钛合金异型材在线电加热控制系统研制
2018-05-03张乃禄张镇海
张乃禄,张镇海,宋 涛,王 伟
(1.西安石油大学,陕西 西安 710065)(2.西安海联石化科技有限公司,陕西 西安 710065)
0 引 言
钛合金异型材是重要的飞机结构材料,被广泛用做翅翼、壁板、隔框等。在对钛合金异型材进行挤压成形时,由于型材横截面各处的金属流动差异较大,最终使型材存在弯曲、扭曲等缺陷。钛合金的弹性模量低、屈强比高[1],必须进行在线加热张力矫直。钛合金异型材的矫直加工温度窗口很窄,而目前国内钛合金异型材矫直在线电加热普遍采用晶闸管整流加热电源和单点检测控制[2-3],难于满足被矫直异型材加热温度控制精度高、温度一致性好以及加热速度快的要求。
针对钛合金异型材100 t张力矫直机存在的加热升温慢及控温精度差的问题,本研究采用光纤红外两点温度检测与控制技术,通过基于CAN总线的IGBT电源进行加热,并研制基于Fuzzy-PID算法的在线加热控制系统,以期解决钛合金异型材矫直过程中加热温度控制精度低与加热速度慢的问题。
1 钛合金异型材加热特点及控制要求
钛合金异型材100 t张力矫直机在线电加热设备由拉伸头装置、扭拧头装置、加热电源、光纤红外测温传感器等组成,如图1所示。其中,IGBT加热电源由导电母排和水冷电缆连接到被矫直钛合金异型材的两端进行电接触加热,当加热温度达到矫直工艺温度后,保持异型材温度恒定,系统进行拉伸、扭拧矫直。钛合金异型材矫直拉伸、扭拧过程的温度范围很窄,要求温度误差不超过±8 ℃,型材均温差不超过±20 ℃,单根型材加热时间不超过5 min。
2 在线电加热控制系统构成
钛合金异型材矫直在线电加热控制系统由工业触摸屏人机界面(HMI)、S7-300 PLC(可编程控制器)、智能仪表、光纤红外测温传感器、IGBT加热电源等构成,如图2所示。
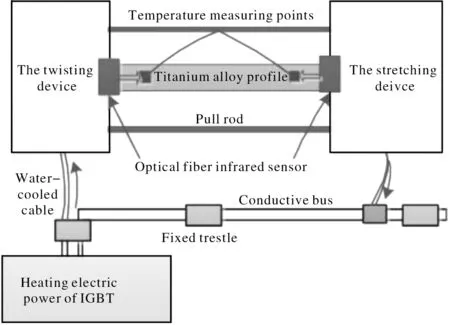
图1 矫直机在线加热设备组成示意图Fig. 1 Schematic diagram of the compositon of the straightening machine online heating equipment
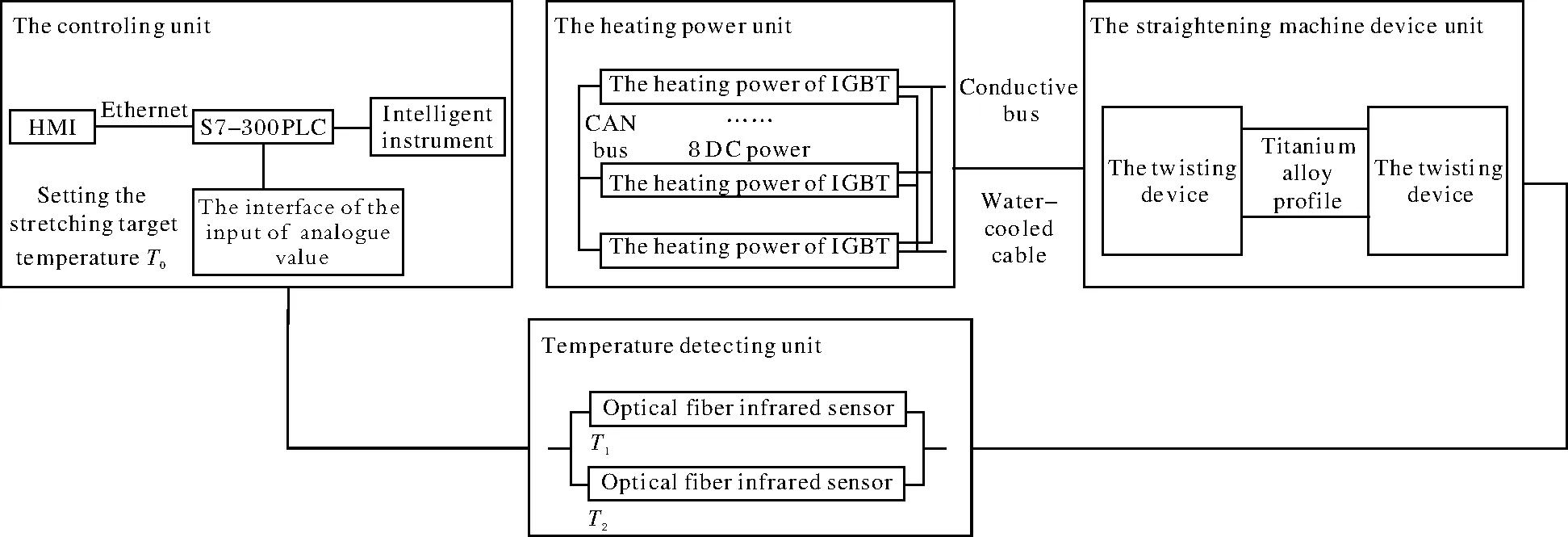
图2 钛合金异型材在线电加热控制系统构成示意图Fig. 2 Schematic diagram of the composition of titanium alloy profiles online electrical heating control system
控制单元采用昆仑通态触摸屏,利用MCGS组态软件开发,并配有以太网交换机,实现HMI与PLC连接,HMI可接受PLC采集的温度信号,并可对加热温度等工艺参数实时设定与显示。控制主机采用S7-300 PLC进行温度采集与过程控制,通过调节智能仪表的PID参数输出4~20 mA电流控制加热电源进行加热。
加热电源单元通过8个IGBT直流电源模块并联汇流,实现输出6.5 kA加热电流,加热电流经导电母排和水冷电缆连接到钛合金异型材进行电加热,其8个IGBT直流电源模块采用CAN总线连接,并与智能仪表联网控制。
温度检测单元采用2个非接触的H-RB A/B 系列激光光纤型红外温度传感器,并分别安装在矫直机设备的拉伸头装置和扭拧头装置上,T1、T2两点温度的信号(4~20 mA模拟量信号)输入到PLC模拟量输入接口,对钛合金异型材上两点进行温度检测与控制。
3 在线电加热控制系统软件设计
3.1 加热控制系统软件组成
钛合金异型材在线电加热控制系统软件采用组态软件MCGS与西门子STEP7 软件进行设计,系统控制应用软件由在线加热检测控制和上位监控与人机界面组成,如图3所示。
3.2 检测与加热控制程序设计
钛合金异型材在线电加热控制系统的检测与加热控制程序采用西门子Step7 V5.5软件开发,在计算机上编程并下载到PLC中执行。检测与加热控制程序流程如图4所示。
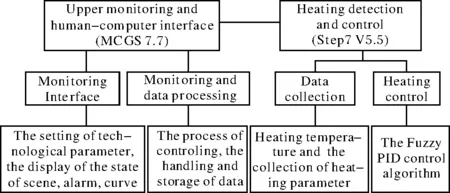
图3 系统控制应用软件组成Fig. 3 The composition of control system application software
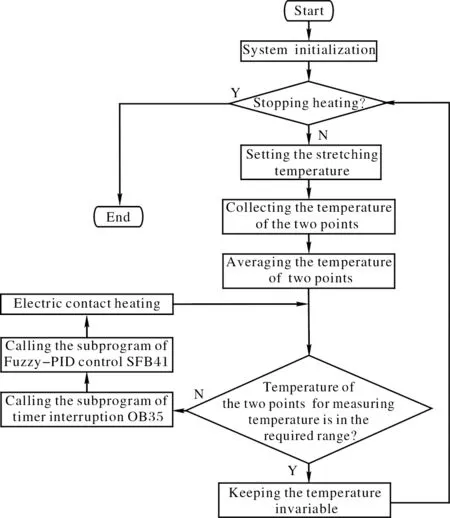
图4 检测与加热控制程序流程Fig. 4 The control procedures of measuring and heating
在PLC执行检测与加热控制程序时,先初始化,再判断是否加热。确定加热操作后,对两点温度信号进行采集并取平均值,接着判断两点温度是否在要求范围内,如果温度不满足要求,通过主程序OB1的定时中断子程序OB35来调用Fuzzy-PID子程序SFB41,对钛合金异型材进行电接触加热。
3.3 加热温度Fuzzy-PID控制程序设计
3.3.1 Fuzzy-PID控制策略
加热温度采用Fuzzy-PID控制。Fuzzy-PID控制算法原理如图5所示。图中,E和EC是温差及温差变化率模糊化后的模糊量,e和Δe是温差及温差变化率的精确值。

图5 加热控制系统策略图Fig. 5 The strategy diagram of heating control system
钛合金异型材在线电加热温度Fuzzy-PID控制策略整体采用两输入、三输出的结构,以设定的矫直温度信号T0与异型材温度信号T的差值及其变化率作为Fuzzy-PID控制器的输入信号。异型材温度在电加热过程中不断变化时,采用模糊推理对其变化趋势进行预判定,根据系统当前运行状况实时调整PID控制的比例、积分、微分系数[4],实现钛合金异型材精确、快速的加热控制。其中,矫直设定温度T0通常取650~700 ℃。
3.3.2 Fuzzy-PID控制子程序
Fuzzy-PID控制子程序将两点温度信号的平均值作为信号的输入值,计算出E以及EC,并将其与模糊规则表比较,得到PID参数Kp、Ki、Kd的增量,从而得到当前整定后的Kp、Ki、Kd参数,实现Fuzzy-PID控制[5]。Fuzzy-PID控制子程序流程图如图6所示。图中,e(k)、r(k)、y(k)、e(k-1)分别为温度信号频率采样后温差信号、温度输入信号、温度反馈信号、温差前置信号的离散值。
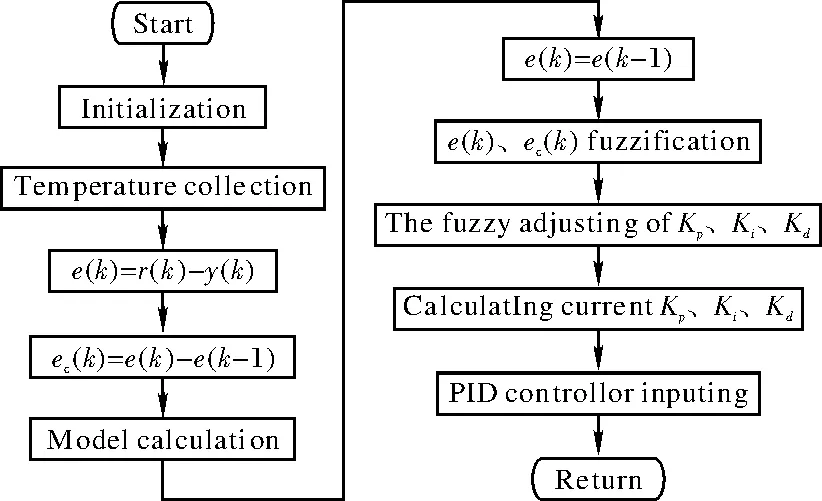
图6 Fuzzy-PID算法子程序流程Fig. 6 The subprogram process the Fuzzy-PID algorithm
3.4 上位监控与人机界面设计
上位监控与人机界面采用昆仑通态组态软件MCGS 7.7在Window XP上进行开发,通过串口将程序下载到HMI上运行,HMI与下位PLC通过以太网通讯,上位监控与人机界面主要实现以下功能:①可实时显示与设定加热电压、加热电流等工艺参数,显示和记录工况、报警、曲线等;②控制流程与处理、存储数据。上位监控与人机界面设计流程如图7所示。

图7 上位监控与人机界面设计流程Fig. 7 The designing process of upper monitoring and man-machine interface
4 温度控制结果及分析
温度控制系统调试实验以L型TC4钛合金异型材为例,其长度为5 m,横截面积500 mm2,比热容为750 J/(kg·℃),密度为4.44×103kg/m3。在室温(15 ℃)下进行电加热与控制,现场测试结果见表1。
采用Fuzzy-PID控制算法进行钛合金异型材加热控制,并设定矫直温度为650 ℃。从表1中可以看出,钛合金异型材能够在3 min内达到设定的矫直温度,加热速度快,在温度上升过程中型材温度始终逼近目标设定温度值,两点温差在20 ℃以内,最终矫直钛合金异型材上测温点T1、T2分别为650 ℃和648 ℃,确保异型材上不同两测温点间温差不超过±20 ℃和温度误差不超过±8 ℃的控制要求,每根异型材加热时间不超过3 min。经过矫直,TC4钛合金异型材的弯曲度控制在2 mm/m以内。
表1 TC4钛合金异型材加热温度现场测试结果
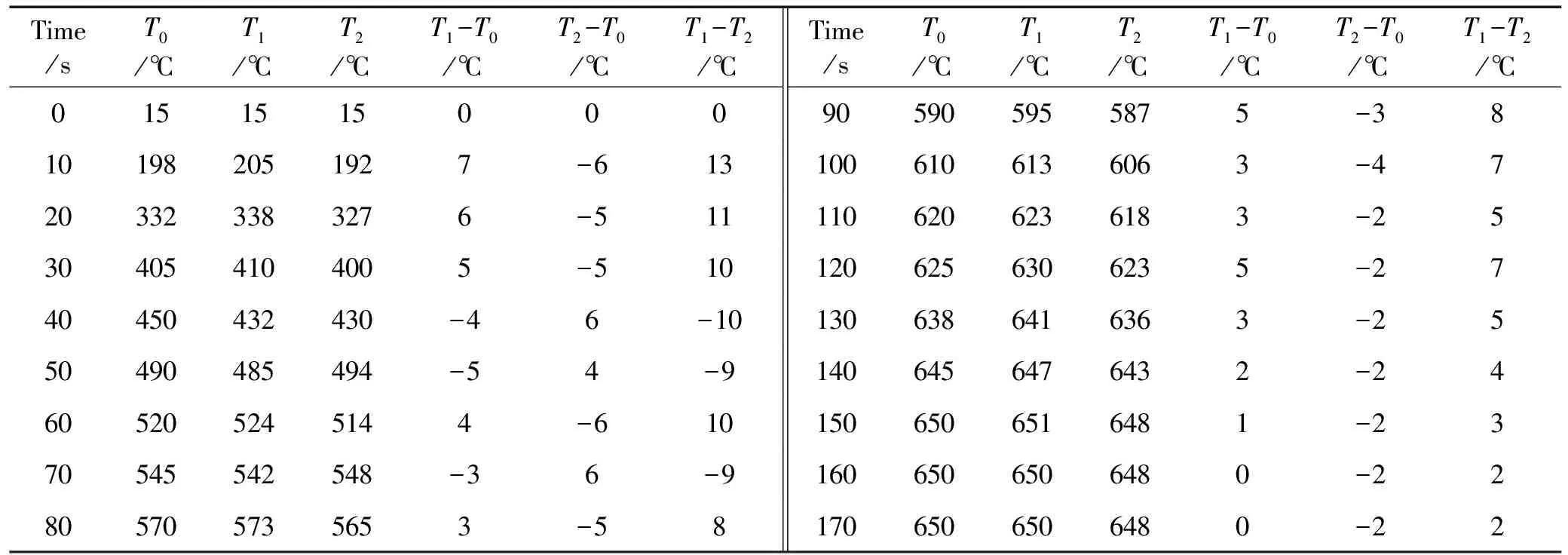
Table 1 The results of testing heating temperature of TC4 titanium alloy profile
5 结 论
(1)钛合金异型材矫直机在线电加热控制系统采用Fuzzy-PID控制算法,通过基于CAN总线的IGBT加热电源调节矫直钛合金异型材的温度,在3 min内从15 ℃加热到设定的650 ℃,确保异型材上2个测温点温差在20 ℃之内且温度误差不超过±8 ℃。
(2)该系统对钛合金异型材加热并矫直后,钛合金异型材弯曲度可控制在2 mm/m以内。
[1] 王晓波.钛及钛合金小规格棒材的热矫直方法探讨[J].冶金设备与技术改造,2015,21(2):54-56.
[2] 宋云涛,张乃禄,马陇伟,等.钛及钛合金型材挤压感应加热炉群控系统研制[J].钛工业进展,2017,34(1):42-45.
[3] 刘增环,王利珍,何广祥.加热炉炉温PLC模糊控制系统的设计[J].控制系统,2011(10):27-30.
[4] Naranjo J E, González C, García R, et al. Lane-change fuzzy control in autonomous vehicles for the over taking maneuver[J].IEEE Intelligent Transportation Systems,2008,9(3):435-450.
[5] Yamaguchi T,Shimizu K. Asymptotic stabilization by PID control: stability analysis based on minimum phase and high-gain feedback [J].Electrical Engineeringin Japan,2006,156(1):44-53.
