高温钛合金制造技术研究进展
2018-05-03曹京霞弭光宝蔡建明曹春晓
曹京霞,弭光宝,蔡建明,高 帆,周 毅,黄 旭,曹春晓
(中国航发北京航空材料研究院 先进钛合金航空科技重点实验室,北京 100095)
0 引 言
航空发动机性能的提高与新型高温钛合金和先进结构设计的协同应用密不可分。我国从20世纪90年代加快了新型高温钛合金材料的研究进程,开展了550 ℃高温钛合金、600 ℃高温钛合金、阻燃钛合金以及Ti-Al系金属间化合物合金等新材料的研制。在高温钛合金方面[1-6],国内自主研发的第一代含稀土Nd的550 ℃高温钛合金(TA12)和600 ℃高温钛合金(Ti60)具有优异的热强性能,但由于焊接技术方面的研究储备不足,以及稀土相易在焊缝区域晶界处偏聚易造成接头脆性断裂等问题没有得到有效解决,未在航空发动机上获得实际应用。基于电子浓度理论,在适当利用α2相强化和硅化物析出相强化的同时,以Ti-Al-Sn-Zr-Mo-Si合金系为基础加入Nb、Ta元素,进一步提高多元素复合固溶强化的效果,研发了第二代具有良好热强性能、良好锻造加工和焊接性能的550 ℃高温钛合金(TA32)和600 ℃高温钛合金(TA29、TA33)[2-4]。TA29和TA33钛合金在成分上差异较小,而性能水平存在的差异主要取决于工艺控制因素。在第二代600 ℃高温钛合金的基础上,通过添加W元素、提高Ta元素含量,进一步开发了650 ℃高温钛合金(Ti65),使得固溶强化型高温钛合金的长时使用温度有望突破传统的600 ℃“热障”温度。在阻燃钛合金研究方面[4,7-12],研发了2个耐温级别的Ti-V-Cr系阻燃钛合金,分别是500 ℃长期使用的TB12阻燃钛合金(Ti40)和550 ℃长期使用的TF550阻燃钛合金。对TB12和TF550钛合金的阻燃性能及综合力学性能的研究表明,这两个合金具有相近的阻燃性能,V元素含量差异主要影响材料的热强性能。在Ti-Al系金属间化合物合金研究方面[13-20],全面开展了(α2+O+B2)三相Ti3Al合金、O相为基的Ti2AlNb合金以及γ-TiAl合金的研究,Ti-Al系金属间化合物合金长时使用温度达到650~800 ℃。
当前,我国新型600 ℃高温钛合金、阻燃钛合金和Ti-Al系金属间化合物合金等材料基本完成实验室阶段的探索研究,逐步进入工程化研究与应用阶段。钛合金热加工设备的升级换代,大型装备的应用,海绵钛、中间合金质量的提高,均有力促进了新材料开发及制造技术研究。因此,重点介绍近十年来我国航空发动机用600 ℃高温钛合金、阻燃钛合金以及Ti-Al系金属间化合物合金在铸锭、锻件及典型零件等制造技术研究方面取得的最新进展,并对进一步的研究方向提出建议。
1 高温钛合金制造技术研究
1.1 新型高合金化合金铸锭制备
真空自耗熔炼工艺是钛合金铸锭制备普遍采用的工艺,其主要工序包括电极块制备、焊接和真空自耗2~4次熔炼。除了真空自耗电弧熔炼炉,先进配套设备的应用在钛合金优质铸锭制备中也起到了关键作用,如自动称重和混布料系统、真空等离子焊箱等。新型600 ℃高温钛合金、阻燃钛合金和Ti3Al合金都已实现3 t级工业铸锭的制备,突破了高合金化铸锭成分均匀性控制的关键技术。
高合金化是新型高温钛合金和Ti-Al系金属间化合物合金的显著特点,几种典型高温钛合金的名义成分如表1所示。从表1可见,TA29、TA33钛合金的合金化元素总量分别接近17%和16%,TD3、Ti2AlNb合金的合金化元素总量分别接近43%和54%,且合金化元素熔点、密度差异均较大,因此这些新材料铸锭制备难度显著高于普通的TC4、TC11等钛合金。高熔点元素(如Ta、Nb、Mo等)一般以Al-X、Ti-X或Al-X-Y三元中间合金的形式加入。对于高温钛合金,其原料中海绵钛占比超过80%,海绵钛能够很好地将中间合金粘结,电极块强度基本有所保障。但对于Ti3Al合金,其原料中海绵钛占比不到60%,Ti2AlNb合金原料中海绵钛占比更低,电极块强度控制问题非常突出,工艺不恰当就会造成电极块开裂,或电极块强度偏低,在搬运、焊接和熔炼时发生掉块,影响铸锭成分控制。目前的解决方法主要是优选中间合金和优化混布料工艺。图1为北京航空材料研究院采用真空自耗熔炼工艺制备的TD3钛合金3 t铸锭(φ600 mm)照片及铸锭头、中、尾外圆周取样的成分分析结果,可见合金元素Al、Nb、Mo分布均比较均匀。

表1 几种典型高温钛合金的名义成分(w/%)
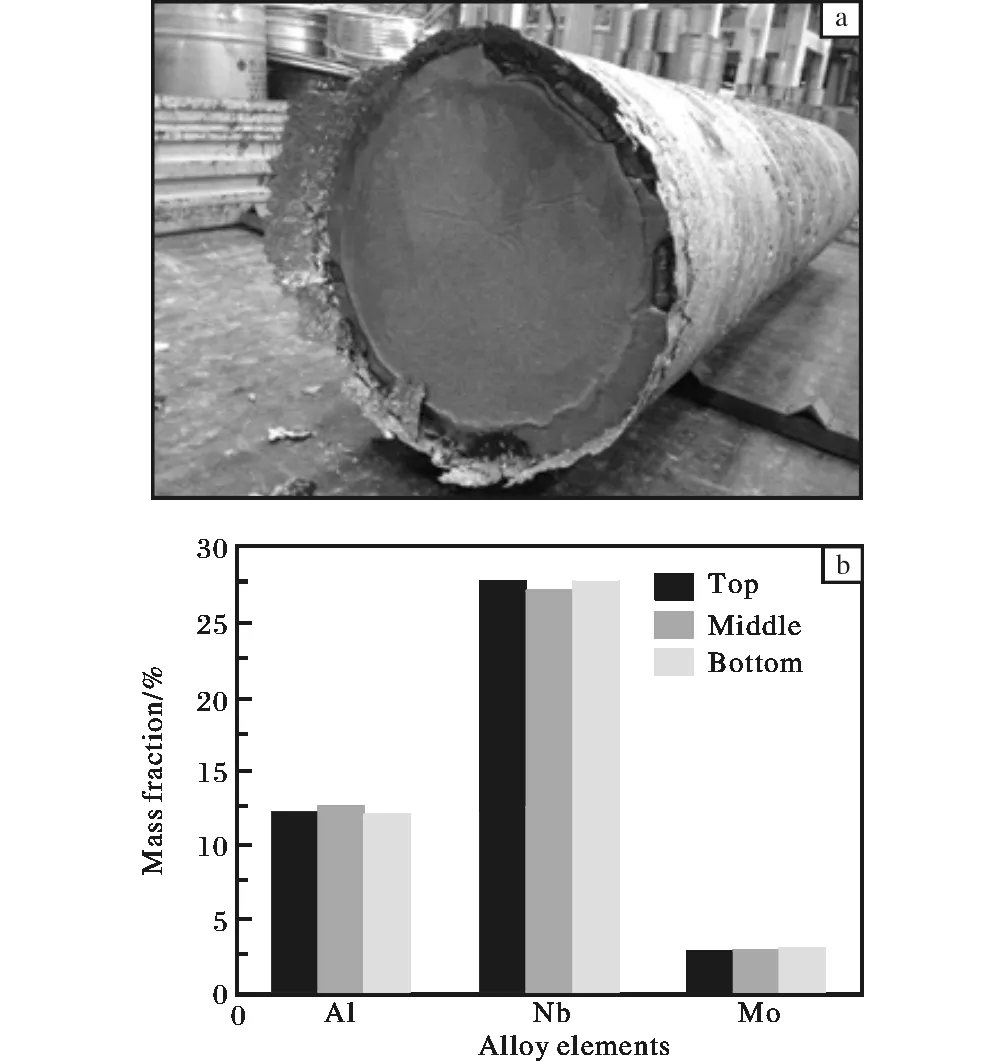
图1 TD3钛合金铸锭(φ600 mm)照片及化学成分Fig.1 Photo of φ600 mm TD3 titanium alloy ingot(a) and chemical composition(b)
与上述高温钛合金不同,Ti-V-Cr系阻燃钛合金不含Al元素,且合金元素的质量分数超过40%,同样存在原料中海绵钛占比少的问题,V、Cr元素的加入方式非常关键。在认识阻燃合金化原理的基础上,通过在合金元素加入方式以及电极结构上的创新,实现了TB12和TF550钛合金3 t级工业铸锭(φ620 mm)的制备,从根本上解决了Ti-V-Cr系阻燃钛合金工业铸锭V、Cr元素偏析问题,对锻件质量提升起到了至关重要的作用。
1.2 低工艺塑性合金的挤压开坯
挤压变形是在三向压应力作用下完成的,裂纹不易形成和扩展,非常适合低工艺塑性合金铸锭的开坯和棒材制造。长期以来,我国钛合金挤压技术主要应用于管材和筒体结构件的制备,近些年也开展了钛合金型材的挤压制备,但挤压技术没有在钛合金工业级铸锭开坯中应用。造成这种局面有2方面的原因:一方面,国内钛合金加工企业缺乏大型的挤压设备;另一方面,普通高温钛合金、高强钛合金通过液压机、快锻机进行铸锭开坯、棒材锻造能够满足研制与批量生产的需求。然而,新型高温钛合金及Ti-Al系金属间化合物合金都一定程度上存在铸造组织状态下工艺塑性低的问题,其中,对挤压开坯技术依赖性较强的2类材料分别是阻燃钛合金和变形TiAl合金,而挤压技术的应用则为这2类合金棒材的制备提供了一条重要的工艺途径,尤其是大型挤压设备的建造,可以解决阻燃钛合金工业铸锭开坯的难题。
Ti-V-Cr系阻燃钛合金的显著特点是铸造组织状态下工艺塑性非常低,基本不能实现无约束条件下自由锻造。2009—2010年,北京航空材料研究院与北方重工合作,在360MN挤压机上实现了TB12和TF550钛合金多个3 t级铸锭的包套挤压开坯。图2为φ620 mm TB12钛合金铸锭经包套挤压开坯后获得的带包套的挤压棒材(挤压比约为4)。挤压开坯不仅解决了阻燃钛合金工业铸锭拔长变形的难题,同时也提高了阻燃钛合金的工艺塑性。图3为TF550钛合金铸态和挤压态2种初始组织状态的热加工图。从图3可以看出,无论是铸态组织还是挤压态组织,热加工图中呈现的失稳区域均分布于高应变速率区域,并且明显分为2个部分。结合显微组织和碳化物形态分析[21],可以判定1 050 ℃以上的变形失稳主要缘于碳化物溶解带来的脆性,而1 050 ℃以下的变形失稳主要缘于局部塑性流动引起的剧烈剪切变形所导致的开裂。与铸态组织相比,挤压态组织的局部塑性流动失稳区域明显缩小,关键热加工区域窗口扩大,有利于挤压棒材的进一步锻造加工。实际锻造中也发现经过挤压开坯后,棒材的工艺塑性明显改善,不用包套即可直接在快锻机上完成镦粗和拔长变形。

图2 TB12阻燃钛合金挤压棒材照片Fig.2 Photo of extruded TB12 fireproof titanium alloy bar

图3 TF550阻燃钛合金的热加工图(ε=0.4)Fig.3 Processing maps of TF550 fireproof titanium alloy (ε=0.4):(a)as-cast;(b)as-extruded
变形TiAl合金800 ℃拉伸强度可达600 MPa以上,比强度显著高于镍基高温合金。作为压气机叶片应用能够极大地降低盘和轴的负荷,这对发动机设计有极大的吸引力。然而,锻造TiAl合金的研究一直受困于材料自身非常低的工艺塑性,技术难度大,研究进展缓慢。北京航空材料研究院采用包套挤压工艺和复合隔热技术,实现了φ220 mm TiAl合金铸锭的开坯,以及矩形截面和圆形截面棒材的二次挤压[4]。同时,尝试开展了TiAl合金单次大挤压比棒材制备工艺的研究,制备出φ60 mm×2 500 mm TiAl合金挤压棒材,挤压比达到10以上,挤压棒材的组织得到充分细化,如图4所示。
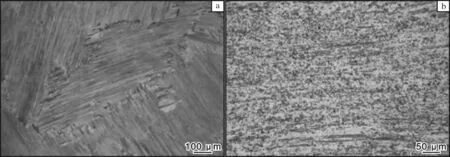
图4 TiAl合金铸锭和挤压棒材的显微组织Fig.4 Microstructures of TiAl alloy ingot and extruded bar:(a)as-cast;(b)as-extruded
1.3 整体叶盘锻件研制与组织性能控制
轻量化、整体化是航空发动机部件的重要发展方向,先进航空发动机转动部件普遍采用了整体叶盘结构。TC4、TC17、Ti6242和600 ℃高温钛合金的整体叶盘研制与应用研究均取得了快速发展。高温钛合金整体叶盘锻件大多采用热模锻或者近等温模锻成形,由于锻件的对称性比较好,若单纯从锻件成形角度考虑,完整充型难度不大,但是考虑到整体叶盘服役条件下对不同部位温度和载荷要求的差异,对于均质整体叶盘,实现关键性能的合理匹配是最主要的技术难点,涉及到锻件微观组织类型选择以及组织参数控制。600 ℃高温钛合金作为一种近α型钛合金,室温拉伸塑性,特别是试样热暴露后的塑性(称为热稳定性)与高温蠕变性能之间的矛盾一直是比较突出的问题,单体盘和叶片可以通过采用不同的组织类型分别控制,例如叶片采用双态组织以获得良好的热稳定性能和高周疲劳性能;盘采用β锻的网篮组织以获得高的蠕变性能和损伤容限性能。目前,600 ℃高温钛合金主要采用α+β两相区近等温模锻工艺制造整体叶盘锻件,通过固溶和时效处理控制等轴初生α相的体积分数在10%~30%之间,控制β转变组织中次生α相的分布,以及更微观尺度的α2相、硅化物相的析出和分布,实现整体叶盘锻件热稳定性和蠕变性能的良好匹配[2-3,22-24]。图5为TA29钛合金φ660 mm整体叶盘及径向截面的低倍组织。从图5可见,低倍组织为均匀模糊晶形态,是α+β两相区锻造均匀变形的典型形貌。

图5 TA29钛合金整体叶盘锻件径向低倍组织和显微组织Fig.5 Radial section macrostructure(b) and microstructures(a,c) of TA29 titanium alloy blisk die forging
钛合金盘和叶片一体化制造在组织性能控制上做了一种工艺上的妥协,为了能够充分发挥高温钛合金各种微观组织形态或合金最优势的性能,近些年尝试开展了双合金整体叶盘以及双性能整体叶盘的研制工作,主要包括:①线性摩擦焊工艺,理论上可以实现双合金或是同一合金双组织整体叶盘的连接,国内外的研究工作主要集中于线性摩擦焊工艺和接头组织性能的研究[25-26];②真空电子束焊接+近等温锻造+热处理强化界面的复合工艺,西北工业大学采用这种工艺开展了Ti3Al/TC4[27]、 Ti3Al/TC11[28]、 Ti2AlNb/TC11[29]、 Ti2AlNb/Ti60[30]双合金盘研制的基础研究和组织性能评估;③分区控温锻造和分区控温热处理工艺,理论上能够将整体叶盘锻件中叶片与盘体控制为不同的组织类型,以更好地满足整体叶盘不同部位实际服役条件的要求。图6为TA29钛合金φ650 mm整体叶盘锻件经分区控温热处理后的径向截面低倍组织及典型区域的显微组织。从图6可见,整体叶盘试验件盘体为β热处理组织,叶片部位为α+β两相区热处理组织。此外,通过工艺控制,也可将整体叶盘的叶片和盘体分别制备成不同初生α相含量的双态组织。

图6 TA29钛合金双性能整体叶盘锻件径向截面 低倍组织和显微组织Fig.6 Radial section macrostructure(a) and microstructures(b~ f) of TA29 titanium alloy dual-property blisk die forging
1.4 整环和半环锻件研制
以机匣、内环、安装边等为代表的环形件结构也是航空发动机中比较重要的结构形式,环锻件通常采用轧制工艺制造,主要工序为棒材坯料镦粗、冲孔、扩孔和最终的轧制成形。通常,坯料冲孔后得到的环坯进一步扩孔和最终的轧制成形都是在扩孔机上完成的。高温钛合金以及Ti3Al、Ti2AlNb合金环锻件制备都能够采用这种工艺路线,在环锻件制备的4个工序过程中,坯料的加热温度、扩孔和最终轧制成形的变形量控制决定了环锻件的组织类型,通过固溶、时效处理可以进一步调控环锻件的微观组织,获得所需的力学性能。图7和表2分别为TD3钛合金静子内环锻件及其力学性能。可见,TD3钛合金静子内环锻件的室温和650 ℃力学性能均比较好。

图7 TD3钛合金静子内环锻件照片Fig.7 Photo of TD3 titanium alloy stator ring forgings

Tensilepropertiesat25℃Rm/MPaRP0 2/MPaA/%Z/%Tensilepropertiesat650℃Rm/MPaRP0 2/MPaA/%Z/%650℃/340MPaStressrupturepropertiesτ/h106280511 716 077258414 928 4180107382315 218 877759911 919 7185
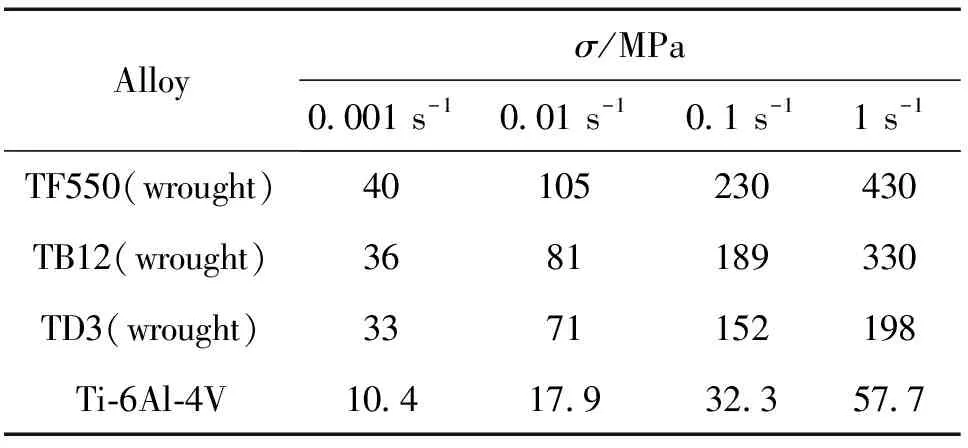
表3 阻燃钛合金与Ti-6Al-4V、TD3钛合金在1 050 ℃不同应变速率下峰值流变应力对比
相近变形条件下,TB12和TF550阻燃钛合金的变形抗力显著高于普通钛合金,甚至也高于Ti-Al系金属间化合物合金,如表3所示。可见,阻燃钛合金环锻件制备难度非常大。在成形外径为730 mm、高度为300 mm的TB12钛合金大型机匣环锻件时,遇到的最大问题就是扩孔机吨位不足,坯料冲孔后得到的环坯径向截面厚度仍较大,不能在扩孔机上直接进行扩孔,只能采用变形条件比较差的马架扩孔工艺将环坯的径向截面尺寸先进行减薄,然后再在扩孔机上完成环锻件的轧制成形,图8a为TB12钛合金轧制成形的机匣环锻件。TB12钛合金环锻件制备中,马架扩孔的变形火次、各火次的变形量分配、坯料的加热温度、后续在扩孔机上成形轧制的变形量分配都是非常关键的工艺参数。TF550钛合金的变形抗力更大,工艺塑性比TB12钛合金略差,马架扩孔和轧环成形难度更大,制备机匣锻件则采用了热模锻工艺,图8b为用TF550钛合金50 mm厚板经热模锻制成的半环机匣锻件。表4为TB12钛合金环锻件及TF550钛合金半环模锻件的力学性能。从表4可见,TF550钛合金锻件的高温持久和蠕变性能显著优于TB12钛合金。

图8 阻燃钛合金机匣锻件照片Fig.8 Photos of fireproof titanium alloy compressor case forgings: (a)TB12 titanium alloy;(b)TF550 titanium alloy

AlloyTensilepropertiesT/℃Rm/MPaRP0 2/MPaA/%Z/%StressrupturepropertiesT/℃σ100/MPaCreeppropertiesT/℃σ0 1/100/MPa 2596794219 330 8 500493 5 500304 1TB1250079968516 942 1 520346 1 520194 8 55077867515 046 0 540256 540112 2TF5502599192613 320 055083467417 838 4550426 550301
1.5 典型零件加工技术
由于高温钛合金具有导热差、硬度高、粘刀等特性,造成了这种材料车削、铣削和钻削加工的难度比钢要大很多,整体叶盘、机匣等零件的结构复杂性与材料特性的耦合结果更增加了零件加工的难度。通过技术攻关,在阻燃钛合金机匣、600 ℃高温钛合金整体叶盘、Ti3Al合金静子内环及TiAl合金叶片等零件的加工技术方面取得了重要进展。以TB12阻燃钛合金机匣零件(图9)为例,该零件属于薄壁类环形件,机匣外型面有带孔的圆柱凸台,为异形结构,在粗车和粗铣时需要尽量多去余量,提高加工效率,同时还必须保证零件足够的刚性;TB12钛合金的机械加工性能较差,切削和铣削加工表面硬化现象比较严重,需要大的切削加工力,大切削力加工与刚性保证需求也是一对矛盾,在制定机匣零件加工工艺时这些方面都是重点考虑的。

图9 TB12阻燃钛合金机匣零件照片Fig.9 Photo of TB12 fireproof titanium alloy compressor case
2 未来需要重点关注的几个问题
2.1 含W元素的高温钛合金铸锭制备
从合金化的角度,应重视高熔点元素的加入方式和中间合金的质量。新型高温钛合金及Ti-Al系金属间化合物合金的合金化程度较高,且含有Nb、Ta、W等高熔点元素,高熔点夹杂是需要严格控制的冶金缺陷,尤其对于熔点超过3 400 ℃的W元素,更应引起重视。目前国内针对航空发动机长期使用正在开展研究的含W高温钛合金主要有TC25G和Ti65钛合金,同时针对航天产品高温短时应用的含W钛合金一些专利中也有所报道,解决好W元素的添加问题,对于进一步提升高温钛合金的热强性能,突破600 ℃“热障”温度具有重要意义。
2.2 高温钛合金铸锭的纯净化制备
制备高纯净钛合金铸锭也是重要的发展方向。应重视高温钛合金中Fe、O等杂质元素含量的控制问题,尤其针对整体叶盘、离心叶轮等转动部件应用的高温钛合金材料应严格控制Fe元素含量。
2.3 大规格棒材组织的精细化控制
新型高温钛合金典型件制备用棒材的技术要求与锻件的技术要求基本相当,以保证大规格棒材可以直接用于锻件制坯,而不需要进一步改锻。目前对钛合金棒材的组织控制主要是对组织类型提出要求,没有细致到对宏观和微观织构的控制,往往大规格棒材中α晶团的明显取向会遗传到锻件中。近α型高温钛合金的保载疲劳敏感性与微织构有较强的关联,因此对于整体叶盘锻件用高温钛合金大规格棒材在制备工艺控制上应体现出对宏观和微观织构的控制措施。
2.4 大规格棒材挤压
随着我国大型挤压设备配套工装的完善和应用技术的提升,阻燃钛合金工业铸锭包套挤压开坯工艺仍有优化的空间。前期研究工作中,为配合大规格挤压筒所采用的厚壁包套结构可以优化成薄壁包套结构,也可尝试无包套挤压开坯技术,进一步提高挤压开坯的工艺可控性,提高挤压棒材质量并降低挤压成本。
2.5 低残余应力的大型锻件制备技术
锻件残余应力水平低,对保证大型复杂零件完整性加工和变形控制非常有意义,对转动件的长寿命服役也很关键。在高温钛合金及Ti-Al系金属间化合物合金大型锻件制备技术研究中,重点开展了微观组织与力学性能的关系以及工艺控制研究,而对锻件的低残余应力制坯和成形技术也需要给予充分重视,逐步建立和完善锻件残余应力监控手段和技术。
2.6 双性能和双合金整体叶盘的过渡区控制
采用分区控温热处理或分区控温锻造制备双性能整体叶盘在工艺上是能够实现的,但具体到双性能整体叶盘锻件综合性能的控制还有很多细节需要关注,例如2种组织类型的选择,过渡区设计在哪个部位,过渡区部位的精确按需控制,过渡区组织对性能的影响等。双合金整体叶盘制造过程同样也面临上述问题。
2.7 Ti-Al系金属间化合物合金锻件强韧化
Ti-Al系金属间化合物合金复杂的相变过程为锻件组织性能调控提供了空间,需加强Ti3Al、Ti2AlNb合金大型结构件强韧化热机械处理技术研究。
3 结 语
近十年来,先进高温钛合金和Ti-Al系金属间化合物合金材料与制备技术得到快速发展。突破了高合金化600 ℃高温钛合金、Ti-V-Cr系阻燃钛合金和Ti3Al合金等3 t级工业铸锭的均匀化制备,阻燃钛合金3 t级铸锭包套挤压开坯,TiAl合金挤压棒材制备,600 ℃高温钛合金整体叶盘、阻燃钛合金机匣的锻件制备及其零件加工等制造技术。这些关键技术的突破,标志着我国航空发动机用高温钛合金及Ti-Al系金属间化合物合金等关键材料已经基本完成由实验室研究阶段向工程化应用研究阶段的跨越。未来针对航空发动机典型应用,需要进一步大力开展制造技术的创新优化研究和工艺稳定性控制技术研究,提升我国新型高温钛合金及Ti-Al系金属间化合物合金的应用技术水平,满足和推动高性能航空发动机技术发展。
[1] 黄旭, 李臻熙, 黄浩. 高推重比航空发动机用新型高温钛合金研究进展[J]. 中国材料进展, 2011, 30(6): 21-27.
[2] 王清江,刘建荣,杨锐. 高温钛合金的现状与前景[J]. 航空材料学报, 2014, 34(4): 1-26.
[3] 蔡建明, 曹春晓. 新一代600℃高温钛合金材料的合金设计及应用展望[J]. 航空材料学报, 2014, 34(4): 27-36.
[4] 蔡建明, 弭光宝, 高帆, 等. 航空发动机用先进高温钛合金材料技术研究与发展[J]. 材料工程, 2016, 44(8): 1-10.
[5] 蔡建明, 李臻熙, 马济民, 等. 航空发动机用600℃高温钛合金的研究与发展[J]. 材料导报, 2005, 19(1): 50-53.
[6] Mi G B, Huang X, Cai J M, et al. Fireproof property and its mechanism of a new high temperature titanium alloy[C]//Proceedings of the 13th World Conference on Titanium. San Diego:WILEY-TMS, 2016: 745-751.
[7] 曹京霞, 黄旭, 弭光宝, 等. Ti-V-Cr系阻燃钛合金应用研究进展[J]. 航空材料学报, 2014, 34(4): 92-97.
[8] 弭光宝, 黄旭, 曹京霞, 等. Ti-V-Cr系阻燃钛合金的抗点燃性能及其理论分析[J]. 金属学报, 2014, 50(5): 575-586.
[9] 弭光宝, 曹春晓, 黄旭, 等. Ti-V-Cr系阻燃钛合金的非等温氧化行为及阻燃性能预测[J]. 材料工程, 2016, 44(1): 1-10.
[10] 弭光宝, 黄旭, 曹京霞, 等. 摩擦点火Ti-V-Cr阻燃钛合金燃烧产物的组织特征[J]. 物理学报, 2016, 65(5): 056103.
[11] 赵永庆, 辛社伟, 吴欢, 等. 热处理对Ti40阻燃钛合金热稳定性能的影响[J]. 稀有金属材料与工程, 2008, 37(4): 660-664.
[12] Zhu Y C, Zeng W D, Zhao Y Q, et al.Effect of processing parameters on hot deformation behavior and microstructural evolution during hot compression of Ti40 titanium alloy[J]. Materials Science and Engineering A, 2012, 552: 384-391.
[13] 曹京霞, 许剑伟, 黄旭. 中等Nb含量的(α2+O+B2)三相Ti3Al基合金的研究[J]. 稀有金属, 2006, 30(专辑1): 13-17.
[14] Zhou Y, Cao J X, Huang X, et al. Effects of aging temperature on the microstructure and mechanical properties of a Ti2AlNb based alloy[J]. Materials Science Forum, 2016, 849: 368-375.
[15] 卢斌,杨锐. Mo对Ti2AlNb基合金显微组织和力学性能的影响[J].稀有金属材料与工程,2008,37(增刊3): 61-63.
[16] 张建伟, 李世琼, 梁晓波, 等. Ti3Al和Ti2AlNb基合金的研究与应用[J]. 中国有色金属学报, 2010, 20(专辑1): 336-341.
[17] 沈军, 冯艾寒. Ti2AlNb基合金微观组织调制及热成形研究进展[J]. 金属学报, 2013, 49(11): 1286-1294.
[18] 高帆, 王新英, 王磊, 等. 变形TiAl合金全层片组织细化及拉伸性能[J]. 稀有金属材料与工程, 2012, 41(10): 1846-1850.
[19] He W W, Tang H P, Liu H Y, et al. Microstructure and tensile properties of containerless near-isothermally forged TiAl alloys[J]. Transactions of Nonferrous Metals Society of China, 2011, 21(12): 2605-2609.
[20] 杨锐. 钛铝金属间化合物的进展与挑战[J]. 金属学报, 2015, 51(2):129-147.
[21] 孙欢迎, 曹京霞, 王宝, 等. 应用加工图技术优化阻燃钛合金高温变形工艺[J]. 稀有金属材料与工程, 2013, 42 (11): 2351-2355.
[22] Cai J M, Huang X, Cao C X,et al. Thermal stability of TG6 titanium alloy and its partial resumption at high temperature[J]. Rare Metal Materials and Engineering, 2010, 39(11): 1893-1898.
[23] 段锐, 张华, 蔡建明,等. 显微组织对近α型TG6钛合金高温蠕变变形行为的影响[J]. 中国有色金属学报, 2010, 20(专辑1): 11-15.
[24] 赵亮, 刘建荣, 王清江, 等. 析出相对Ti60钛合金蠕变和持久性能的影响[J]. 材料研究学报, 2009, 23(1): 1-5.
[25] Irving B. Sparks begin to fly in nonconventional friction welding and surfacing[J]. Welding Journal, 1993, 72(5): 37-40.
[26] 姚希珍,胡泽. 钛合金整体叶盘线性摩擦焊技术综述[J]. 航空制造技术, 2011(16): 43-47.
[27] 姚泽坤, 梁新民, 郭鸿镇, 等. 热力因素对合金元素在Ti-24Al-15Nb-1.5Mo/TC4焊接界面上扩散规律的影响[J]. 稀有金属材料与工程, 2005, 34(6): 907-911.
[28] 刘莹莹, 姚泽坤, 杨航航, 等. 热处理对Ti3Al/TC11双合金盘拉伸性能与组织的影响[J]. 航空材料学报, 2009, 29(4): 21-26.
[29] Qin C, Yao Z K, Li Y Z, et al. Effect of hot working on microstructure and mechanical properties of TC11/Ti2AlNb dual-alloy joint welded by electron beam welding process[J]. Transactions of Nonferrous Metals Society of China, 2014, 24(11): 3500-3508.
[30] 李凯, 郭鸿镇, 赵张龙, 等. 变形量对Ti2AlNb/Ti60双合金焊接接头组织和力学性能的影响[J]. 热加工工艺, 2014, 43(9): 1-5.
