浅谈轨道车辆制造的粘接工艺工作
2018-04-24张浩
张 浩
通号轨道车辆有限公司,湖南长沙 410100
随着高速列车和城市轻轨的快速发展以及新材料大量应用,粘接技术以其在节能、环保、安全以及新技术、新工艺、新产品的开发中的不断突破,已经成为轨道车辆制造重要的工艺方法。粘接作为一个对形成的产品是否合格不易或不能经济地进行验证的特殊过程,要求全过程的质量管理,需要工艺工程师进行大量的粘接工艺工作来确保轨道车辆产品粘接的质量。
1 粘接接头的工艺性审查
设计工程师在拿到车辆设计任务后,进行车辆设计、受力分析并出具受力分析报告,确定基材的表面处理方式[1],并将粘接相关信息尽可能多地通过文件、图纸等方式传递给工艺工程师,粘接接头清单 (见表1) 是其中文件之一。
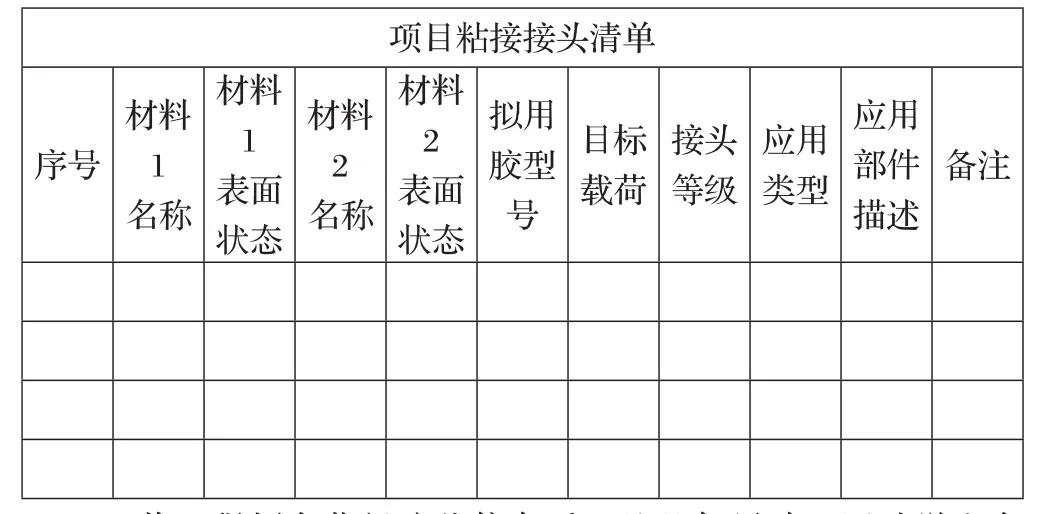
表1 粘接接头清单
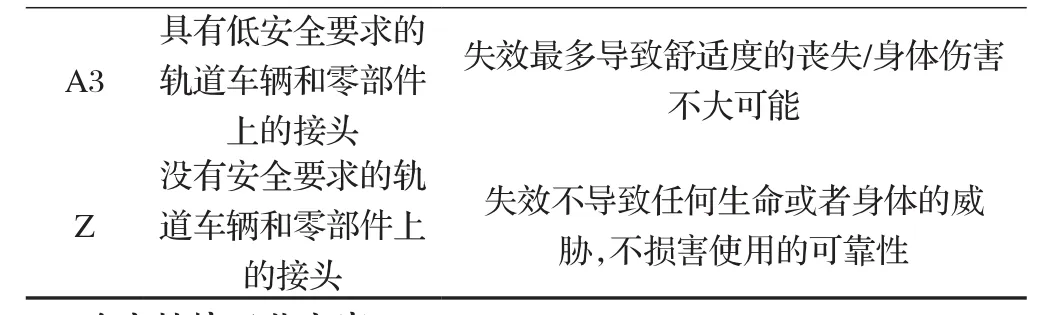
工艺工程师在获得这些信息后,从几何尺寸、运动学和负载、材料、安全、人机工程、生产和装配、控制和验证、运输和存储、使用、维护、循环、成本、约定等13个方面[2]全面地评估,对粘接接头的设计的合理性进行工艺审查。对于一些信息不确定的粘接接头,特别是评估为A1/A2等级[3]的粘接接头 (见表2) ,需要评估其影响,必要时提出进行相关验证确保粘接接头的可靠性。
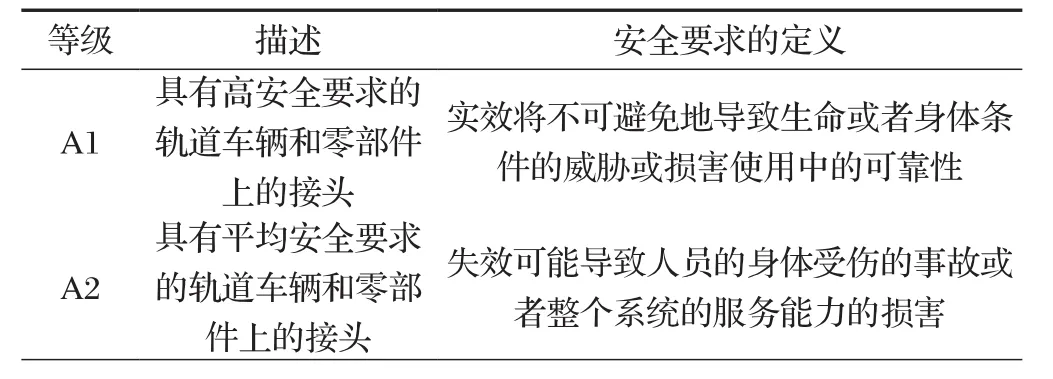
表2 产品的粘接接头等级划分
2 确定粘接工艺方案
在对粘接接头进行了全面评估后,工艺工程师应组织一个包括设计、工艺、质量、采购等成员的粘接团队编制PFMEA表和控制计划,设计粘接工艺方案并组织评审。在工艺方案中需从人、机、料、法、环、测6个方面全面识别粘接工艺工作,并提出相关需求,如工艺验证需求、新增工装设备需求、人员及培训需求等。工艺方案应考虑影响粘接产品质量的全过程,包括有:(1)基材、化学品、消耗品和工具的采购,包括明确化学品的运输条件、交货要求、检验方法等;(2) 原材料的收货,包括来料检查文件和清单,拒收条件,产品隔离等;(3) 基材、化学品、消耗品的储存和厂内运输,包括储存地点、存储条件、存储标识,明确内部运输条件和运输条件等;(4) 确保粘接过程具有足够大的工作场地并定制管理,考虑职业安全和环境保护;(5) 基材的表面处理,包括环境要求、处理方式、工艺参数、遮蔽方式、检测方法、过程记录、工序完工后的存储和厂内运输至下一工序;(6) 胶粘剂的准备及施胶,包括工作记录表、保护容器、施胶工具、施胶剂量、施胶时间、施胶保护等;(7) 连接和固定,包括需要的夹具、夹具的保养、胶层厚度控制、溢胶处理、现场保护等;(8) 胶的固化,包括固化条件、现场保护、夹具移除时间等;(9) 粘接件的存储、厂内运输和发货,包括厂内运输的路线和条件、存储地点和条件、保护性措施、包装标签、发货技术要求等;(10) 剩余/过期化学品和不合格产品的处置,包括定期检查方法、不合格品的处置区域和方法、修复方法、文件统计等;(11) 日常样品的生产、测试和评估,包括测试计划、生产伴随样品的制作、测试方法等。
3 编制工艺规程
工艺方案评审通过后,工艺工程师应根据评审通过的方案进行工艺验证和工艺试验,证明方案可以满足产品设计的需求,并将条件标准化到作业指导书中。作业指导书应全面规范粘接操作,遵循并覆盖PFMEA、控制计划以及工艺方案中所提出的项点。作业指导书应遵循6C原则:正确的 (Correct) 、完整及易懂的 (Complete and Comprehensive) 、时效的 (Current) 、清晰的(Clear) 、审核和批准过的 (Checked and approved) 、触手可及的(Close at hand) 。同时,应编制过程记录表,来控制操作过程的温度、时间、表面处理方式以及夹持和固化的条件是否满足作业指导书要求[4]。按照DIN6701粘接质量体系要求,根据安全等级的不同,对A1/A2等级的粘接接头必须进行伴随试验,伴随试验作业指导书也是工艺文件不可或缺的一环。
4 生产准备
在正式生产前,工艺工程师应根据工厂实际编制定置管理图并确认现场生产条件是否满足生产需求;检测所需设备功能是否满足作业指导书要求;对粘接工人进行培训以达到满足粘接生产要求;结合实际情况编制工艺定额等相关文件。
5 生产技术服务
粘接的质量控制主要是在制造阶段的控制,粘接过程中的人、机、料、法、环、测等都应全面控制,文件化记录和痕迹化管理。工艺服务人员在生产现场,应履行好自己的职责,包括现场技术服务,及时发现和解决生产中的工艺问题;监督现场操作严格按照工艺文件要求执行;验证作业指导书、工艺定额等工艺文件的正确性,发现问题及时纠正。
6 总结和整顿
在生产结束后,工艺工程师应及时做好总结,对工艺文件不适应处进行改版升级并归档;对工装设备在生产过程中的应用进行评估;对设计、工艺等可以改进处提出意见。总结文件经过评审后按照评审意见开展后续改进工作。
7 结语
粘接是一个特殊过程,需要一个质量管理体系来保证产品的质量。粘接工艺工作是产品粘接质量保证中很重要的一环,但只是其中的一部分,设计、工艺、质量、采购、生产各个环节紧密结合,将粘接质量控制落到实处,才能体现粘接技术的优越性。因此,建立完善的粘接质量体系才是企业粘接技术应用的发展之道。
[1] 王红军,陈宏,窦磊,等. 轨道客车粘接体系的建立及运用浅析[J].中国战略新兴产业,2017(36) .
[2] 铁路车辆和其零部件的粘接. 第3部分:轨道车辆上粘接接头的结构设计和验证指南[S]. DIN6701-3-2015.
[3] 铁路车辆和其零部件的粘接. 第2部分:制造商的资质[S]. DIN6701-2-2015.
[4] 夏荣文. 城轨车辆贯通道顶板粘接的工艺设计与验证[J].冶金丛刊,2016(11) .
