316L 与Q345B异种钢的焊接工艺
2018-05-03汤彦斌
汤彦斌
(四川省西核机电设备制造有限公司,四川成都610500)
0 前言
随着现代焊接技术的不断发展,不锈钢与低合金钢的焊接结构越来越多。以某公司的焊接阀板为例,该阀板主要由2根轴和1块法兰构成,如图1所示,其中左轴头和右轴头采用316L不锈钢,阀板法兰采用Q345B低合金钢,由于两种材质之间焊接性的差异,需选用合适的焊接方法和焊接材料并合理制定焊接工艺。
1 316L不锈钢与Q345B低合金钢的焊接性
焊接性是说明材料对焊接加工的适应性,是指在一定的焊接方法、焊接材料、工艺参数及结构型式下,能否获得优质焊接接头的难易程度和该焊接 接头能否在使用条件下可靠运行。316L不锈钢和Q345B低合金钢的主要化学成分及力学性能如表1~表4所示。
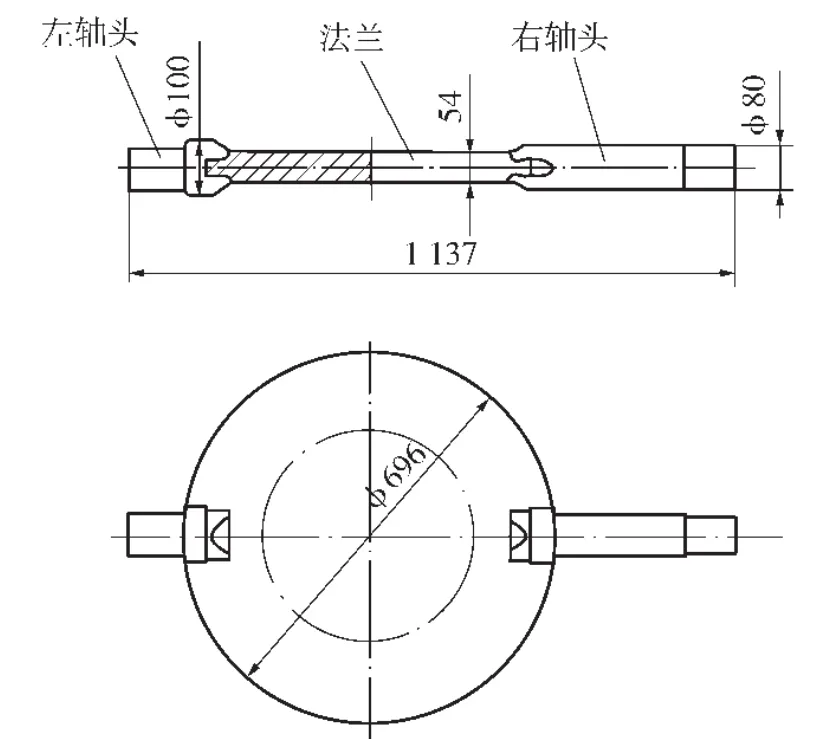
图1 焊接阀板结构
1.1 316L不锈钢
316L不锈钢焊接时易产生以下问题[1]:
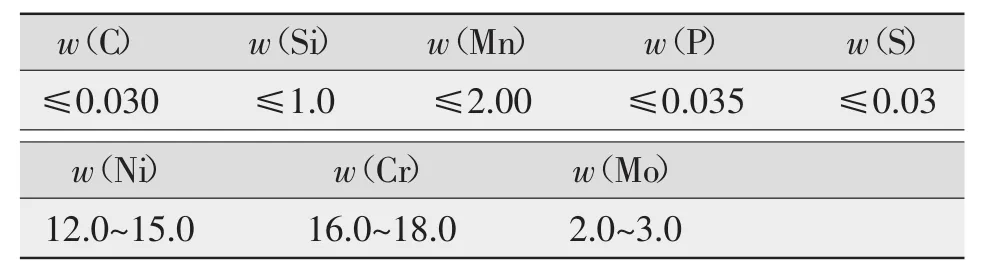
表1 316L不锈钢化学成分%
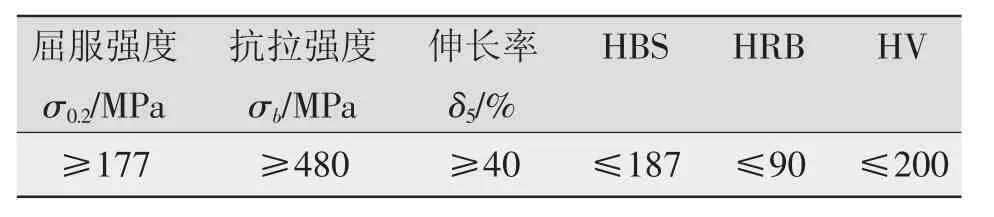
表2 316L不锈钢力学性能

表3 Q345B低合金钢化学成分%

表4 Q345B低合金钢力学性能
(1)应力腐蚀开裂。
316L钢属于奥氏体不锈钢,导热系数小,线膨胀系数大,焊接时焊缝在拘束状态下,焊后接头残留的应力较大。如果接头表面与酸性介质接触,首先发生电化学腐蚀,经一段时间后,表面产生狭长的微裂纹,在裂纹端部产生应力集中,加之渗入裂纹内的呼吸介质起到锲入作用,促使裂纹向前扩展,从而破坏新鲜的金属表面,继续发生腐蚀,焊接残余拉应力可加速裂纹的扩展,严重时可使焊接头产生脆性断裂。
(2)热裂纹。
316L钢的热裂倾向较一般结构钢大,Cr、Ni等金属元素含量较多,在焊缝凝固时,其中的S、P等有害杂质易形成液态夹层和易溶夹层,聚积在熔池中心区域,在接头拉应力作用下开裂,冷却后形成热裂纹。
1.2 Q345B低合金钢焊接性
Q345B是一种低合金钢,含有一定量的合金元素及微合金化元素,可保证应有的强度、塑性和韧性。Q345B钢焊接热影响区组织和性能对焊接热输入较敏感,也存在一定的淬硬倾向[3]。
1.3 不锈钢与低合金钢的焊接特点
由于不锈钢与低合金钢的化学成分、力学性能及物理性能的差别,焊缝容易产生气孔、夹渣,焊缝及近缝区易产生裂纹等缺陷。焊缝中的裂纹在承受交变或冲击载荷时迅速扩展,最后导致焊接接头断裂。因此,焊接时必须采取有效的措施防止裂纹产生[4]。

表5 不锈钢焊接及堆焊用焊丝[5]
2 焊接方法
2.1 焊接方法的选用
选择气体保护焊方式。目前生产中最常用的是CO2保护焊和钨极氩弧焊,其焊接设备和成本较低。由于阀板的法兰和轴是精加工后焊接,采用CO2保护焊时会产生飞溅,焊缝成形不够美观。因此采用钨极氩弧较为合适。
钨极氩弧焊的优点是电弧稳定,即使在很小的焊接电流下仍可稳定燃烧;填充焊丝熔滴不通过电弧,不会产生飞溅,焊缝致密,表面无焊渣,成形美观;氩气能有效地隔绝周围空气,且它本身不与金属反应,焊接过程中电弧还能自动清除熔池表面氧化膜,非常适合不锈钢的焊接。
2.2 焊接材料的选用
考虑到两种不同材质钢的综合性能和焊接性能,选用不锈钢焊丝。通过实验比对以及根据标准手册中不锈钢焊丝的特征用途可知,选用牌号为H1Cr24Ni13的焊丝焊接过程中不会产生合金元素的烧损、金属飞溅和气孔、氧化等缺陷,同时保证了焊后焊缝金属中合金元素的含量,焊接接头力学性能满足设计及使用需要。焊丝成分如表5所示。
3 焊接工艺过程
3.1 焊前准备
左右轴经加工后按焊接要求加工焊接坡口,法兰以斜面作焊接面,将左右轴头装配于法兰两端,在焊接专用工装上安装并固定。
为避免焊接时碳及杂质的混入,焊前用丙酮擦净焊缝两侧 20~30mm范围;并用不锈钢丝刷刷掉焊丝表面氧化皮后用丙酮擦净。因钨极氩弧焊的抗气孔能力较弱,必须在焊前清理焊接工件。
3.2 焊接过程
焊前进行定位焊,先用氧-乙炔将两种钢加热至700~800℃,引弧时提前5~10s输送氩气,以排除工件焊接处的空气。焊接参数如表6所示。
该产品焊接视线较好,应尽量采用短弧,焊接时焊嘴与工件表面距离不超过10mm,焊嘴尽量垂直或与工件表面保持较大夹角,以增强保护效果,同时减小热影响区宽度和防止工件变形。焊接时采用同向焊接,根据焊缝大小,焊枪除作直线运动外,允许作适当的横向摆动。将焊丝往复地加入熔池,同时应注意在熔池前面呈熔滴状加入,填充焊丝需均匀,不扰乱氩气流。焊丝头部应始终放在氩气保护区内,以免氧化。焊接达到约85%时,应增加焊条,然后缓慢拉开,防止产生过深的弧坑。依照此方法焊接2~3层即可完成该产品的焊接。

表6 焊接参数
采用手工氩弧焊接时,因弧柱集中、电流密度大、弧温较高、紫外线辐射比普通电弧焊强得多,易对人的眼睛和皮肤造成伤害,所以必须加强保护措施。
3.3 焊后处理
为防止轴和法兰焊接后变形及热应力集中,在产品焊接好后,应对其进行保温时效处理,方法为:将其埋入石英砂内,工件四周保证砂厚150~200mm,保温15~20 h,既能改善接头性能,又能降低焊接应力。
3.4 焊缝质量检测
每焊接一层都使用着色渗透探伤剂HG-3通用型进行检测,均无夹渣、裂纹等焊接缺陷。如果焊缝有焊接缺陷则用砂轮机彻底清除缺陷再补焊,补焊后再进行检测,直到焊缝无缺陷。
焊接后为满足工件表面质量,对其进行抛光处理。处理后实物如图2所示。
4 结论
分析316L不锈钢和Q345B低合金钢异种钢的焊接性能,采用钨极氩弧焊作为优选焊接方法,并确定焊丝牌号为H1Cr24Ni13,制定出相应焊接工艺,并进行焊接实验。结果表明,本研究提出的焊接工艺能有效防止异种钢焊接时产生焊接缺陷,获得良好的焊接效果,焊接产品性能完全满足设计和实际使用要求,并提高了生产效率。

图2 成品照片
参考文献:
[1]赵喆敏.奥氏体不诱钢316L焊接性能探讨[J].机械管理开发,2002(增刊):12-14.
[2]贾耀卿.常用金属材料手册[M].北京:中国标准出版社,1999.
[3]刘徐源,朴志民,王晓虎,等.低合金高强度结构钢[S].北京:中国标准出版社,2009.
[4]刘中青,刘凯.异种金属焊接技术指南[M].北京:机械工业出版社,1997.
[5]尹士科.焊接材料手册[M].北京:中国标准出版社,2000.
[6]付荣柏.焊接变形的控制与矫正[M].北京:机械工业出版社,2006.
