PFMEA在制造过程中的运用与价值研究
2018-04-24徐英爽
徐英爽
摘 要:PFMEA是过程失效模式和后果分析的简称,是一种能够体现缺陷并对缺陷进行有效预防的分析技术。PFMEA在制造领域的应用主要是分析、识别产品生产制造过程中可能出现的失效模式,以及失效模式出现之后对产品质量产生的影响。在阐述PFMEA内涵、分析流程的基础上,具体分析PFMEA在汽车制造生产中的应用,旨在加强对汽车产品生产质量的控制,促进企业产品生产。
关键词:PFMEA;产品生产;制造过程;应用
在人们生活水平的提升下,人们对产品质量和产品要求也逐渐提高,各个行业产品生产竞争日益激烈。在激烈的市场竞争环境下,一些企业生产出了质量不达标的产品,由此降低了消费者对企业产品的信赖。在这样的情况下,企业产品质量管理成为影响企业市场竞争力的关键。制造企业想要提升自身市场竞争力,需要加强对产品制造质量的控制。PFMEA是在产品制造过程中应用的产品质量管控方法,应用这种方法能够有效识别产品生产可能存在的风险,从而实现对风险的有效控制,降低产品的失效风险,增强消费者对产品的满意度。为此,文章结合PFMEA内涵和流程,具体探究PFMEA在产品制造过程中的运用。
1 PFMEA概述
1.1 内涵
PFMEA是过程失效模式及影响分析的简称,在实际应用中是一组系统化活动,主要由负责制造、装配的工程小组应用,通过有效应用在最大限度上保证各类潜在的失效模式及其失效起因、机理。
1.2 分析原理
PFMEA的分析原理主要表现在以下几个问题:首先,确定工艺生产或者产品制造过程相关的潜在失效模式和起因。其次,评价失效对产品质量和顾客的潜在影响。再次,找到能够减少失效发生、失效条件的过程控制量,结合实际情况纠正和预防失效。同时,编订潜在失效模式分级表,对严重失效模式进行优先控制。最后,加强对控制措施和控制实施情况的跟踪,结合实际更新调整失效模式分级表。
1.3 构成指标
第一,失效。失效主要是在规定的时间、环境、操作下不能完成既定功能、确定产品参数值、规定范围内零组件损坏现象。第二,严重度。严重度是既定失效模式下的一种最严重的影响后果级别,是在单一FMEA范围内的定级结果。第三,频度。频度是指特定起因、机理发生的可能,这种出现可能的描述具有相对意义。第四,探测度。探测度是指在零部件制造工序或者装配操作之前,应用第二种现行过程控制方式寻找失效起因、機理或者后续失效模式的可能性评价指标。第五,风险优先数RPN。风险优先数主要是指严重度数、频度数、不容易探测度数三个数字的乘积。
2 PFMEA在制造过程中的运用
2.1 严重度的判定
严重度是失效模式最为严重度后果级别,也是某FMEA(失效模式和影响分析)范围内相对定级结果。在汽车制造领域PFMEA的严重度失效模式输入内容包含不合格产品、顾客对产品的不满意、质量不合格产品的批量返修、产品自身较高的保修费用。在输入失效模式内容之后需要制定可行性措施,同时考虑其他相关的失效模式。FMEA推进员协助过程失效模式和后果分析是十分必要的,推进员的经验深刻影响PFMEA严重度、探测度和频次的定义。某汽车发动机工厂安装主轴瓦工位,将轴瓦损伤失效模式严重度定义为8,RPN数值达到了128,RPN顺序前位,列为必须改进项目,需要重点解决。实际轴瓦损伤失效模式的严重度定义来自于推进员的想象,为此花费时间精力,改进后却不一定能为企业带来预期的收益。为此,汽车发动机组对PFMEA 的问题重新整合,结合实际调整团队机构,在不考虑零件质量的情况下从工艺布局分析轴瓦损失问题,证明轴瓦损伤是一个假命题,而出现的原因是推进员的分析经验不充足。各企业需要制定适合本企业自身产品的严重度模式,例如产品外观瑕疵对于手机和汽车的严重度不同,对于汽车的外表面和内表面,外表面的不同部位也是不同的,错误的严重度评价会导致企业资源的浪费。
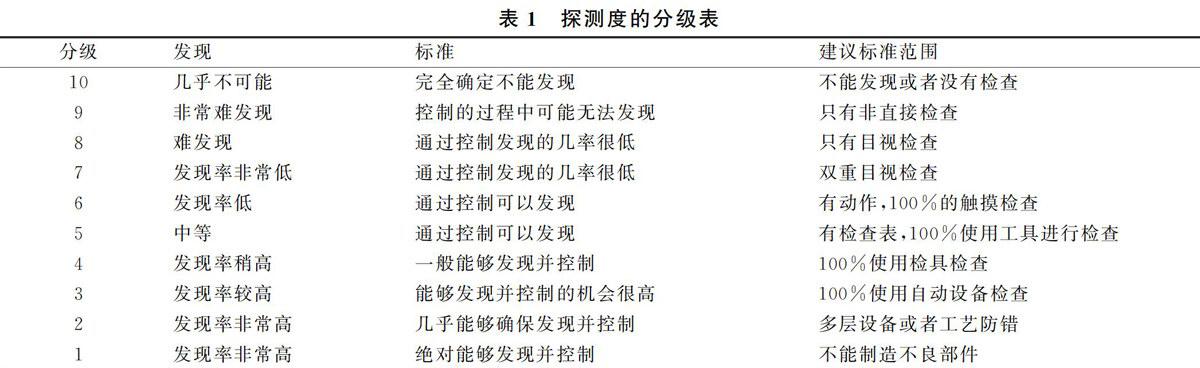
2.2 探测度的判定
探测度是和设计控制中最佳探测控制关联的定级数,是FMEA范围内的一个相对级别。为了获得较低的定级,一般会按照计划改进设计控制。探测度的分级如表一所示。在判定探测度的时候要拥有相关经验,这种经验一般体现在对控制计划探测方法的全面认识上。同样的一种失效模式失效程度不同会变成两种失效模式。汽车发动机生产流水线由于在线设备探测能力的不同,在生产B15机型的时候容易出现磁阻圈信号齿变形问题,问题影响和风险较大,需要相关人员研究现有的制造控制手段是否能够有效控制这一问题。
PFMEA小组对问题进行分析发现,汽车制造中,磁阻圈螺栓拧紧完成后曲轴和缸体能够实现有效的连接,后工位双轴拧紧枪拧紧主轴承盖螺栓时,下压移动双轴会向上移动,使得套筒和磁阻圈信号齿撞击,由此出现失效模式,引发故障,出现车辆返修。基于这种失效模式发生的频率较低,因而采取冷试方法能够进行控制,减少磁阻圈信号齿变形。
2.3 风险顺序数(RPN)降低的实际应用
PFMEA在社会实际生产领域扮演十分重要的作用,在失效问题中,严重度只有通过设计变更进行改变,调整幅度大,费用较高,制造企业中通常采用调整探测模式和装配防错等方式优化探测度和频度的方式来实现RPN值的降低,达到制造质量提升的目的。风险顺序数(RPN)降低的实际应用例如:装配转向中间轴上/下端螺栓,失效后果为紧固失效,不符合安全或法规要求(无警告)(10)—无转向功能,按照原有控制措施——目视检查探测度6,RPN值计算为180,利用电缆枪程序进行角度识别防错,并增加关联停线功能,使探测度取值取到3,将失效模式RPN值降至10*3*3=90。
3 结束语
综上所述,在社会经济和科技的发展下,越来越多的制造企业引入PFMEA来作为产品质量控制重要手段,PFMEA在产品制造中的地位也愈发重要,有效提升了产品的质量,降低了产品生产费用。因而,在制造企业的未来发展中需要相关人员加强对PFMEA的改进分析,不断促进企业降低成本的同时,提升产品制造质量。
参考文献
[1] 李谚. 基于改进PFMEA的产品制造过程质量改善研究[D].哈尔滨:东北林业大学,2016.
[2] 庞晓锋.浅谈PFMEA在制造过程中的应用[J].机械制造,2016,54(02):93-96.
[3] 袁震.P-FMEA在制造过程中的实际运用研究[J].世界制造技术与装备市场,2015(06):106-108.
[4] 陈创,赵建平,丁舒婷.承压设备在制造过程中的人因可靠性分析[J].工业安全与环保,2015,41(09):70-74.
