。
2.1.2 定义输出
定义项目指标“批成品率”为Y,“批灌装收得率”为Y1、“批包装收得率”为Y2, “灌装残料损耗率”为y。J胶囊批成品率(Y)=批灌装收得率(Y1)×批包装收得率(Y2),即Y= 92.78%×99.86%=92.65%。
批灌装收得率(Y1) ≈ 100% - 批灌装残料损耗率%(y) = 100% - 批灌装残料损耗/应灌装量/批万粒数 ×100%。
从上述关系式及数据分析中可以看出,Y1对Y有主要影响,而y对Y1有主要影响,通过流程优化可以改善y,从而达到改善Y的目的。
2.1.3 定义项目目标
统计J胶囊43批数据及验证数据,确定项目改善Y及y的目标、基线,希望通过项目改善,将Y提升至94.00%以上,将y降低至5.00%以下。
2.2 测量阶段
2.2.1 流程分析
通过流程分析,确定生产过程中产生残料的原因,从而进行进一步分析改进。J胶囊整个生产过程大致可以分为六个步骤:领料、配料、制粒、灌装、包装、入库。其中,关键工序为灌装工序,是Y成品率对应的的目标流程。
将胶囊灌装工序细化分解,从动线流程图(图2)中可以看出,拆装清洗模具会产生残料造成大量的浪费;同时,由于该产品颗粒的特性在灌装过程极易产生细粉,颗粒细粉掺用过程由于没有很好的控制则成为了隐形工厂,非但没有产生增值且增加成本,需要对其进行改善。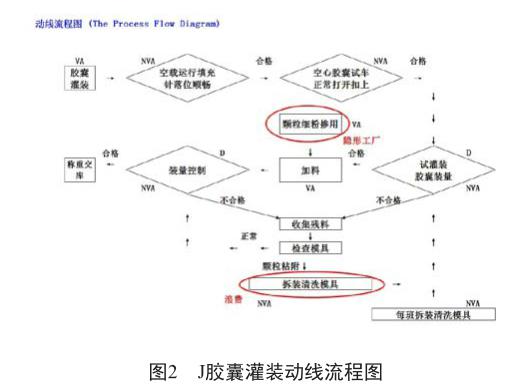
2.2.2 测量系统分析
使用的电子天平及电子台秤均通过校准校验。电子天平精度0.001 g,产品每粒装量称量要求精度0.001 g,电子台秤精度20 g,产品称重允许误差±50 g,校准测报告证明该测量系统的数据可靠性可被接受。因此测量系统有效性分析结论为总体可以接受。
2.2.3 过程能力分析
使用统计软件Minitab,分别对改善后的成品率、灌装残料损耗率、灌装控制进行过程能力分析,Cpk<1,结果显示过程能力均为不足,需要对流程进行改善。
2.2.4 篩选变量
列出所有可能因素,通过权重评分法选出可能性较高的因素进行改善。对能够快速改善的因素制定速赢改善措施进行改善。对X1直接制定模具干燥措施以减少拆装模具的次数,从而减少损耗。其初筛见图3。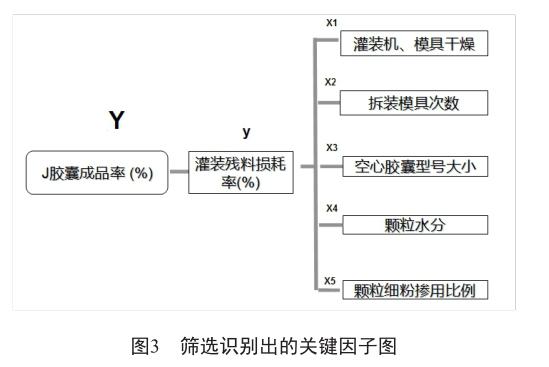
2.3 分析阶段
2.3.1 数据收集计划
针对不同的数据类型、生产周期、适当的样本量及样本子集数、不同的规格水平,安排计划对筛选出的关键X变量进行数据收集(表2)。待数据收集完成后进行进一步统计分析以确定关键X变量选择的正确性。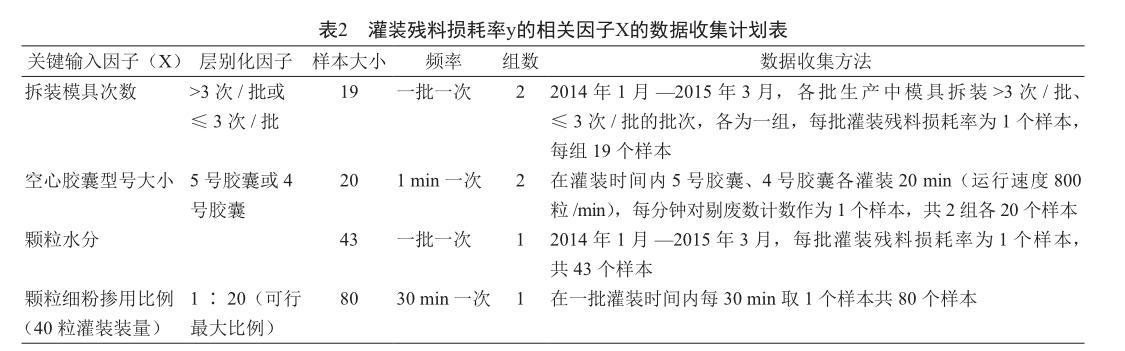
2.3.2 确认变量
运用箱线图、散点图、过程能力分析等对关键输入因子X进行分析统计。确认X2拆装模具次数与y相关,X3灌装空心胶囊大小与y相关,X4颗粒水分与y不相关。X5制定速赢改善计划后Cpk>1过程能力尚可,较改善前有所提高。灌装质量提高,减少拆装模具次数与损耗(变量确认见图4)。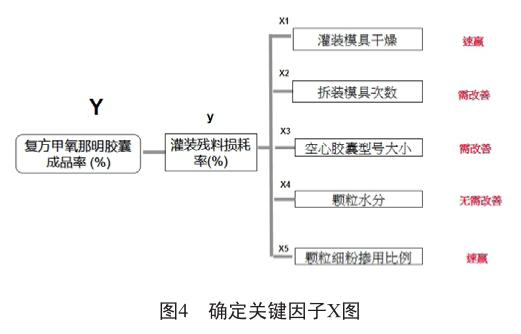
2.4 改善阶段
运用非实验设计改善,根据层别化因子设计改善方案。使用双样本T检验统计A阶段收集的数据进行试运行、初步效果确认。
累积一定批次后通过收集数据进行过程能力分析、单值控制图(图5)等评估改善效果。成品率、灌装残料损耗率、灌装控制过程能力Cpk>1.33,均属于过程能力充分,改善效果明显。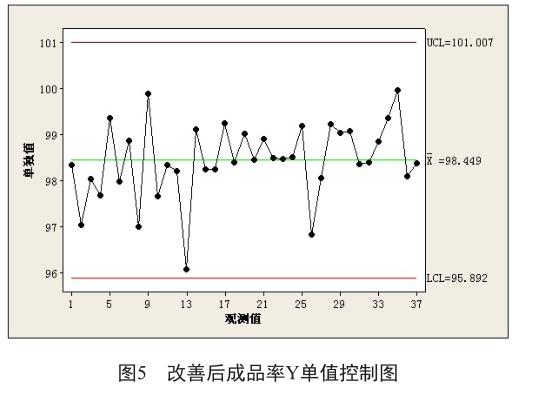
2.5 控制阶段
根据测量、分析、控制阶段确认的需改善流程项目制定改善措施,落实每项措施的负责人、以文件的形式下发各部门(其中变更胶囊型号由质量保证科向药监局进行补充申请)。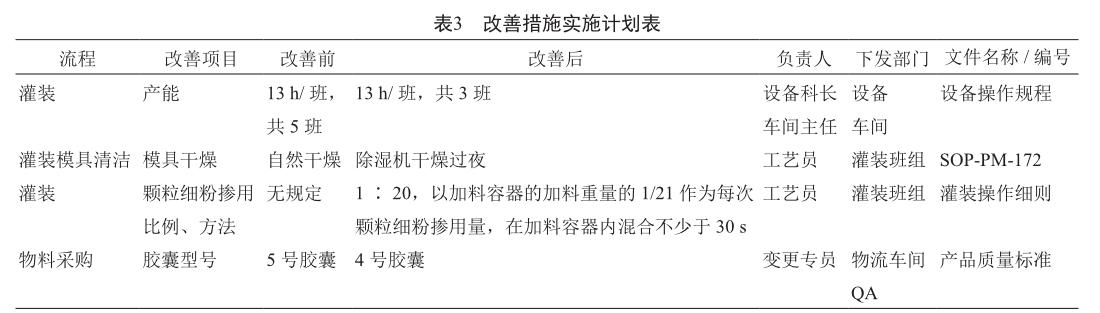
2.6 增效益
J胶囊通过精益六西格玛管理,改善提升了平均成品率和灌装效率,改善前平均成品率为92.65%,改善后平均成品率为98.45%,平均成品率提升5.80%[8-10]。改善前每批灌装工时为65 h,改善后每批灌装工时为39 h,工时减少40%,产能大幅提高。经测算J胶囊产品流程改善后的年化收益约86.11万元。
3 讨论
通过对J胶囊的生产流程实施精益六西格玛管理,提升了该产品的生产效率及成品率,同时改善了胶囊灌装的质量,获得了近90万元的年化收益。目前的相关文献报道中,理论研究多于实际应用,精益改善多于六西格玛管理,经济效益提升多于产品质量提高。与其他制药企业精益六西格玛管理的研究相比,本文更加重视对理论的实际应用,在关注效益的同时也能改善产品的质量。本研究由于项目时间及篇幅所限没有对J胶囊的生产流程进行更进一步的优化,也没有对产品质量的优化进行过多展开。在后续研究中,可以尝试进一步改善内外包装速度优化产能,同时对产品含量均匀度的变化进行分析对比。精益六西格玛就是一条持续改善之路。
参考文献
[1] 何桢, 韩亚娟, 张敏, 等. 企业管理创新、整合与精益六西格玛实施研究[J]. 科学学与科学技术管理, 2008, 29(2): 82-85, 107.
[2] 裴一威. 精益六西格玛理论在武田制药公司库存管理中的应用研究[D]. 天津: 天津财经大学, 2015.
[3] 张玮. 精益六西格玛在X制药企业的应用研究[D]. 天津:天津大学, 2016.
[4] 赵云生. 精益六西格玛管理在中国制药企业中的应用[D].天津: 天津大学, 2010.
[5] 苏杰. 制造型企业精益六西格玛部署过程研究——以博福-益普生制药有限公司为例[D]. 天津: 南开大学, 2010.
[6] 吕永卫, 巴利伟. 基于精益六西格玛的质量管理改进实证研究[J]. 科技管理研究, 2014, 24(2): 226-232.
[7] 张驰, 张永嘉. 精益六西格玛: 精益生产与六西格玛的完美整合[M]. 深圳: 海天出版社, 2010: 1, 104-105.
[8] 史成. 基于精益六西格玛方法的S公司疫苗开发流程优化研究[D]. 北京: 中国科学院大学(工程管理与信息技术学院), 2016.
[9] 陈琪, 陈允裔. 精益六西格玛在解决产品收率问题中的应用[J]. 上海医药, 2016, 37(1): 60-63.
[10] 陈琪. 精益六西格玛在制药企业中的应用研究[D]. 上海:上海交通大学, 2015.
