铝合金车体焊缝缺陷智能检测技术研究
2018-05-07马志,刘昱
马 志,刘 昱
(中车工业研究院有限公司,北京100070)
0 引言
进入新世纪以来,中国高速动车组实现了从跟跑到并跑甚至领跑的巨大飞跃,取得了举世瞩目的成就。中国高速动车组车体以铝合金材质为主,涉及的主要工艺包括组装、焊接、打磨、检测等,而焊缝的质量直接影响到整车的安全性和舒适性[1-2]。目前,铝合金车体焊缝质量检测工艺缺乏自动化智能化手段,在喷涂显像剂之后,依靠人工检测焊缝缺陷,不仅费时费力,检测结果还会受到人为因素的影响。
当前质量检测的主要方法有磁粉探伤、超声波探伤、射线探伤以及渗透探伤,对于铝合金车体焊缝,渗透探伤是最佳方法。磁粉探伤、超声波探伤、射线探伤方法,均有成熟的仪器可供使用,结合图像处理等手段,缺陷智能识别已有很多成功案例。但因为铝合金不导磁,所以不能使用磁粉探伤,而中国高速动车组铝合金车体结构件尺寸较长,为25 m左右,也不适合用超声波探伤或射线探伤。因此,铝合金车体焊缝缺陷检测使用的渗透探伤方法,渗透探伤是一种利用毛细现象检查材料表面缺陷的无损检测方法,不受被检测物体组织结构和化学成分的限制,但铝合金车体焊缝缺陷渗透探伤一直依靠工人目视识别[3],效率低。为此,本文基于铝合金焊缝质量检测工艺流程和技术要求,定义了铝合金焊缝缺陷类型,采用图像处理的手段,实现了自动化智能化检测。
1 铝合金车体焊缝缺陷智能检测系统
铝合金车体焊缝缺陷智能检测通过对应的智能检测系统来实现,该智能检测系统通过图形识别方式实现,主要由摄像机、导轨以及智能检测软件等构成,基本结构如图1所示。摄像机负责对焊缝进行拍摄,图像通过通讯线缆传PC端,并在PC端智能检测软件中进行缺陷智能检测。摄像机安装在XY两轴移动平台上,通过纵向导轨和横向导轨带动摄像机在平面内连续移动。此外,在横向导轨上安装有可调节的辅助光源,可以对摄像机提供额外照明,避免光照对图像获取的影响。

图1 焊缝缺陷智能检测系统组成示意图
在焊缝缺陷智能检测系统的纵向导轨上,安装有德国米朗ML50系列磁栅尺,可以记录横向导轨的移动距离,进而给出焊缝缺陷的位置信息。摄像机采用FGHGF品牌高清工业相机,PAL制式,系统运行前需要设置好光照、拍摄角度、像素等因素,通过规范拍摄手段来降低图像噪声。系统采用单丝杠双导轨机制,驱动部分采用日本Yaskawa交流伺服电机驱动,传动部分采用台湾HIWIN高精度丝杠、导轨和滑块。辅助光源采用亮度可调节的LED灯泡,摄像机和辅助光源安装在横向导轨上,固定角度可以手动调节。
智能检测软件是实现智能检测判断的关键部分,其内置了基于图形来判断铝合金焊缝的缺陷的算法。随着横向导轨的移动,摄像机沿着焊缝方向进行视频拍摄,获取的图像数据传至智能检测软件中进行处理与分析,如果发现焊缝缺陷,则给出缺陷程度信息和处理建议。最后,焊缝缺陷智能检测系统可以将缺陷位置信息、缺陷程度信息以及处理建议上传至车间信息化系统,同时保留原始图像,供人工复查。
2 智能检测流程
渗透探伤广泛应用于轨道交通产品的生产制造中。渗透探伤的主要步骤包括喷涂渗透剂、去除渗透剂以及喷涂显像剂,渗透剂可以利用毛细现象深入肉眼难以观察的缺陷,显像剂可以缺陷处的渗透液吸附到零件表面,产生缺陷图像。因此可以利用图像的差异来检测判断缺陷及其类型。
对于铝合金焊缝,常见的缺陷类型有气孔、裂纹、飞溅、焊瘤等。因此,铝合金车体渗透探伤的步骤如下:(1)相关部件完成焊接之后,对焊缝进行打磨,去除焊接飞溅、焊瘤等残留物,有的部位甚至需要将整条焊缝打磨平整[4]。(2)将焊缝表面污垢清洗干净,喷涂渗透剂和显像剂,根据颜色的变化寻找焊缝缺陷。焊接飞溅和焊瘤相对焊缝是明显的突出物,在渗透探伤之前就已经打磨去除。气孔是残存在熔池中气体形成的空穴,裂纹是焊缝中分子结合遭到破坏而形成的缝隙,虽然产生的原理不同,但在渗透检测后呈现的结果是近似的。气孔一般呈现为圆形红斑,颜色较浅,面积一般不大于1 mm2。裂纹依本身形态呈现为狭长型红斑,颜色较深,面积较大。(3)当发现焊缝缺陷时,则根据缺陷类型和缺陷程度给出相应的处理建议,同时读取磁栅尺的位置信息,并综合缺陷在图像的位置,给出此缺陷在整条焊缝上的位置信息。
如果焊缝缺陷浮于表层,对焊接质量和车体运行影响较小,则只需将表面缺陷打磨去除;如果焊缝裂纹深入内部,则需要将裂纹周边材质全部去除,然后进行补焊,直至满足焊缝要求。气孔一般浮于焊缝表面,通常只需打磨去除含有缺陷的表面;裂纹一般深入内部,通常需要补焊。
根据以上特征,建立了图像和焊缝缺陷的处理算法,具体如下:
在获取焊缝图像之后,首先需要进行像素提取,转化为RGB矩阵,任意像素点可以表示为P[r,g,b]。由于裂纹或者气孔等缺陷部位在显像剂的作用下,呈现红色,通过设置一定阈值,就可以找出红色的像素点。然后对所有深红色像素点进行进一步筛选和判别,滤除噪声,只有满足条件的区域才视为缺陷部位[5]。对于单幅图片,如果没有检查出焊缝缺陷,则保存图片进行下一幅图片的处理。
在缺陷识别过程中,先后采用了本色去噪、阈值比较、滤波三个步骤。首先需要去除铝合金车体表面的影响,铝合金车体表面本色可以表示为[r0,g0,b0](经测量,可近似表示为[220,223,227])。则经过本色去噪,任何一个像素点可以表示为:
P=[r-r0,g-g0,b-b0]
然后采用阈值比较法初步判定缺陷。RGB矩阵表示可以看作以R、G、B为坐标的三维空间,设置标准缺陷颜色[R0,G0,B0],设定阈值 C0,则可以看作以[R0,G0,B0]为圆心,以C0为半径球体范围内的所有点,均视为缺陷像素点。则任意像素点到标准点的距离可以表示为:

最后采用滤波算法,去除干扰。任意像素点P均包含一个平面坐标位置,以这一点为中心建立正方形区域A,则该区域内包含a2个像素点(其中a为正方形边长),只有当正方形区域A内有不少于a2/2个缺陷像素点,则P点才视为真正缺陷像素点。
根据以上原理,建立的智能检测软件进行焊缝缺陷智能识别算法流程如图2所示。

图2 智能检测软件流程图
3 测试实验
在实验室对以上铝合金车体焊缝缺陷智能检测技术进行了测试,如图3所示。检测对象为铝合金车体侧墙的大量长直焊缝。先对焊缝喷涂显像剂之后,摄像机对焊缝进行拍摄,间隔性提取铝合金车体焊缝图片,并记录摄像机移动距离。然后图片自动导入计算机中,利用智能检测软件进行缺陷识别。为了验证本文系统的可靠性,对典型焊缝分别进行人工检测和智能检测,为了消除两种检测方法先后顺序的影响,有些焊缝首先进行人工检测,另一些焊缝首先进行智能检测。

图3 实验室测试现场
如图4为识别的缺陷实例,图4(a)所示缺陷为裂纹,“++++++”表示缺陷为最严重的等级,此处缺陷距离起始端点约为1.345 m,因此建议去除缺陷附近材质并进行补焊。图4(b)所示缺陷为气孔,“++”表示缺陷程度较轻,此处缺陷距离起始端点约为0.322 m,因此建议继续打磨焊缝表面,去除缺陷。
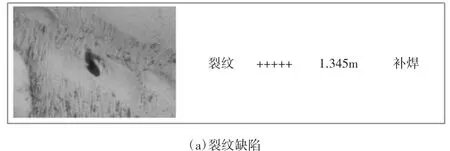
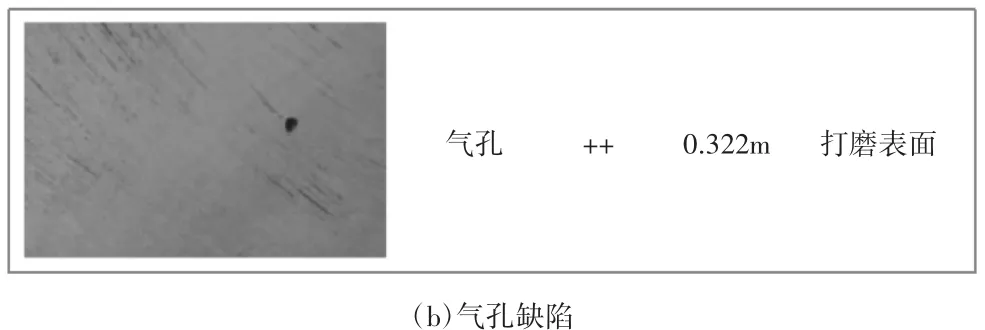
图4 识别的缺陷实例
通过对比结果表明,本文给出智能检测方法具有较高的可靠性,可以满足铝合焊缝缺陷检测的工艺要求。
4 结束语
中国高速动车组在生产制造过程中,有着严格的质量控制标准,由于铝合金车体主要经过组焊而成,焊缝的质量检测必然是重中之重。长期以来,铝合金车体焊缝质量检测基本依靠工人手工完成,缺乏自动化智能化检测手段。本文基于图像识别原理研究了铝合金车体焊缝智能检测技术。通过大量焊缝缺陷检测实验证明,本系统可以判别出缺陷种类和缺陷程度,并给出处理建议和缺陷位置。基于此,工人只需依据系统输出的结果进行焊缝缺陷处理工作,避免了长期盯着焊缝以致眼花缭乱。该方法不但减轻了质量检测工人繁重的工作强度,同时通过自动化智能化的检测手段,避免了人为因素的干扰,提高了缺陷检测准确率。
参考文献:
[1]胡东生.从焊接变形控制浅谈铝合金车体的焊缝质量控制[J].广东科技,2015,8(15):42-46.
[2]王 润,田新莉.动车组头车铝合金车体焊接质量控制[J].焊接技术,2013,42(12):71-73.
[3]关洪光.焊缝渗透检测应用分析[J].山东电力技术,2010,2(2):58-61.
[4]李 超.基于机器视觉方法的焊缝缺陷检测及分类算法[J].计算机工程与应用,2017,2(2):36-43.
[5]张 现.基于数字图像识别技术的焊缝质量检测应用研究[J].起重运输机械,2015,5(2):85-88.
