准双曲线角齿轮加工参数的三维坐标测量
2018-05-14王慧文王恩泽孙晓娟
王慧文 王恩泽 孙晓娟
摘 要:本文提出利用三维坐标测量仪测量准双曲线角齿轮切削加工参数的方法。首先建立准双曲线角齿轮齿面的数学表达模型,然后在准双曲线齿轮的齿面进行坐标测量,利用最小二乘法分析求出与测量坐标值相适应的准双曲线角齿轮实际齿面机床加工参数。通过齿面接触轨迹比较,证明利用此加工参数加工得到的角齿轮与配对盆齿轮齿面接触轨迹面积有很大提高,避免了准双曲线角齿轮加工中反复调试,提高了加工精度和加工效率。
关键词:准双曲线角齿轮;三维坐标测量仪;加工参数;测量;最小二乘法
中图分类号:TH132.41;TG61文献标识码:A文章编号:1006-8023(2018)06-0043-05
Three Dimensional Coordinate Measurements for Hypoid Angular GearCutting Parameters
WANG Huiwen1, WANG Enze2, SUN Xiaojuan1
(1.Heilongjiang Institute of technology, Heilongjiang, Harbin 150050;2.Volkswagen FAW Terrace Parts Component Co., Ltd., Tianjin 300450)
Abstract: A method for measuring the cutting parameters of hypoid angular gear by using a three-dimensional coordinate measuring instrument is put forward in this paper. Firstly, the mathematical expression model of the tooth surface of the hypoid angular gear was established. Then the multi-point measurement on the tooth surface of the hypoid angular gear was carried out. Finally, the machining parameters of the actual tooth surface of the hypoid angular gear, which are suitable for the measured coordinates, were obtained by the least square method. Through comparing the tooth surface contact locus, it is proved that the tooth surface contact area between the angular gear and the paired basin gear processed with these machining parameters is greatly improved, which avoids the repeated debugging in hypoid angular gear machining. Moreover, the processing precision and processing efficiency have been improved.
Keywords: Hypoid angular gear; three-dimensional coordinate measuring machine; cutting parameters; measurement; least square method
0 引言
準双曲线齿轮由于齿面结构的复杂性,不能利用范成法加工,一般利用格里森机床或数控机床按照准双曲线计算齿面上点的坐标值进行加工,因为无法得到准确的机构运动学方程,坐标值计算与理论值有一定误差。此外,因为机床调整参数设定、加工齿轮安装、定位精度等原因,很难得到较好齿面啮合状态的准双曲线齿轮[1-5]。为了提高齿轮的承载能力和传动稳定性,在齿轮加工过程中要随时检查配对齿轮副的齿面接触轨迹面积和区域,并对机床进行适当的机床切削参数设置调整,工作量较大[6-9]。因此研究在利用格里森机床加工准双曲线齿轮时,准确确定机床的加工参数,提高齿面加工精度和接触面积具有一定意义。本文在建立准双曲线角齿轮齿面数学模型基础上,利用三维坐标测量仪测量角齿轮齿面的坐标值,通过最小二乘法分析计算,得到与角齿轮理论值误差最小的实际齿面机床加工设置参数,探讨在齿轮加工过程中不需要接触轨迹检测就可以实现满足要求的双曲线齿轮的可能性[10-15]。
1角齿轮齿面的数学表示
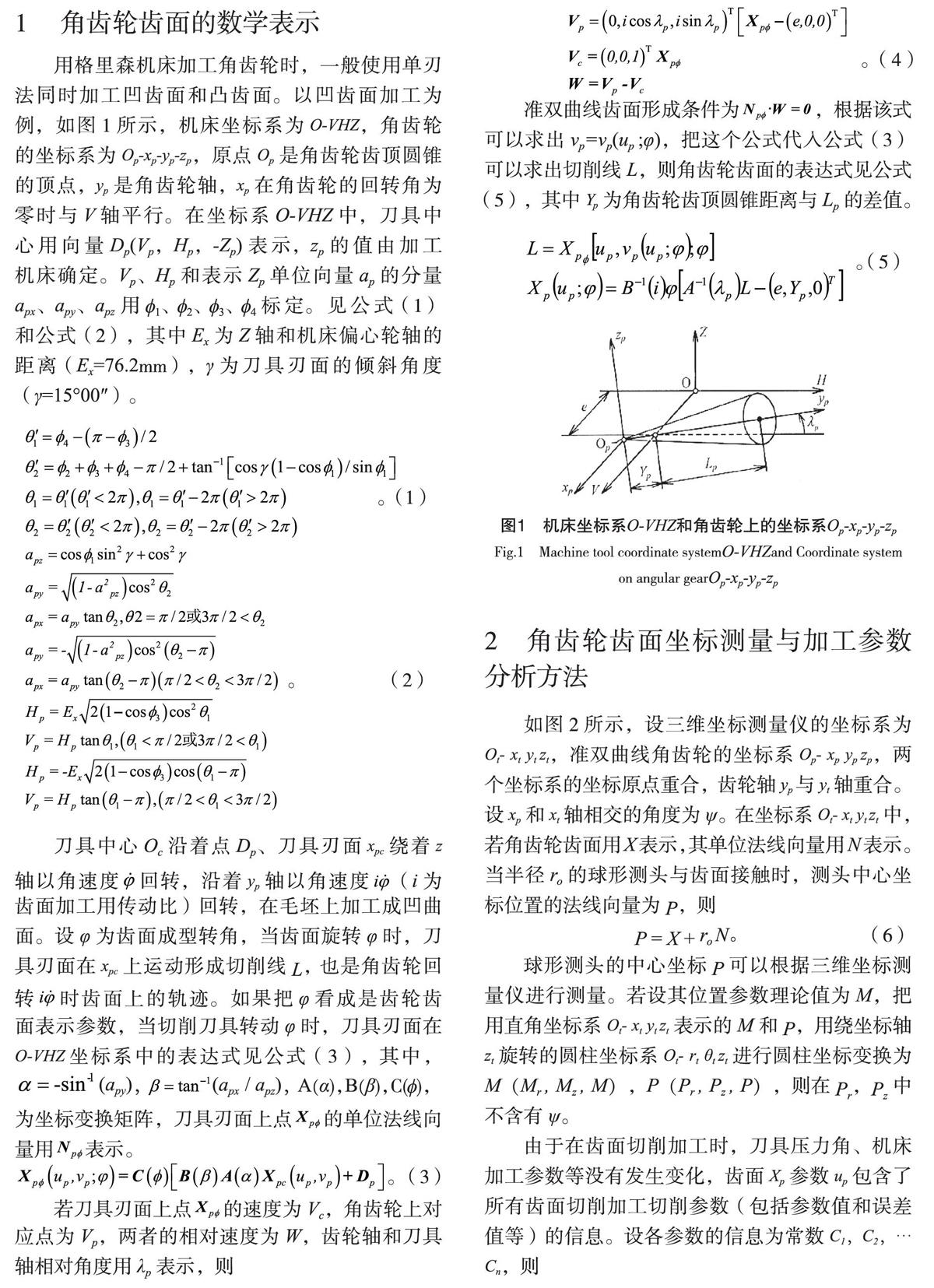
用格里森机床加工角齿轮时,一般使用单刃法同时加工凹齿面和凸齿面。以凹齿面加工为例,如图1所示,机床坐标系为O-VHZ,角齿轮的坐标系为Op-xp-yp-zp,原点Op是角齿轮齿顶圆锥的顶点,yp是角齿轮轴,xp在角齿轮的回转角为零时与V轴平行。在坐标系O-VHZ中,刀具中心用向量Dp(Vp,Hp,-Zp)表示,zp的值由加工机床确定。Vp、Hp和表示Zp单位向量ap的分量apx、apy、apz用φ1、φ2、φ3、φ4标定。见公式(1)和公式(2),其中Ex为Z轴和机床偏心轮轴的距离(Ex=76.2mm),γ为刀具刃面的倾斜角度(γ=15°00″)。
刀具中心Oc沿着点Dp、刀具刃面xpc绕着z轴以角速度回转,沿着yp轴以角速度(i为齿面加工用传动比)回转,在毛坯上加工成凹曲面。设φ为齿面成型转角,当齿面旋转φ时,刀具刃面在xpc上运动形成切削线L,也是角齿轮回转时齿面上的轨迹。如果把φ看成是齿轮齿面表示参数,当切削刀具转动φ时,刀具刃面在O-VHZ坐标系中的表达式见公式(3),其中,
为坐标变换矩阵,刀具刃面上点的单位法线向量用表示。
若刀具刃面上点的速度为Vc,角齿轮上对应点为Vp,两者的相对速度为W,齿轮轴和刀具轴相对角度用λp表示,则
准双曲线齿面形成条件为,根据该式可以求出vp=vp(up ;φ),把这个公式代入公式(3)可以求出切削线L,则角齿轮齿面的表达式见公式(5),其中Yp为角齿轮齿顶圆锥距离与Lp的差值。
2 角齿轮齿面坐标测量与加工参数分析方法
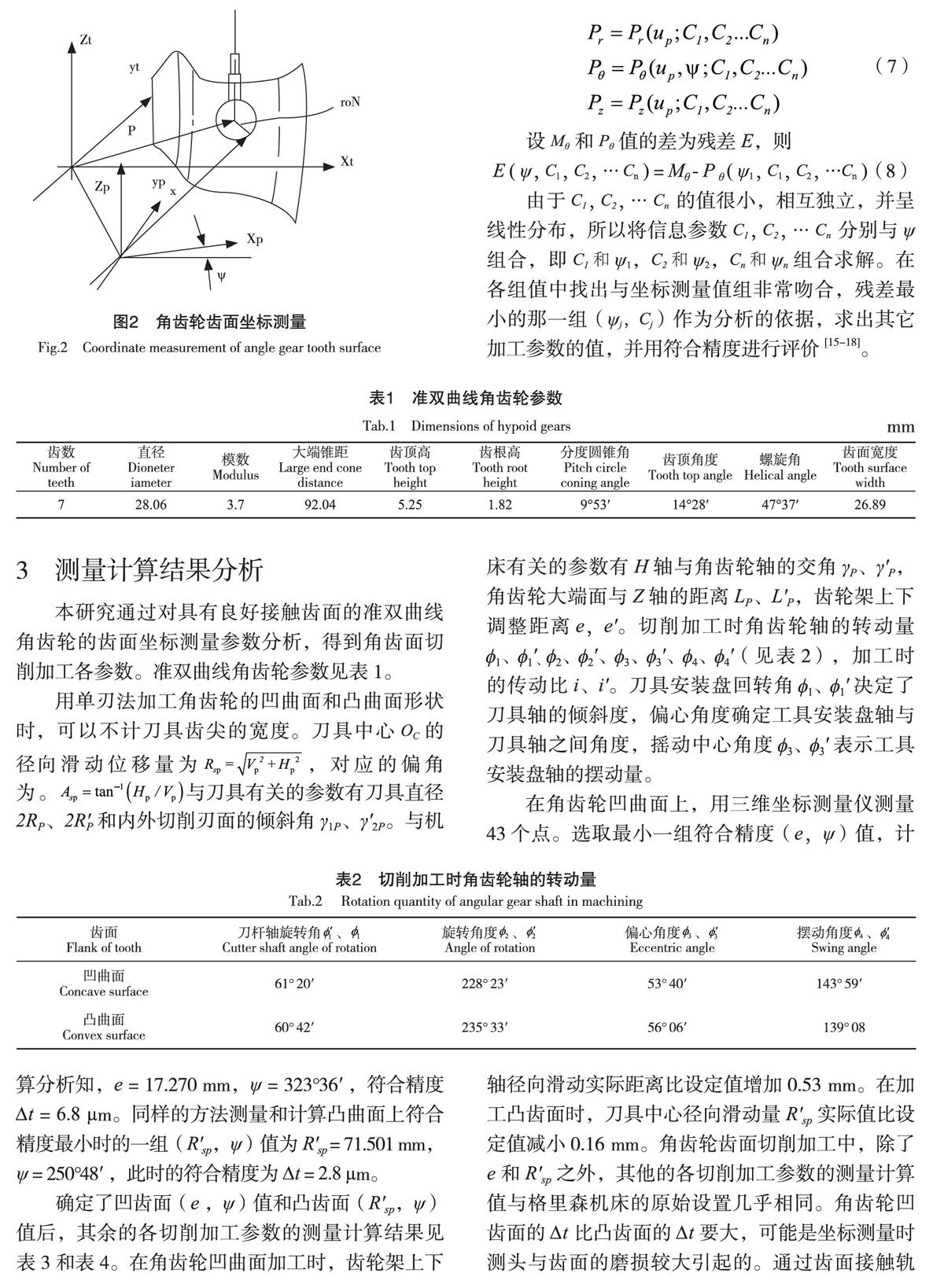
如图2所示,设三维坐标测量仪的坐标系为Ot- xt yt zt,准双曲线角齿轮的坐标系Op- xp yp zp,两个坐标系的坐标原点重合,齿轮轴 yp 与yt轴重合。设xp和xt轴相交的角度为ψ。在坐标系Ot- xt yt zt中,若角齿轮齿面用X表示,其单位法线向量用N表示。当半径ro的球形测头与齿面接触时,测头中心坐标位置的法线向量为P,则
P = X + ro N。 (6)
球形测头的中心坐标P可以根据三维坐标测量仪进行测量。若设其位置参数理论值为M,把用直角坐标系Ot- xt yt zt表示的M和P,用绕坐标轴zt旋转的圆柱坐标系Ot- rt θt zt进行圆柱坐标变换为M(Mr , Mz , M),P(Pr , Pz , P),则在Pr,Pz中不含有ψ。
由于在齿面切削加工时,刀具压力角、机床加工参数等没有发生变化,齿面Xp参数up包含了所有齿面切削加工切削参数(包括参数值和误差值等)的信息。设各参数的信息为常数C1,C2,…Cn,则
设Mθ和Pθ值的差为残差E,则
E ( ψ,C1,C2,… Cn ) = Mθ - P θ ( ψ1,C1,C2,…Cn )( 8)
由于C1,C2,… Cn 的值很小,相互独立,并呈线性分布,所以将信息参数C1,C2,… Cn 分别与ψ组合,即C1和ψ1,C2和ψ2,Cn和ψn组合求解。在各组值中找出与坐标测量值组非常吻合,残差最小的那一组(ψj,Cj)作为分析的依据,求出其它加工参数的值,并用符合精度进行评价[15-18]。
3 测量计算结果分析
本研究通过对具有良好接触齿面的准双曲线角齿轮的齿面坐标测量参数分析,得到角齿面切削加工各参数。准双曲线角齿轮参数见表1。
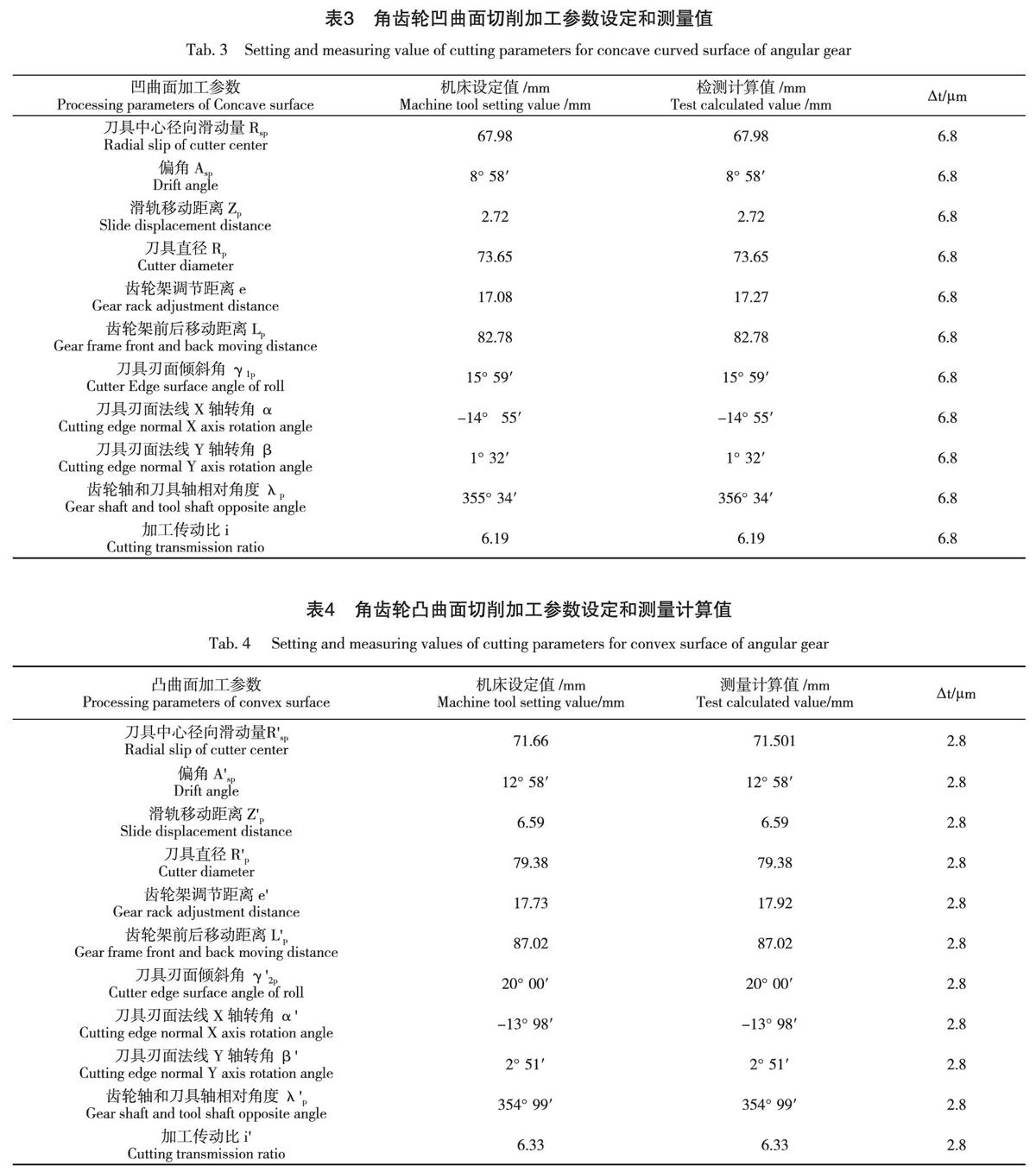
用单刃法加工角齿轮的凹曲面和凸曲面形状时,可以不计刀具齿尖的宽度。刀具中心OC的径向滑动位移量为,对应的偏角为。与刀具有关的参数有刀具直径2RP、2R'P和内外切削刃面的倾斜角γ1P、γ'2P。与机床有关的参数有H轴与角齿轮轴的交角γP、γ'P,角齿轮大端面与Z轴的距离LP、L'P,齿轮架上下调整距离e,e'。切削加工时角齿轮轴的转动量φ1、φ1'、φ2、φ2'、φ3、φ3'、φ4、φ4'(见表2),加工时的传动比i、i'。刀具安装盘回转角φ1、φ1'决定了刀具轴的倾斜度,偏心角度确定工具安装盘轴与刀具轴之间角度,摇动中心角度φ3、φ3'表示工具安装盘轴的摆动量。
在角齿轮凹曲面上,用三维坐标测量仪测量43个点。选取最小一组符合精度(e,ψ)值,计算分析知,e = 17.270 mm,ψ = 323°36′,符合精度?t = 6.8 ?m。同样的方法测量和计算凸曲面上符合精度最小时的一组(R'sp,ψ)值为R'sp = 71.501 mm,ψ = 250°48′,此时的符合精度为?t = 2.8 ?m。
确定了凹齿面(e ,ψ)值和凸齿面(R'sp,ψ)值后,其余的各切削加工参数的测量计算结果见表3和表4。在角齿轮凹曲面加工时,齿轮架上下轴径向滑动实际距离比设定值增加0.53 mm。在加工凸齿面时,刀具中心径向滑动量R'sp实际值比设定值减小0.16 mm。角齿轮齿面切削加工中,除了e和R'sp之外,其他的各切削加工参数的测量计算值与格里森机床的原始设置几乎相同。角齿轮凹齿面的?t 比凸齿面的?t 要大,可能是坐标测量时测头与齿面的磨损较大引起的。通过齿面接触轨迹检测比较,在其它加工参数按照格里森机床加工原始设置设定情况下,对于实验准双曲线齿轮副,在选择e = 17.270 mm,R'sp = 71.501 mm时,可以得到与配对盆齿轮良好啮合的角齿轮齿面。
4 小结
用格里森机床切削加工准双曲线角齿轮时,为了得到较好接触的配对齿轮,要在加工时对格里森机床进行多次调整,并要在加工完成后进行接触轨迹测量实验,产生的配对齿轮没有互换性。这一个特点严重影响了准双曲线齿轮加工效率和工作稳定性。本方法利用测量与角齿轮良好接触的角齿轮三维坐标值,通过对齿面理论参数值和齿面实际测量值分析计算,得到实际齿面加工时的机床加工参数值。利用这一组齿轮加工机床实际设定值,在一台或多台机床上加工相同参数的角齿轮时都能够得到与原来盆齿轮良好配合的接触轨迹,表明利用这组设定值加工的角齿轮与对应的盆齿轮具有较好的啮合度,具有一定的准双曲线齿轮配合互换性,避免了现阶段齿轮加工过程中为了保证啮合轨迹进行多次调整的弊端,为准双曲线齿轮加工和互换性提供了参考依据。
【参 考 文 献】
[1]张白,石照耀,林家春.齿轮误差三维评定方法[J].光學精密工程, 2016,24(2):390-396
ZHANG B,SHI Z Y, LIN J C.Three-dimensional coordinate evaluation method of dear errors[J].Optics and Precision Engineering, 2016,24(2):390-396.
[2] XU B, SHIMIZU Y, ITO S, et al.Pitch deviation measurement of an involute spur gear by a rotary profiling system[J]. Precision Engineering, 2015,39(1):152-160.
[3]SLAMANI M, BONEV L A. Characterization and experimental evaluation of gear transmission errors in an industrial robot[J].Industrial Robot, 2013,40(5):441-449.
[4]张兆龙,谢华锟.圆锥齿轮测量技术的发展及锥齿轮的局部互换性[J].工具技术, 2000,34(2):40-43
ZHANG Z L, XIE H K. Development of bevel gear measuring technology&local interchangeability of bevel gears[J].Tool Engineering, 2000, 34(2):40-43.
[5]赵宝军,余涛,赵振伟,等.ZXJ-1型移动式削片机传动系统的调整与维修[J].林业机械与木工设备,2016,44(7):44-45.
ZHAO B J, YU T, ZHAO Z W, et al. ZXJ-1 mobile chipper transmission system adjustment and repair[J]. Forestry Machinery & Woodworking Equipment, 2016,44(7):44-45.
[6]郭晓东,张明德,张卫青,等.锥齿轮齿距及齿形偏差测量与分析方法[J].工具技术, 2009,43(11):80-83
GUO X D, ZHANG M D, ZHANG W Q,et al. Measuring and analysis of pitch deviation and tooth form deviation of bevel gear[J].Tool Engineering, 2009,43(11):80-83.
[7]SUH S, LEE E S, KIM H C, et al.Geometric error measurement of spiral bevel gears using a virtual gear model for STEP-NC[J].International Journal of Machine Tools and Manufacture, 2002, 42(3):335-342.
[8]王笑一,石照耀,舒赞辉 ,等.齿轮整体误差测量中异点接触误差及其修正[J].机械工程学报, 2017,53(10):166-175.
WANG X Y, SHI Z Y,SU A H,et al.Different point contact error and correction method in gear integrated error measurement[J].Journal of Mechanical Engineering, 2017,53(10):166-175.
[9]柏永新,馮学理,庞庆.全功能齿轮误差测量与分析系统[J].机械科学与技术 ,1994(2):39-45.
BAI Y X, FENG X L,PANG Q. Full function gear error measurement and analysis system[J].Mechanical Science and Technology for Aerospace Engineering, 1994(2):39-45.
[10]王军,王小椿,姜虹.螺旋锥齿轮齿面的三坐标测量[J].机械工程学报, 2003, 39(6):151-154.
WANG J, WANG X C, JIANG H. Measurement of the tooth surface of spiral bevel gear on three-coordinate[J].Chinese Journal of Mechanical Engineering, 2003, 39(6):151-154.
[11]赵华.基于三坐标的弧齿锥齿轮齿面误差测量与评定机械传动[J].机械传动, 2011,35 (5):20-23.
ZHAO H. The tooth surface error measurement and evaluation of spiral bevel gear based on threecoordinate measurement[J].Journal of Mechanical Transmission, 2011,35(5):20-23.
[12]徐彦伟,张连洪.基于齿面点坐标测量值的弧齿锥齿轮齿面建模[J]. 制造业自动化, 2014,36(5):34-37.
XU Y W, ZHANG L H. Active precision design of spiral bevel gear milling machine[J].Manufacturing Automation, 2014, 36(5): 34-37.
[13]FEKI N, CAVORET J, VILLE F, et al.Gear tooth pitting modelling and detection based on transmission error measurements[J].European Journal of Computational Mechanics, 2013,22(8):106-119.
[14]方宗德,曹雪梅,张金良.航空弧齿锥齿轮齿面坐标测量的数据处理[J].航空学报, 2007,28(2):1687-1690.
FANG Z D,CAO X M,ZHANG J L. Measuring date processing of aviation spiral bevel gears by using coordinate measurement[J].Acta Aeronauticaet Astronautica Sinica, 2007,28(2):1687-1690.
[15]韩江,高婷,江本赤 ,等.非圆齿轮齿廓特性分析及偏差测量方法研究[J].电子测量与仪器学报, 2016,30(10):1520-1533.
HAN J,GAO T, JIANG B C, et al. Tooth profile characteristics analysis and deviation measurement study of non-circular gear[J].Journal of Electronic Measurement and Instrumentation, 2016, 30(10):1520-1533.
[16]孙晓娟,王慧文,用三维坐标测量仪测量斜齿圆柱齿轮齿形误差[J].林业机械与木工设备 , 2003,31(6):6-9.
SUN X J,WANG H W. Measurement of tooth profile error of helical cylindrical gear on three-dimensional coordinate measuring instrument[J].Forestry Machinery and Woodworking Equipment, 2003,31(6):6-9.
[17]TAKEDA R, FANG S, LIU Y S, et al. Precision compensation method for tooth flank measurement error of hypoid gear[J].Measurement, 2016,89(7):305-311.
[18]王志永,劉威,曾韬,等.螺旋锥齿轮大轮齿形误差的在机测量[J].仪器仪表学报, 2015,36(5):1047-1053.
WANG Z W, LIU W, CENG T, et al. On-nachine measurement of tooth profile errors for the spiral bevel gears[J].Chinese Journal of Scientific Instrument, 2015,36(5):1047-1053.
