Surface integrity and fatigue behavior when turning γ-TiAl alloy with optimized PVD-coated carbide inserts
2018-04-21ChangfengYAOJiannanLINDaoxiaWUJunxueREN
Changfeng YAO,Jiannan LIN,Daoxia WU,Junxue REN
The Key Laboratory of Contemporary Design and Integrated Manufacturing Technology,Ministry of Education,Northwestern Polytechnical University,Xi’an 710072,China
1.Introduction
Light and thermal-stability alloy materials have received attentions in the aeroengine field.γ-TiAl alloy is mainly formed by titanium and aluminum.Ti and Al elements in γ-TiAl alloy can effectively improve its mechanical and thermodynamic performance.γ-TiAl alloy is used in engine components which are working under 800°C temperature,instead of nickel-based superalloy.γ-TiAl alloy has good mechanical properties,for example,high specific strength,elastic modulus,low density,and good oxidation resistance,and these characteristics make it suitable in the aircraft engine area,including turbines,compressor blades,etc.1,2Its low density can effectively reduce the weight of an engine,thus reducing the inertia of rotating parts,which is beneficial to the rotating parts.Despite that γ-TiAl alloy has attractive mechanical and thermal properties,it also has some bad material properties,such as poor ductility,thermal conductivity,fracture toughness,high brittleness,and easiness to react with tool materials.3The main problems of γ-TiAl are lamellae deformation,surface micro cracks,and higher surface roughness and residual stresses.4These defects will become initial crack extension points,eventually leading to a workpiece failure.
Domestic and overseas scholars have carried out a lot of research on the surface integrity of turning γ-TiAl alloy.Zhang5have found that the machining ability of an uncoated negative rake hard alloy cutter is better.Adhesion wear is the main wear form of cutting tools.Mantle and Aspinwall6,7have found that when turning γ-TiAl alloy,the defects of surface integrity include material pull out,surface drag,and surface hardening and cracking.A crack will reduce fatigue life,and there is no expansion of the crack;optimizing processing parameters can reduce surface defects.Sharman et al.8have found that surface damages included lamellae deformation,surface hardening,and broken TiB2.Under the conditions of little cutting depth and feed,the cracks size could be reduced.The lubrication condition and cutting speed had little influence on cutting forces,while the cutting depth had the most influence on all three cutting forces.Klocke et al.9,10have systematically studied the influences of different turning parameters,insert geometry,and lubrication conditions on the cutting surface roughness and tool wear.Considering the surface quality,machining of γ-TiAl can be intensif i ed by changing the parameters and insert geometry.The cutting depth has a smaller effect on the surface roughness than the corner radiusrε.When the feed is reduced,the roughness will decrease with an approximately linear trend.A higher cutting speed results in more severe tool wear,and higher surface quality has been found when using tools RCMX(rε=0.6 mm)than that using tools CNMA(rε=0.8 mm)in dry conditions.Tools RCMX are round,the radial relief angle is 7°,the tolerance grade is M,and X represents the shape of the screw hole.As for tools CNMA,the rhombus apex angle is 80°,the clearance angle is 0°,and the form of chip breaker is MA.Beranoagirre and de Lo´pez11have found that the cutting speed affects more on tool wear than on feeding and an increase of the cutting speed leads to worse tool wear.Ma12has found that the machining ability of physical vapor deposition(PVD)-coated hard alloy cutters is better.Wan et al.13reviewed the high-cycle fatigue behavior of γ-TiAl alloy.The formation and microstructure of γ-TiAl alloy are the key factors that affect its fatigue strength.Xue et al.14carried out a bending fatigue test on γ-TiAl alloy at room temperature.The results show that when the fatigue cycles are more than 107,the fatigue fracture is still occurring,and the surface roughness has little effect on the fatigue life.Fatigue damage often occurs at the stress concentration of the building surface.Lin et al.15studied the residual stress relaxation of the surface after shot peening in a fatigue test and found that the residual stress produced at the beginning of the test was faster and the residual stress was stable after 103cycles of fatigue.
In most of these studies,in terms of γ-TiAl,only the relationship between surface damage,roughness,and turning parameters are analyzed,lacking studies on the influences of parameters on roughness,residual stress,microhardness,and microstructure.Previous research has not been able to explore the effects of turning parameters on the metamorphic layer,let alone conclusions between turning parameters and surface integrity.The influences of tool and turning parameters on surface integrity,including residual stress,surface roughness,microhardness,and surface topography,were studied in this paper when turning γ-TiAl by using PVD-coated carbide inserts.This study plays a guiding significance on obtaining high surface quality and promotes the applications of γ-TiAl.
2.Materials and methods
2.1.Workpiece material
Extrusion forming γ-TiAl alloy was used in this study.The main chemical components are shown in Table 1.γ-TiAl alloy has good mechanical properties under high temperatures,7as shown in Table 2.
2.2.Experimental details
Cutting force and tool wear tests were conducted to investigate the effects of tool geometric parameters on the cutting force and tool wear under the condition ofvc=30 m/min,ap=0.6 mm,andf=0.08 mm/r.Experiments were performed using a CK7525 numerical controlled lathe.SANDVIK and SECO carbide blades were used in the study.Geometric parameters of SANDVIK and SECO carbide blades are shown in Table 3.The SANDVIK carbide blade is PVD-TiCN coating,the rake angle is-13°,the clearance angle is 0°,the corner radius is 0.8 mm,and the chip breaker is SM style.The SECO carbide blade is PVD-TiAlN coating,the rake angle is-13°,the clearance angle is 0°,the corner radius is 1.2 mm,and the chip breaker is MF4 style.
The effects of turning parameters on surface roughness and morphology were also obtained when using three different tools.The specific turning parameters are given in Table 4.The influences of turning parameters on the altered layer was studied when using a CNMG120408-SM tool under different turning parameters.A fatigue specimen with a length of 52 mm is shown in Fig.1.As shown in Fig.1,σrxdescribes the residual stress along thex-axis and σryis the residual stress along they-axis.The two kinds of processes are turning and turning-polishing.The turning parameters are rotation speedn=1000 r/min,feedf=0.06 mm/r,and axial cutting depthap=0.2 mm. Specimens were machined using CNMG120408-SM cutting tools.The polishing method was used until the turning mark and blasting crater were out of sight.Fatigue tests were conducted on a rotating bending fatigue testing machine QBWP-10000,at room temperature,with a sinusoidal load,the frequency of which was 100 Hz;the cycle stress ratioR=-1;the stress level was 1000 MPa.Stress relaxation tests were conducted on the same testing machine with a stress level of 410 MPa,and residual stresses tests were conducted under different cycle tests.
2.3.Cutting force and surface integrity testing
Cutting force tests were conducted by a three-component piezo-electric dynamometer type 9255B with a resonant frequency of 1.7 kHz.The dynamometer was mounted on the worktable under the tool and connected to a charge amplif i er Kistler5080A.The amplified cutting forces signal was acquired by a data acquisition card.Finally,the analogue signal wasstored in a computer using the DEWE Soft software,and the sampling rate for data acquisition was 5 kHz.The whole system was checked and calibrated prior to use.The cutting force can be divided into a three-direction force:main turning forceFz,cutting depth resistance forceFy,and feed resistance forceFx.The tool wear micrograph was watched by ZEISS SUPRA 55,and the chemical composition in the tool wear area was measured by energy dispersive spectroscopy.The surface roughness was measured by TA620.The sampling length of measuring wasln=4 mm,and the assessment length waslr=12 mm.σrdescribes the residual stress.Three discrete points were selected along the turning direction on the turned surface to obtain the roughness,as shown in region A(Fig.2).The surface morphologies were measured in a Veeco 3D optical profiler NT1100 with a magnif i cation of 20×,as shown in region A(Fig.2).The residual stress was tested using an LXRD MG2000 residual stress testing system with Cu-Ka radiation,as shown in region B(Fig.2).The exposure time was 2 s,the number of exposures was 10,the voltage was 25 kV,and the current was 30 mA.The electrolytic polishing peeling method was used to test the residual stress distribution along the depth direction.The corrodent was matched as HCl:H2SO4:HNO3:H2O=1:2:2:3.Each electrochemical processing time was set at 2 min for controlling a 10 μm stripping depth.Micro-hardness was measured using a semi-automatic digital micro-hardness testing system FEM-8000 with 100-g test force and 10 s test time in region C.In order to obtain the depth distribution of micro-hardness,a specimen was mounted in an embedded machine,followed by coarse grinding,precise grinding,and polishing.The metal lographic test sample was observed with a scanning electron microscope(SEM)Sigma 55VP(ZEISS,Germany)along the feed direction,as shown in region C.The cut section was corroded afterabrading,polishing,and corroding.Fatigue fractures for turning and turning-polishing specimens were observed with the same SEM.

Table 1 Chemical composition of γ-TiAl(unit:%).16

Table 2 Mechanical properties of γ-TiAl.

Table 3 Geometric parameters for SANDVIK and SECO carbide blades.

Table 4 specific turning parameters and the corresponding roughness.

Fig.1 Fatigue specimen.
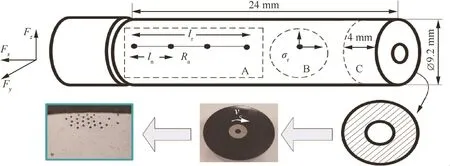
Fig.2 Surface integrity testing regions for the turning surface.
3.Results and discussions
3.1.Wear mechanism of inserts surface
Cutting forces and tool wears tests were studied under the condition ofvc=30 m/min,ap=0.6 mm,andf=0.08 mm/r.The three-direction forces obtained by two different tools are shown in Fig.3.From Fig.3,with an increase of the contact time between the cutting tool and the metal,the cutting force climbed rapidly in the initial stage,and then came into the smooth cutting process.In addition,Fzis the largest,Fyis the second,andFxis minimal for both of the blades.However,the main turning forceFzof CNMG120408-SM is about 200 N,and that of CNMG120412-MF4 is about 250 N.Klocke9,10has found that a smaller corner radius can get a smaller cutting force,and Ma12has found that PVD-TiCN tool coating is better than PVD-TiAlN coating when machining TiAl-based alloy.These findings are consistent with our conclusions.Therefore,based on the effects of the PVD-TiCN coating,with the smaller radius of the tool tip and the SM chip removalgro ove,the main turning force obtained by CNMG120408-SM was lower than that by CNMG120412-MF4.

Fig.3 Sketch maps of cutting force results.
Insert wear microscopic analysis of CNMG120408-SM and CNMG120412-MF4 was conducted by a scanning electron microscope(SEM)and an energy dispersive spectrometer(EDS)after two turnings,each time the cutting length being 24 mm and the total cutting length being about 48 mm.The SEM images and EDS analysis of the two different kinds of tools are shown in Figs.4 and 5,respectively.
From Fig.4(a),the tool’s f l ank wear(VB)of the CNMG120408-SM is 95.833 μm.In Fig.4(b),at Position 1#,the elements of the main cutting edge are workpiece contained elements,such as carbon,titanium,niobium,and aluminum.Moreover,the proportion of oxygen elements is more than that of the workpiece material,which is due to the oxidation reaction in high cutting temperatures during the cutting process.The rest of the elements are the same as those in the material itself.The elements at major f l ank Position 2#come from the cutting tool surface coating,such as boron and carbon,and the elements of the workpiece such as niobium and chromium have not been found.This shows that Position 2#is still the tool surface.From the Positions 1#and 2#element composition analysis,it can be found that when turning γ-TiAl alloy with CNMG120408-SM,cohesive wear occurred on the f l ank surface.In the turning process,the contact area between the workpiece and the insert is very small,the partial pressure is high,a thin adsorbed layer in the contact area is squeezed,and thus a new surface contact is formed.When the contact area distance reaches the atoms distance,coherence occurs,and when there is a slide in the contact area,shear failure will occur in the coherence,thus leading to cohesive wear.When turning in low and medium speeds,the cohesive wear is the main wear form of cemented carbide blades.

Fig.4 Turning tool CNMG120408-SM.

Fig.5 Turning tool CNMG120412-MF4.
From Fig.5(a),the VB of the CNMG120412-MF4 is 250.012 μm.In Fig.5(b),the main cutting edge(Position 1#)contains more niobium,titanium,and aluminum,which is because adhesive wear happened in the main cutting edge.The wear is absent in the rake face(Position 2#),and the elements are the same as those in the tool coating composition.When the tool wears,worsening of machined surfaces occurs and surface microcracks appear.17While Position 3#of the rake face contains carbon and wolf ramium,this indicates that the cutting tool coating was peeling.It can also be seen from Fig.5 that the insert material has also been obviously f l aking off.In the turning process,under high cutting force and high temperature,brittleness damage has happened on the cemented carbide blade,which made the material of the rake face peel off.
3.2.Surface roughness and surface topography
The effects of turning parameters on surface roughness in two different tools are shown in Fig.6.The surface roughness obtained by CNMG120408-SM tool is lower than that by CNMG120412-MF4.It is attributed to the different chip breaker grooves(SM and MF4).γ-TiAl alloy has a low plasticity,so the chip will scratch the workpiece surface because the chip breaker groove can’t effectively remove the chip,which leads to an increase of roughness.The chip removal performance of the chip breaker groove SM is greater than that of MF4,and the SM tool is more suitable in turning lowplasticity alloys,such as γ-TiAl.
In Fig.6(a),with an increase of the cutting speedvc,the surface roughnessRadecreased first,and then increased.It is mainly because with an increase of the cutting speed,the cutting temperature rises,the underlying metal of the chip is partially melted,the friction coefficient is reduced,the tool tumor is softening,chips take the metal molecules which are in a stagnant area away,reduce the built-up edge,and thus reduce the surface roughness.In addition,the surface roughness is highly related to the formation process of scraps,especially the formation of the built-up edge.When machining a fragile material like γ-TiAl alloy,the built-up edge and scale-f i n are a little,so the influence of the cutting speed on the roughness is small.In Fig.6(b),the surface roughnessRaincreases with an increase of the cutting depthap.The effect of the turning depth on the machined surface roughness is mainly due to a change of the turning force.With an increase ofap,the unit time cutting volume increases,and the turning force increases,which lead to a serious extrusion between the chip and the rake face.In addition,during the turning process,the vibration of an arc blade cutter is larger,and a big increase in the cutting force occurs,thus intensifying the vibration.In Fig.6(c),the surface roughnessRaincreases with an increase of the feed ratef.When calculating the mean deviation of profile arithmeticRa,Wang and Feng18think that it is about a quarter of the theoretical residual height.It can be seen that a reduction offreduces the residual height and thus reducesRa.
Surface topographies obtained by two cutting tools are shown in Fig.7.Obvious peaks and grooves can be observed on the surface.The spacing between adjacent peaks is equal to the feedf.In Fig.7(a),the surface roughnessRais 0.621 μm when using CNMG120408-SM.The maximum height of peaksRpis 2.44 μm,and the maximum depth of valleysRvis 3.57 μm.In Fig.7(b),the surface roughnessRais 0.890 μm when using CNMG120412-MF4.The maximum height of peaksRpis 3.29 μm,and the maximum depth of valleysRvis 3.56 μm.

Fig.6 Effects of turning parameters on surface roughness.
3.3.Subsurface characteristics
When turning γ-TiAl alloy,CNMG120408-SM can obtain low surface roughness,low cutting force,and little tool wear.Thus the insert CNMG120408-SM was selected to investigate subsurface characteristics.
Residual stresses distributions on subsurface under different turning parameters are shown in Fig.8.It can be seen from Fig.8 that the compressive residual stresses are very high at the surface,then decrease rapidly with depth,and finally,are stabilized at-220 MPa.The compressive residual stress was caused by thermoplastic deformation and burnishing effect.Undervc=30 m/min,ap=0.6 mm,andf=0.08 mm/r,the surface residual stress is-500 MPa,and the depth of the compressive residual stress layerhr=80 μm.Undervc=50 m/min,ap=1 mm,andf=0.08 mm/r,the surface residual stress is-700 MPa,and the depth of the compressive residual stress layerhr=120 μm.It is mainly because with increases of the cutting speed and depth,the force and temperature increased.‘Burnishing” effect is more obvious,the value and influence depth of the residual compressive stress increased.

Fig.7 Topographies of the turning surface(vc=30 m/min,ap=0.6 mm,and f=0.08 mm/r).

Fig. 8 Residual stress distribution on subsurface(CNMG120408-SM).

Fig. 9 Microhardness distribution on subsurface(CNMG120408-SM).
Micro-hardness distributions in subsurface under different turning parameters are shown in Fig.9.From Fig.9,the highest hardness appears at the specimen surface,then gradually decreases,and finally reaches the materials hardness of 320 HV.Under the condition ofvc=30 m/min,ap=0.2 mm,andf=0.06 mm/r,the surface microhardness is 470 HV,and the depth of the work hardening layerhH=80 μm.Under the condition ofvc=50 m/min,ap=0.6 mm, andf=0.06 mm/r,the surface microhardness is 550 HV,and the depth of the work hardening layerhH=100 μm.The maximum microhardness obtained previously was 1050 HV0.05,and the depth of the hardened layer was 150 μm in high speed milling of γ-TiAl.17,19
The typical micro-structures of treated specimens under different turning parameters are shown in Fig.10.A plastically deformed region is observed on the top surface.The plastically deformed region is characterized by grains that are elongated and rotated in the shot peening direction.Microstructure changes in the surface layer and pull out are observed in SEM images,19,20such as lattice generated slip,distortion,and twist,and these defects lead to surface hardening.The plastically deformed layerhpis about 20 μm thick under the condition ofvc=30 m/min,ap=0.2 mm,andf=0.06 mm/r.The plastically deformed layerhpis about 25 μm thick under the condition ofvc=50 m/min,ap=0.6 mm, andf=0.06 mm/r.It is mainly because with increases of the cutting speed and depth,the contact arc length between the cutter and the workpiece increases,then the workpiece surface temperature increases,and finally the surface plastic deformation increases.On one hand,with an increase of the cutting depth,the turning force increases,the extrusion and friction between the tool and the surface increase,and the plastic deformation increases;on the other hand,with an increase of the turning speed,the temperature increases,the material surface will appear a certain ‘softening” effect,at a continuous high temperature,the α2phase and γ phase cohesion decreases,and the grains are more likely to be elongated.Similar results have been found in previous studies.21,22
3.4.Fatigue analysis
The surface topography and roughness of fatigue specimens are shown in Fig.11.The surface morphologies under different integration processes have their own characteristics.Fig.11(a)shows the surface morphology under the process,in which the surface roughnessRa=0.43 μm.The surface texture shows clear peaks and valleys.The surface topography is determined by cutting parameters and the cutting edge geometry.23Fig.11(b)shows the surface morphology after the turning-polishing process.Polishing removed a large amount of surface turning marks and bulge,leaving the surface residual height much lower than that after turning.The surface texture is relatively flat,and the surface roughness of the specimen reduces fromRa=0.43 μm toRa=0.15 μm.

Fig.10 Microstructure on subsurface(CNMG120408-SM).

Fig.11 Specimen surface topographies and roughness after different processes.
Residual stresses distributions on subsurface after different processes are shown in Fig.12.It can be seen that the surface residual stresses are very high,then decrease rapidly with depth,and finally,were stabilized at-220 MPa.After the turning process,the surface residual stress is-560 MPa,and the depth of the compressive residual stress layerhr=80 μm.After the turning-polishing process,the surface residual stress is-310 MPa,and the depth of the compressive residual stress layerhr=120 μm.From Fig.12,the surface residual stress after the turning-polishing process is lower than that after the turning process,which is mainly because the polishing process removes the plastic deformation layer.

Fig.12 Residual stress distributions.
Fig.13 shows the distributions of the specimen microhardness after different processes.For the turning process,the surface micro-hardness is approximately 580 HV0.05,which is higher than the substrate hardness of 320 HV0.05,with a hardening layer depth of approximately 120 μm.For the turning-polishing process,thesurface micro-hardnessis approximately 600 HV0.05,a little higher than that after the turning process.On one hand,a measurement error exists in microhardness tests,and a value of 20 HV0.05is within the error range.On the other hand,the accuracy of hardness measurements is directly affected by the roughness of the measured surface.The hardening layer depth is approximately 100 μm which is lower than that after the turning process.This is mainly because the polishing process can remove the hardening layer.

Table 5 Surface residual stresses for fatigue specimens after different fatigue cycles.

Fig.14 Residual stress relaxation at surfaces of turning and turning-polishing specimens.

Fig.15 Fracture morphology of the fatigue source zone.
Stress relaxation tests were conducted on a rotating bending fatigue testing machine QBG-10000 for turning and turning polishing specimens.Surface residual stresses of fatigue specimens after different fatigue cycles are shown in Table 5.

Fig.16 Fracture morphology of cleavage for a turning-polishing specimen.
Residual stress relaxations at the surfaces of turning and turning-polishing specimens are shown in Fig.14.In Fig.14(a),the surface residual stresses of turning specimens without load cycles are higher than-500 MPa,and the compressive residual stress can be relaxed by less than 30%after 107load cycles.The residual stress for a turning specimen becomes stable at a value of 253.48 MPa after 3×107load cycles.For turning-polishing specimen,the surface residual stresses are about-400 MPa without load cycles,and the compressive residual stress can be relaxed by less than 20%after 107load cycles.In Fig.14(b),with an increase of the number of load cycles,the residual stresses gradually shift from tension stress to compressive stress.The surface residual stresses of turning specimens without load cycles are about 150 MPa,and the residual stresses become stable at a value of-170 MPa after 2×107load cycles.After 107load cycles,the residual stresses of turning-polishing specimens range from 100 MPato-100 MPa.
The fatigue lives after turning and turning-polishing processes are respectively 1.6×106and 4.9×106cycles at the same stress level.The fatigue life of the turning-polishing process is about 3 times of that of the turning process.In our previous work,24the cycle fatigue life of TB6 titanium alloy after the polishing process was increased by 20%in comparison with only milling one.The surface roughness of the specimen after the turning-polishing process(Ra=0.15 μm)is obviously lower than that after the turning process(Ra=0.43 μm),and the surface residual stress after the turning-polishing process(-310 MPa)is obviously lower than that after the turning process(-560 MPa).The change of the micro-hardness distribution is not obvious.It can be seen that the increment of fatigue life after the turning-polishing process is mainly because of the decreased surface roughness.In our previous work,24,25the fatigue lives of 7055 and Ti1023 alloys in milling and shot peening were investigated,and an increment of fatigue life for shot peening specimens was mainly attributed to the residual stress distribution.
Fracture morphologies after the turning and turningpolishing processes are shown in Fig.15.The fatigue fracture morphology can be divided into three distinct regions26:the fatigue crack initiation region(Region 1),crack propagation region(Region 2),and collapse fracture region(Region 3).The crack sources of all specimens are a smooth and f i ne clean small sector region.In this region,there are lots of radiation steps and line traces.Two fatigue sources are observed after the turning process,which is mainly attributed to the high surface roughnessRa=0.43 μm.Clear and deeper cutter marks can be seen on the specimen surface,which result in obvious stress concentration.Only one fatigue source is observed after the turning-polishing process because of the low surface roughnessRa=0.15 μm,and cutter marks are absent on the turning-polishing specimens.The fracture morphology of cleavage for a turning-polishing specimen is shown in Fig.16.Cleavage crack and quasi-cleavage are visible on the fracture surface of the turning-polishing specimen.γ-TiAl alloy has high material brittleness at room temperature.In fatigue tests at room temperature,the crack plastic deformation is small,the crack extends more easily,and the grain size of γ-TiAl alloy is large.These factors will induce a cleavage brittle fracture.
4.Conclusions
(1)A CNMG120408-SM tool with PVD-TiCN coating,a smaller tool tip radius,and an SM chip removal groove can obtain lower cutting force and lower wear.The surface roughness decreased with an increase of the cutting speed,and increased with increases of the cutting depth and feed.
(2)With increases of the cutting speed and depth,the depths of the compressive residual stress layer,hardening layer,and plastic deformation layer increased.When the cutting speed and cutting depth increased from 30 m/min and 0.6 mm to 50 m/min and 1 mm,respectively,the depth of the compressive residual stress layer increased from 80 μm to 120 μm.When the cutting speed and cutting depth increased from 30 m/min and 0.2 mm to 50 m/min and 0.6 mm,respectively,the depth of the work hardening layer increased from 100 μm to 160 μm,and that of the plastically deformed layer increased from 20 μm to 25 μm.
(3)For turning specimens,the compressive residual stress was relaxed by less than 30%after 107cycles,and stabled at a value of-253.48 MPa after 3×107cycles.For turning-polishing specimens,the surface compressive residual stress was relaxed by less than 20%after 107cycles.
(4)Compared to a turning specimen,a turning-polishing specimen has lower surface roughness,as well as thinner compressive residual stress layer and hardening layer.The fatigue life of a turning-polishing specimen withRa=0.15 μm has increased 3 times than that of a turning specimen withRa=0.43 μm.Two fatigue sources are observed after the turning process,while only one fatigue source is observed after the turning-polishing process,and the fracture of γ-TiAl alloy is cleavage fracture.
Acknowledgement
The authors gratefully acknowledge the f i nancial support for this work by the National Natural Science Foundation of China(No.51375393).
1.Loria EA.Gamma titanium aluminides as a prospective structural material.Intermetallics2000;8(9–11):1339–45.
2.Loria EA.Quo vadis gamma titanium aluminide.Intermetallics2001;9(12):997–1001.
3.Aspinwall DK,Dewes RC,Mantle AR.The machining of γ-TiAl intermetallic alloys.CIRP Ann Manuf Technol2005;54(1):99–104.
4.Sharman ARC,Aspinwall DK,Dewes D,Clifton D,Bowen P.The effects of machined workpiece surface integrity on the fatigue life of γ-titanium aluminide.Int J Mach Tools Manuf2001;41(41):1681–5.
5.Zhang H.Investigation of machinability of titanium aluminide[dissertation].Birmingham:The University of Birmingham;1995.
6.Mantle AL,Aspinwall DK.Surface integrity and fatigue life of turned gamma titanium aluminide.J Mater Process Technol1997;72(3):413–20.
7.Mantle AL,Aspinwall DK.Surface integrity of a high speed milled gamma titanium aluminide.J Mater Process Technol2001;118(1):143–50.
8.Sharman ARC,Aspinwall DK,Dewes RC,Bowen P.Workpiece surface integrity considerations when f i nish turning gamma titanium aluminide.Wear2001;249(5–6):473–81.
9.Klocke F,Lung D,Arft M,Priarone PC,Settineri L.On highspeed turning of a third-generation gamma titanium aluminide.Int J Adv Manuf2013;65(1–4):155–63.
10.Klocke F,Settineri L,Lung D,Priarone PC,Arft M.High performance cutting of gamma titanium aluminides:influence of lubricoolant strategy on tool wear and surface integrity.Wear2013;302(1–2):1136–44.
11.Beranoagirre A,de Lo´pez LLN.Turning of gamma TiAl intermetallic alloys.Am Inst Phys2012;1431(1):526–32.
12.Ma XD.Study on milling properties of Ti2AlNb intermetallic compounds[dissertation].Nanjing:Nanjing University of Aeronautics&Astronautics;2014.
13.Wan WJ,Han W,Zhang J.Basic characteristics of TiAl alloy high cycle fatigue behavior.Mater Rep2014;28(23):8–11[Chinese].
14.Xue HQ,Tao H,Bathias C.Reaseach on high cycle bending fatigue of TiAl alloy.Mech Strength2008;30(1):112–6[Chinese].
15.Lin YZ,Zhou SQ,Cao R.Tensile fatigue fracture mechanism of TiAl based alloys.Mech Eng Mater2013;37(10):25–8[Chinese].
16.Priarone PC,Rizzuti S,Rotella G,Settineri L.Tool wear and surface quality in milling of a γ-TiAl intermetallic.Int J Adv Manuf Technol2012;61:25–33.
17.Priarone PC,Klocke F,Faga MG,Lung D,Settineri L.Tool life and surface integrity when turning titanium aluminides with PCD tools under conventional wet cutting and cryogenic cooling.Int J Adv Manuf Technol2016;85:807–16.
18.Wang X,Feng CX.Development of empirical models for surface roughness prediction in f i nish turning.Int J Adv Manuf Technol2002;20(5):348–56.
19.Kolahdouz S,Arezoo B,Hadi M.Surface integrity in high-speed milling of gamma titanium aluminide under MQL cutting conditions.In:Institute of Electrical and Electronic Engineers,editors.The 5th IEEE Conference on Thermal Power Plants;2014 Jun 10–11;Tehran,Iran.IEEE;2014.p.62–9.
20.Kolahdouz S,Hadi M,Arezoo B,Zamani S.Investigation of surface integrity in high speed milling of gamma titanium aluminide under dry and minimum quantity lubricant conditions.In:Selige G,Yusof NM,editors.The 12th global conference on sustainable manufacturing-emerging potentials;2014 Sep 22-24;Johor Bahru,Malaysia.Procedia CIRP;2015.p.367–72.
21.Yao C,Zuo W,Wu D,Ren J,Zhang D.Control rules of surface integrity and formation of metamorphic layer in high-speed milling of 7055 aluminum alloy.Proceed Inst Mech Eng Part B J Eng Manuf2015;229(2):187–204.
22.Yao C,Wu D,Tan L,Ren J,Shi K.Effects of cutting parameters on surface residual stress and its mechanism in high-speed milling of TB6.Proceed Inst Mech Eng Part B J Eng Manuf2013;227(4):483–93.
23.Waikar RA,Guo YB.A comprehensive characterization of 3D surface topography induced by hard turning versus grinding.J Mater Process Technol2008;197(1):189–99.
24.Yao C,Wu D,Ma L,Tan L,Zhou Z.Surface integrity evolution and fatigue evaluation after milling mode,shot-peening and polishing mode forTB6 titanium alloy.ApplSurfSci2016;387:1257–64.
25.Yao C,Ma L,Du Y,Ren J,Zhang D.Surface integrity and fatigue behavior in shot-peening for high-speed milled 7055 aluminum alloy.Proceed Inst Mech Eng Part B J Eng Manuf2017;231(2):243–56.
26.Dong J,Liu WC,Song X,Zhang P,Ding WJ,Korsunsky AM.influence of heat treatment on fatigue behavior of high-strength Mg-10Gd-3Y alloy.Mater Sci Eng,A2010;527(21):6053–63.
杂志排行

CHINESE JOURNAL OF AERONAUTICS的其它文章
- Extension of analytical indicial aerodynamics to generic trapezoidal wings in subsonic flow
- Time-varying linear control for tiltrotor aircraft
- Global aerodynamic design optimization based on data dimensionality reduction
- Mesh deformation on 3D complex configurations using multistep radial basis functions interpolation
- Stagnation temperature effect on the conical shock with application for air
- Transient simulation of a differential piston warm gas self-pressurization system for liquid attitude and divert propulsion system