DYNAFORM分析软件在后盖模具开发中的应用
2018-04-24许大汇
许大汇
(四川永贵科技有限公司,锦阳 621000)
1 产品的工艺性分析及工艺方案
1.1 产品的形状
如图1所示,产品外形尺寸为1164.6×678.5×53.4,料度度T=0.5,材质为DX53D。
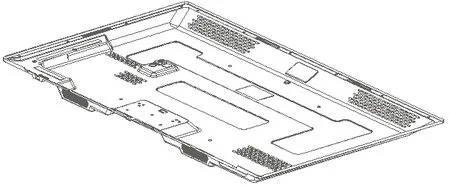
图1 产品的形状
1.2 产品的CAE分析
用UG等3D软件对模型做一些必要的模型修整,保存为曲面文件便于数据导入Dynaform分析软件中,利用前处理模块并进行有限元网格划分,建立用于模拟分析的有限元模型。在软件中定义板料及其材料参数、成形工具(包括上模、下模、压边圈)、等效压料筋,同时设置模拟控制参数(包括速度、压力、闭合状态等),然后提交到求解器进行模拟计算。经过后处理模块分析模拟计算的结果,主要分析数据包括零件减薄率云图和零件成形极限图。
从软件分析结果中可看到后盖拉深后的产品缺陷,如开裂、起皱、拉深不足等。对于缺陷产品的处理首先是优化改善成形工艺,优化模具结构及尺寸,当成形工艺上无法解决时就得在满足产品性能及质量的前题下优化产品结构并做相应的尺寸更改,通过产品的优化及软件的数次模拟,能够使产品一次成形并能得到较好的效果。在软件中设置等效压料筋,并定义不同部位的压料筋阻力。图2为设置压料筋后成形极限图。
根据模拟结果定义压料筋的阻力,开裂部分处力减小,而起皱部分处则增加阻力。从图2中可以看到,产品的起皱部分(图中洋红色)较没有压料筋前得到了很大改善,但起皱与开裂又是个矛盾体,图中产品出现了开裂现象(图中红色部分),那么,解决方向就是要找到起皱与开裂之间的平衡点。在模具上对开裂处成形凸凹模进行抛光,减小开裂处压料筋的高度以减小进料阻力,并在产品充许范围内对凹模口部进料部分成形半径R进行加大修正并抛光,对成形凸模顶部成形半径R进行相同处理。
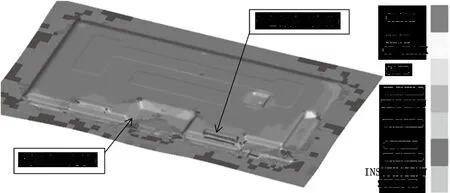
图2 设置压料筋后成形极限图
2 模具设计
采用单动冲床,模具结构设计为倒装拉伸模,压边圈在下,凸模则为下模,成形凹模设计为上模,主要成形零件凸模板、凹模板均采用整体式,这样模具的强度能得到保证,结构也较简单。
模板采用铸压件取得毛坯模板,这样可节约模具材料及数控加工的成本。上下模板采用加工中心加工,机加工完后均要打磨抛光,有利于成形时料的顺利流动。模具成形凸、凹模材料用CrMoCu合金铸铁,铸铁的自润滑性有助于薄板金属的料流动,对拉伸件制件有较好的成形效果,此材料具有较好的耐磨擦性,在模具装配好进行试模产品合格后,再对成形部分进行局部热处理,以便增加其硬度,进一步增强模具的耐磨性,从而更能提高模具的使用寿命。上下模成形处的成形圆角R亦是成形的关键因素,由于事先用软件对产品进行模拟得到了产品成形极限图,根据以上的软件模拟结果,采用模拟软件中的圆角半径参数作为模具设计重要参考尺寸。
模具工作中,上模、下模、下脱料板及成形材料相互接触,将会形成较为封闭的空间,这样模具内会形成非常大的空气压力,造成成形困难,增加了产品成形不足、开裂及起皱的机率,所以模具的排气设计也很关键。因此,需在凹模板及凸模板上均设计直径为10~14mm的圆排气孔,而且,所有排气孔均要引气到模具外,保证排气畅通。
模具中另一非常重要的结构是压料筋,这也是此后盖拉伸模成功的关键部件。由于产品的不规则性,材料流入模具时其流速不一致,拉伸模具压料筋在拉伸时会压住料,使拉伸料不至于翘起,还可以控制拉伸料流入型腔的速度,使进料阻力基本保持一致,使周边流入凹模的材料保持均衡。拉伸时,压料力如果小了,拉伸件就有可能会起皱;压料力过大了,拉伸件就有可能会被拉裂、拉断。拉伸产品的起皱和拉裂是最大的问题,也是互相矛盾的存在体,能找到起皱和拉裂的平衡点就基本解决了产品的拉伸成形问题。所以,拉伸模具在开始试模时,一般都需要对压料力进行调节,最方便的调节方式就是通过调整压料筋的高度来调节压料阻力。由于上面用模拟软件进行了分析,很清楚材料的流动阻力分布情况,在模具设计中就能有针对性地、可预见性地设计压料筋的形状及并进行布置。由于会在试模中调整压料筋的高度来调整压料力大小,所以设计压料筋时,要设计成模内快拆结构,方便拆卸以调整压料筋的高度。
3 结论
模具试模后结果与软件分件是一致的,再次反复通过软件进行分析,利用分析结果结合实际情况改善方案,最终取得了较好效果。
[1]《冲模设计手册》编写组.模具设计手册[M].北京:机械工业出版社,1999:4-9.
[2]黄毅宏,李明辉.模具制造工艺[M].北京:机械工业出版社,1999:5-8.
[3]龚红英,刘克素,董鹏.金属塑性成形GAE应用——DYNAFORM.北京:化学工业出版社,2015:100-105.