Single track and single layer formation in selective laser melting of niobium solid solution alloy
2018-04-21YuelingGUOLinaJIABinKONGNaWANGHuZHANG
Yueling GUO,Lina JIA,Bin KONG,Na WANG,Hu ZHANG
School of Materials Science and Engineering,Beihang University,Beijing 100083,China
1.Introduction
Refractory niobium-based alloys are promising materials for high-temperature structural applications,owing to the ultrahigh melting point of Nb and their qualified high-and roomtemperature mechanical properties.1–3As in situ composites,Nb-Si-based alloys combine Nb solid solutions(Nbss)with intermetallic compounds of Nb5Si3and/or Nb3Si to improve their strength and stiffness as well as oxidation resistance at very high temperatures.2,4,5Recent development on processing techniques has endowed Nb-based alloys with an improved performance.Meanwhile,it is known that the processing of Nb-based alloys by traditional subtractive manufacturing techniques requires complicated procedures and limited production efficiency.Moreover,thermodynamically stable and chemically inert mould materials are also needed for the manufacture of Nb-based alloys with high melting temperature and high reactivity.6
As a laser-based additive manufacture technology,selective laser melting(SLM)has gained considerable recognition since being introduced.7,8The distinguished benef i ts of SLM over traditional manufacturing techniques are highlighted as high production rate,design freedom,cost saving,and high utilization ratio of materials.Plenty of research efforts have been focused on the SLM-processing of Ti-based,Ni-based,Febased,and Al-based alloys.8–11Xia et al.10reported the fabrication of Ni-based superalloys by SLM and found that at an optimized linearenergy densityof221.5 J/m,theoutward convection favored the escapement of bubbles,resulting in a high relative density of 98.9%,but a higher linear energy density would increase the residual porosity and reduce the densification.Owing to the higher cooling rate during SLM,a finer microstructure tends to be achieved,and a higher hardness and compression strength as well as an improved wear resistance are normally obtained.11Furthermore,the SLM processing of refractory metals of tantalum12and tungsten13have been reported.Our previous work14investigated the manufacture of Nb-Si-based in situ composites by SLM,which consisted of Nbss and silicide phases,using irregular jet-milled powders.
Since SLM is a track-by-track and layer-by-layer process,the performance of a component built by SLM depends largely on the quality of each single laser-melted track and each single layer.15–17Sound tracks well bonded to a substrate or previous layer are required to obtain qualified components.A numerical model has been presented to predict single tracks in SLM,which allows for the effects of powder properties,scanning speed,laser beam absorption,and heat conduction.16Yadroitsev et al.17presented that there was a threshold characteristic corresponding to the fomentation of single tracks,and the stability of single tracks depended on the processing parameters.Instabilities,in forms of irregularities and distortions,were typically formed at a low scanning speed.Cheikh et al.18found that during the coaxial laser cladding process,single tracks were f l attened with a high scanning speed and a low feed rate,and cylindrical tracks were formed at a low scanning speed and a high feed rate.
Since single-phase niobium solid solution alloys have not been fabricated by SLM previously,it is of importance to perform primary experiments focusing on single track and single layer formations.Pre-alloyed niobium solid solution alloy powders are processed in this work.The aim of this work is to clarify the characteristics of laser-melted tracks and the sectional melt pool(MP)under either proper or improper processing parameters.
2.Experimental
With a nominal composition of Nb-37Ti-13Cr-2Al-1Si(at%),pre-alloyed powders were prepared by plasma rotating electrode processing(PREP).Nb-based alloy disks,produced via vacuum induction melting(VIM),were used as electrodes for PREP.Powders with a size ranging from 45 μm to 75 μm were screened for SLM.As shown in Fig.1,spherical Nbss prealloyed powders were fabricated by PREP.Those pre-alloyed powders were featured by smooth surfaces with the absence of oxide particles.Fine dendrite structures were observed on the powder surface,resulting from the large undercooling during PREP.
The SLM machine employed in this work was equipped with a f i ber laser with a maximum power of 500 W.The intensity of the f i ber laser beam exhibited a typical Gaussian distribution.The building chamber of the SLM machine was filled with Ar atmosphere to avoid any oxidation,and the oxygen content in the chamber was below 0.1wt%.A computer system was designed to control the building process.Prior to laser scanning,a powder layer was spread on a titanium platform.The thickness of the powder layer was 80 μm.A series of single tracks and single layers was fabricated under different scanning speeds(V),laser powers(P),and hatch distances(D).The processing parameters of SLM are listed in Tables 1 and 2.The schematic of the SLM physical model is shown in Fig.2(a).The zigzag scanning strategy was performed for single layer formation(Fig.2(b)).The linear laser beam energy density(LED)is a critical factor that determines the meltingand solidifying behaviors of powders,which is defined by the following equation:

Fig.1 Characterization of Nbss alloy powders via PREP.
Table 2 SLM processing parametersforsingle layer formation.

Surface morphology observation was performed using a scanning electron microscope(SEM,JEOL JSM 6010).The sectional microstructures of single tracks and single layers were examined using an election probe microanalyzer(EPMA,JXA-8230).Elemental distribution images were obtained by wavelength dispersive X-ray spectrometers(WDS)attached to the EPMA.The ZAF-corrected EPMA was calibrated by pure standards for different operating conditions and probe sizes.Prior to sectional microstructure examination,samples were mounted with epoxy resin,grounded up to 1200#using metallographic abrasive papers,and finally mechanically polished on Fe2O3/CrO3impregnated cloths.
3.Results and discussion

Fig.3 Surface morphologies of single tracks formed from Nbbased pre-alloyed powders under different scanning speeds and laser powers.
Fig.3 shows the typical surface morphologies of the first-layer single tracks under different scanning speeds and laser powers.The phenomenon that both continuous and discontinuous single tracks exist at each set of input parameters of laser power and scanning speed indicates that the morphology of single tracks depends largely on the processing parameters.With a laser power of 270 W and a scanning speed of 1200 mm/s,only several drops have been formed on the substrate.Under the given processing parameters,there are ten continuous tracks formed on the substrates.It is worth noting that the five tracks formed at 380 W are all continuous,with a scanning speed ranging from 200 mm/s to 1200 mm/s.It suggests that an increase in the laser power benefits the formation of continuous tracks.When producing SLM parts,only continuous tracks are desired,because this kind of tracks typically generate a sound bonding between adjacent tracks and a fully dense final part.The fragmentation of single tracks,i.e.,a balling phenomenon,is also observed.It is an unfavorable drawback of SLM processing.13,19,20Remarkably,the balling phenomenon could be eliminated,by either decreasing the scanning speed or increasing the laser power(Fig.3).However,intrinsically,both of them result in an increase of the LED.

Fig.2 Schematic diagrams of single layer formation for SLM.
During SLM,a laser beam-powder-substrate system is generated.A range of physical and chemical phenomena take place in the course of the melting and solidifying processes of powders,including absorption,reflection and heat transfer,phase transformation, fluid flow and mass transfer,and chemical reactions.21–24The mechanism of the elimination of the balling defect by increasing the LED is stated as the following two aspects.On one hand,a molten free circular cylinder tends to break up into an array of small droplets via the Plateau-Rayleigh instability,when suffering from axial harmonic disturbances of its radius with wavelengths less than the circumference of the cylinder.25,26The driving force of the Plateau-Rayleigh instability is the surface tension of Nb-based alloy melt.Cohesive forces normally promote the breakup of liquid Nb-based alloy melt,resulting in the formation of balls to minimize the surface area.On the other hand,a lower LED value typically results in a smaller volume of the liquid phase and resultantly a higher viscosity of the liquid-solid mixture.The flowability of the liquid phase is thus reduced,leading to a decrease of the overall rheological performance of the liquid in conjunction with powders.19,20Consequently,the balling phenomenon occurs through the aggregation of the liquid Nb-based alloy melt into a coarsened sphere(Fig.3).
As shown in Fig.4,the width of the ten continuous single tracks increases with an increase of the LED,i.e.,an increase of the laser power and a decrease of the scanning speed.The widths of the discontinuous single tracks have not been measured according to Fig.3.A higher LED corresponds to a higher energy input,leading to a higher temperature of the MP.Resultantly,these particles around single tracks are heated and melt by the intense flow from the MP with a higher temperature,thereby widening tracks eventually.This explains why wider single tracks are formed with a higher LED.
When scanned by the laser beam,powders of the first layer are melted,resulting in the formation of molten pools on the substrates.The sectional microstructures of single tracks with different processing parameters are displayed in Fig.5.The Nb-based alloy melt is pegged to the substrate and a daggerlike penetration is formed resultantly.The penetration depth into the substrate(h),as shown in Fig.6,decreases with an increase of the scanning speed and a decrease of the laser power,i.e.,a decline of the LED.It suggests a larger penetration depth correlates with a higher LED value and a higher energy concentration of the laser beam.Note that the penetration depth is much larger than the thickness of the first powder layer(80 μm)with a minimum scanning speed(200 mm/s)and higher laser powers(330 W and 380 W).It means that more than one solidif i ed layers deposited previously will be remelted during each essential SLM process,and the metallurgical nature of the SLM-built part may be affected resultantly.With a laser power of 330 W and a scanning speed of 200 mm/s,the penetration depth(173.68 μm)into the substrate is greater than the MP half-width(141.12 μm),suggesting that the melting mode shifts from a conduction mode to a keyhole mode.27Keyhole-mode laser melting is more significantly observed when the laser power is 380 W and the scanning speed is 200 mm/s.

Fig.4 Widths of single tracks formed from Nb-based pre-alloy powders under different scanning speeds and laser powers.
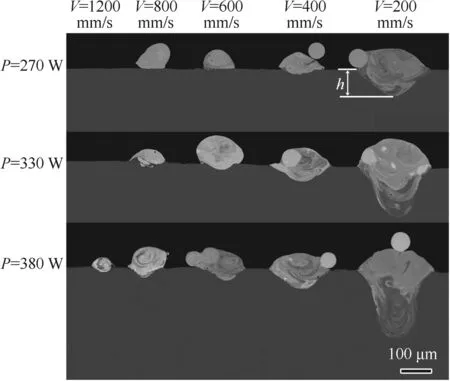
Fig.5 Cross-sections of single tracks formed from Nb-based pre-alloyed powders under different scanning speeds and laser powers.

Fig.6 Distribution of the penetration depth into the substrate for single tracks formed from Nb-based pre-alloyed powders under different scanning speeds and laser powers.
According to Eagar and Tsai,28for a material heated by a Gaussian-shaped laser beam,the peak temperature in the MP
is proportional to the ratioi.e.,increasing with the LED.A higher peak temperature allows the heat energy in the MP of Nb-based alloys to diffuse deeper into a substrate,and a deeper melting regime is generated resultantly.This explains the correlation between increasing penetration depth and the LED.The underlying physics of keyhole-mode laser melting in additive manufacture is similar to that in laser welding,which is ascribed to a surface threshold temperature close to boiling.In keyhole-mode laser melting,the evaporation of metals in Nb-based alloys and the formation of plasma are caused by the sufficient power density,leading to the development of a vapor cavity in the MP during SLM.27,29Resultantly,laser absorption is enhanced,enabling a deeper penetration into the substrate than that is possible in a conduction mode.A higher laser power means a higher LED and a higher peak temperature of the MP.The keyhole melting regime is thus more prevalent,and the penetration depth is deeper.
The chemical distributions of Nb,Ti,Si,Cr,and Al are shown in Fig.7 obtained by EPMA-WDS.It is evident that the main elements distribute heterogeneously over the MP,namely,a chemical segregation phenomenon occurs.The alloying elements distribute in swirl-like patterns.The content of Ti in the MP is higher than that in the unmelted powders,suggesting that the diffusion process to the MP is accelerated.The diffused titanium from the substrate participates in the convection-enhanced mass transport across the MP,and spreads in swirl-like patterns.
An intensive heat transfer occurs during the formation of a single track.Coupled heat and mass transfer processes are then introduced by the temperature gradient.The emergence of a swirl-like pattern is considered to be the result of convectionenhanced mass transport.30,31Accordingly,a conclusion could be drawn that thermo-capillary convection,i.e.,the Marangoni convection,plays a dominant role in the heat transfer process,rather than conduction.32In other words,the microstructure of a component built by SLM tends to highly depend on the convection in the MP.Based on the Nb-Ti binary phase diagram,33titanium has a high solubility limit in niobium,beneficial to the metallurgical bond between Nb-based alloy and the substrate.Therefore,it indicates that Nb-based alloy could be built on a titanium substrate using the SLM method.Nevertheless,an intermediate layer,with a higher Ti content,is introduced additionally,which requires careful consideration when fabricating Nb-based alloy parts by SLM.Liang et al.34presented a new microsegregation model to predict microsegregation in rapidly solidif i ed nickel-base superalloys,and argued thatmicrosegregation could be well controlled by achieving a higher temperature gradient and Solidification velocity using a set of processing parameters.It is quite instructive for the fabrication of Nb-based alloy by SLM.

Fig.7 Chemical maps of the cross-sections of a single track formed from Nb-based pre-alloyed powders at a laser power of 380 W and a scanning speed of 400 mm/s.

Fig.8 Single layers formed from Nb-based pre-alloyed powders under a fixed laser power(P=380 W)and different scanning speeds and hatch distances.

Fig.9 Typical sectional microstructures of single layers formed from Nb-based pre-alloyed powders under different hatch distances(mm)(laser power is 380 W and the scanning speed is 600 mm/s).
As an important processing parameter,the hatch distance describes the shift between two neighboring tracks.Fig.8 shows the macroscopic surface morphologies of single layers with four different hatch distances(D),i.e.,0.05 mm,0.08 mm,0.12 mm,and 0.15 mm.The laser power is 380 W,while the scanning speed is200 mm/s,600 mm/s,and 1200 mm/s,respectively.With a laser power of 380 W and a scanning speed of 600 mm/s,the sectional microstructures of single layers under different hatch distances(mm)are displayed in Fig.9.The MP boundaries are highlighted to better display the difference between different hatch distances.On one hand,it is obvious that a sound interconnection of neighboring tracks fails to achieve with an excessive hatch distance.Therefore,the proper hatch distance should not be longer than the width of single tracks.It is necessary to remelt parts of the former track to produce a metallurgical bond between two adjacent tracks.However,when the hatch distance is too short,a large part of the former track will be remelted,which probably produces an additional effect on the microstructure of the component printed by SLM.35Intrinsically,the hatch distance determines the overlapping rate between adjacent tracks,which is an important parameter for SLM.The overlapping rate is typically determined by powder size,scanning speed,laser power,and thickness of the powder bed.14,15,36For SLM-processing of 316L stainless steel,a dense and smooth surface could be obtained with an overlapping rate of 30%,and tracks were typically regular and thin-shaped.15An integrated factor,termed as volumetric energy density(VED),has been presented to evaluate the combined effect of these parameters on the densif i cation of powders,including power,scanning speed,hatch distance,as well as the thickness of one powder layer.37A suitable VED is required to yield a high-density part by SLM,by controlling the energy input and the melting mechanism.37
It could be observed that obtaining continuous single tracks well bonded to previous tracks is a necessary requirement to produce a qualified single layer as well as high-density parts.A series of single tracks and single layers may be needed to optimize processing parameters.
4.Conclusions
Using sphere-shaped Nb-37Ti-13Cr-2Al-1Si pre-alloyed powders,a feasibility study on the fabrication of niobium-based alloy via SLM was performed.Conclusions were drawn as follows.
(1)Continuous single tracks could be manufactured using a proper laser power and scanning speed.Improper processing parameters resulted in the occurrence of a balling phenomenon,which could be eliminated with a higher LED value,and the continuity of single tracks was improved resultantly.
(2)Both the width of a single track and the penetration depth into a substrate increased with an increase of the LED,i.e.,an increase of the laser power and a decrease of the scanning speed.
(3)Nb,Ti,Si,Cr,and Al elements distributed heterogeneously over the melt pool,spreading in swirl-like patterns,and resulting from the convection-enhanced mass transport.
(4)Continuous single tracks were required for the formation of well-printed single layers.An excess of the hatch distance was found to fail to interconnect neighboring tracks.A proper hatch distance was required for SLM-processing of Nb-based alloys,by taking into consideration the powder size,scanning speed,laser power,and thickness of powder bed.
Acknowledgements
This study was supported by the National Natural Science Foundation of China(Nos.51471013 and 51571004).
1.Mastanaiah P,Madhusudhan RG,Satya PK,Murthy CVS.An investigation on microstructures and mechanical properties of explosive cladded C103 niobium alloy over C263 nimonic alloy.J Mater Process Technol2014;214(11):2316–24.
2.Ding F,Jia L,Yuan S,Su L,Weng J,Zhang H.Microstructure evolution of a hypereutectic Nb-Ti-Si-Cr-Al-Hf alloy processed by directional Solidification.Chin J Aeronaut2014;27(2):438–44.
3.Kong B,Jia L,Zhang H,Sha J,Shi S,Guan K.Microstructure,mechanical properties and fracture behavior of Nb with minor Si addition.Int J Refract Met Hard Mater2016;58:84–91.
4.Wang L,Su L,Jia L,Cui R,Zheng L,Zhang H.Microstructure,Mechanical properties and oxidation resistance of Nb-22Ti-14Si-2Hf-2Al-xCr Alloys.Chin J Aeronaut2012;25(2):292–6.
5.Guo Y,Jia L,Kong B,Zhang S,Sha J,Zhang H.Microstructure transition from lamellar eutectic to anomalous eutectic of Nb-Si based alloy powders by heat treatment and spark plasma sintering.J Alloy Compd2017;696:516–21.
6.Ma L,Zhang J,Yue G,Zhang H,Zhou L,Zhang H.Improvement and application of Y2O3directional Solidification crucible.Chin J Aeronaut2016;29(2):554–9.
7.Sercombe TB,Schaffer GB.Rapid manufacturing of aluminum components.Science2003;301(5637):1225–7.
8.Herzog D,Seyda V,Wycisk E,Emmelmann C.Additive manufacturing of metals.Acta Mater2016;117:371–92.
9.Zhou Y,Wen SF,Song B,Zhou X,Teng Q,Wei QS,et al.A novel titanium alloy manufactured by selective laser melting:microstruc-ture, high temperature oxidation resistance.MaterDes2016;89:1199–204.
10.Xia M,Gu D,Yu G,Dai D,Chen H,Shi Q.Selective laser melting 3D printing of Ni-based superalloy:understanding thermodynamic mechanisms.Sci Bull2016;61(13):1013–22.
11.Sander J,Hufenbach J,Giebeler L,Bleckmann M,Eckert J,Kühna U.Microstructure,mechanical behavior,and wear properties of FeCrMoVC steel prepared by selective laser melting and casting.Scr Mater2017;126:41–4.
12.Thijs L,Montero Sistiaga ML,Wauthle R,Xie Q,Kruth J,Humbeecka JV.Strong morphological and crystallographic texture and resulting yield strength anisotropy in selective laser melted tantalum.Acta Mater2013;61(12):4657–68.
13.Zhou X,Liu X,Zhang D,Shen Z,Liu W.Balling phenomena in selective laser melted tungsten.JMaterProcessTechnol2015;222:33–42.
14.Guo Y,Jia L,Sun S,Kong B,Liu J,Zhang H.Rapid fabrication of Nb-Si based alloy by selective laser melting:microstructure,hardness and initial oxidation behavior.MaterDes2016;109:37–46.
15.Wang D,Yang Y,Su X,Chen Y.Study on energy input and its influences on single-track,multi-track,and multi-layer in SLM.Int J Adv Manuf Technol2012;58(9):1189–99.
16.Wits WW,Bruins R,Terpstra L,Huls RA,Geijselaers HJM.Single scan vector prediction in selective laser melting.Add Manu2016;9:1–6.
17.Yadroitsev I,Gusarov A,Yadroitsava I,Smurov I.Single track formation in selective laser melting of metal powders.J Mater Process Tech2010;210(12):1624–31.
18.Cheikh EIH,Courant B,Branchu S,Hascoët JY,Guille´n R.Analysis and prediction of single laser tracks geometrical characteristics in coaxial laser cladding process.Opt Laser Eng2012;50(3):413–22.
19.Gu D,Shen Y.Balling phenomena in direct laser sintering of stainless steel powder:metallurgical mechanisms and control methods.Mater Des2009;30(8):2903–10.
20.Tolochko NK,Mozzharov SE,Yadroitsev IA,Laoui T,Froyen L,Titov VI,et al.Balling processes during selective laser treatment of powders.Rapid Prototyp J2004;10(2):78–87.
21.Yadroitsev I,Krakhmalev P,Yadroitsava I,Johansson S,Smurov I.Energy input effect on morphology and microstructure of selective laser melting single track from metallic powder.J Mater Process Tech2013;213(4):606–13.
22.Wang L,Wang N,Yao WJ,Zheng YP.Effect of substrate orientation on the columnar-to-equiaxed transition in laser surface remelted single crystal superalloys.Acta Mater2015;88:283–92.
23.Dai D,Gu D.influence of thermodynamics within molten pool on migration and distribution state of reinforcement during selective laser melting of AlN/AlSi10Mg composites.Int J Mac Tool Manu2016;100:14–24.
24.Zhirnov IV,Podrabinnik PA,Okunkova AA,Gusarov AV.Laser beam prof i ling:experimental study of its influence on single-track formation by selective laser melting.Mech Ind2015;16(7):709.
25.Mead-Hunter R,King AJ,Mullins BJ.Plateau Rayleigh instability simulation.Langmuir2012;28(17):6731–5.
26.Kruth J,Froyen L,Van Vaerenbergh J,Mercelis P,Rombouts M,Lauwers B.Selective laser melting of iron-based powder.J Mater Process Tech2004;149(1):616–22.
27.King WE,Barth HD,Castillo VM,Gallegos GF,Gibbs JW,Hahn DE,et al.Observation of keyhole-mode laser melting in laser powder-bed fusion additive manufacturing.J Mater Process Tech2014;214(12):2915–25.
28.Eagar TW,Tsai NS.Temperature fields produced by traveling distributed heat sources.Weld J1983;62(12):346–55.
29.Scipioni Bertoli U,Wolfer AJ,Matthews MJ,Delplanque JR,Schoenung JM.On the limitations of volumetric energy density as a design parameter for selective laser melting.Mater Des2017;113:331–40.
30.Dai D,Gu D.Thermal behavior and densif i cation mechanism during selective laser melting of copper matrix composites:simulation and experiments.Mater Des2014;55:482–91.
31.Li XP,Kang CW,Huang H,Zhang LC,Sercombe TB.Selective laser melting of an Al86Ni6Y4.5Co2La1.5 metallic glass:processing,microstructure evolution and mechanical properties.Mater Sci Eng A2014;606:370–9.
32.Khairallah SA,Anderson AT,Rubenchik A,King WE.Laser powder-bed fusion additive manufacturing:physics of complex melt flow and formation mechanisms of pores,spatter,and denudation zones.Acta Mater2016;108:36–45.
33.Bewlay BP,Jackson MR,Lipsitt HA.The Nb-Ti-Si ternary phase diagram:evaluation of liquid-solid phase equilibria in Nb-and Tirich alloys.J Phase Equilib1997;18(3):264–78.
34.Liang Y,Cheng X,Wang H.A new microsegregation model for rapid Solidification multicomponent alloys and its application to single-crystal nickel-base superalloys of laser rapid directional Solidification.Acta Mater2016;118:17–27.
35.Yadroitsev I,Bertrand P,Smurov I.Parametric analysis of the selective laser melting process.Appl Surf Sci2007;253(19):8064–9.
36.Kang N,Coddet P,Liao H,Coddet C.Macrosegregation mechanism of primary silicon phase in selective laser melting hypereutectic Al-High Si alloy.J Alloy Compd2016;662:259–62.
37.Gu DD,Meiners W,Wissenbach K,Poprawe R.Laser additive manufacturing of metallic components:materials,processes and mechanisms.Int Mater Rev2012;57(3):133–64.
杂志排行

CHINESE JOURNAL OF AERONAUTICS的其它文章
- Extension of analytical indicial aerodynamics to generic trapezoidal wings in subsonic flow
- Time-varying linear control for tiltrotor aircraft
- Global aerodynamic design optimization based on data dimensionality reduction
- Mesh deformation on 3D complex configurations using multistep radial basis functions interpolation
- Stagnation temperature effect on the conical shock with application for air
- Transient simulation of a differential piston warm gas self-pressurization system for liquid attitude and divert propulsion system