回转体内多边形旋摆加工技术研究*
2018-04-20熊越东
熊越东
(苏州工业职业技术学院 精密制造工程系,江苏 苏州 215214)
0 引言
目前,在电子或家用电器产品中需要大量的方孔或六方孔等内多边形元器件加工,例如此类产品中的管接口加工等。这些产品中的多边形内孔可以用插床插制,也可以由专用拉刀加工,当然还可以在冲床或火花机上加工。但这些加工方法不是加工效率不高就是加工成本较高,比如昂贵拉刀的使用。因此需要研究新的高效加工方法。本文从多边形形成机理入手,在多边形加工过程中探讨利用简单的椭圆参数方程代替较为复杂的摆线参数方程的优势,深入分析旋摆加工原理,并在此基础上建立的工艺系统内加工出内多边形工件,由此验证了该技术加工内多边形零件的有效性。
1 数学模型
在车床或卧式镗床上工件进给镗孔时,如果工件直线进给运动与刀杆回转轴线不平行,那么刀尖点的轨迹就是椭圆[1],如图1所示。

图1 镗孔时出现的圆度误差
在数学上,因为椭圆方程是摆线方程的特例,所以首先给出摆线的轨迹方程[2-5]。如图2所示为任意起始位置的摆线发生轨迹,发生圆上任意一点P的运动轨迹可由式(1)表达为:

(1)
其中,θ=(1-R/r)a,a≥0°;R为基圆半径;r为发生圆半径;e为P点到发生圆圆心的距离;β为起始点位置角。
如果发生圆位于水平位置,起始点位置角为零;此时,设R=2r,当发生圆由位置I纯滚动到位置II时,则P点的轨迹可简化为式(2):

(2)
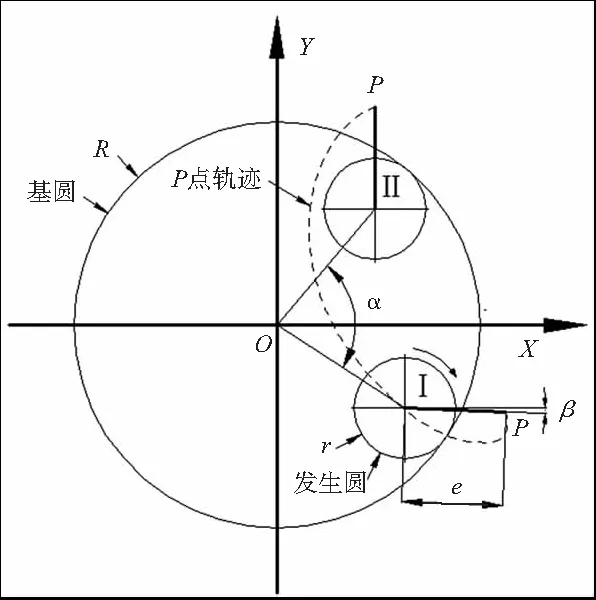
图2 摆线生成轨迹
此结果是一个椭圆参数方程,由此可以得出:参数r和e将影响椭圆的形状,P点的轨迹随着这两个参数的改变而改变。
由上述两个方程组可以看出椭圆参数方程比摆线参数方程简单,影响的参数少,也就意味着在实际生产过程中用椭圆加工代替摆线加工,其工艺系统调整更简单、易操作,因此,在多边形零件的加工中采用椭圆加工法效果更佳。
2 加工原理
从机械原理的角度讲,椭圆加工过程中的工件和刀具的相对运动就相当于行星轮系中的太阳轮和行星轮的纯滚动[6-8];在这里可以将工件看作太阳轮,那么刀轴除了自转外还绕着工件轴做行星运动,且两个轴的转速比是一个定值。如果加工工件的外表面,即工件轴线远离刀尖运动曲线曲率中心时称为“外切法”,反之则称为“内切法”。如图3、图4所示。
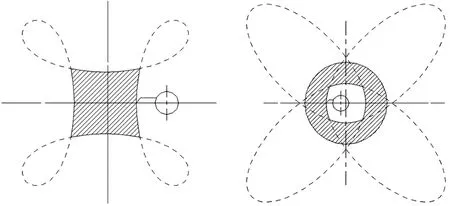
图3 外切法加工 图4 内切法加工
外切法很容易理解。有了前述圆度误差模型,内切法也容易理解了。事实上,如果在镗床上刀杆的对称位置(相隔180°)分别放置两把镗刀进行加工,由于镗杆回转轴线的摆动,加工后内孔就会呈现如图5所示的椭圆形状。进一步,如果取合适的摆动倾角和切削参数,通过刀杆的旋转摆动使刀具和工件在相对运动中,刀具转过一个边,工件相应也转过一个边,即可加工出方孔[9]。同理,也可以加工出正六边形孔(图6所示)、正八边形孔等。这就是所谓的椭圆加工法,又因为在加工过程中刀杆在与工件同向转动的同时一直做旋转摆动,所以将此法又称为旋摆加工法。
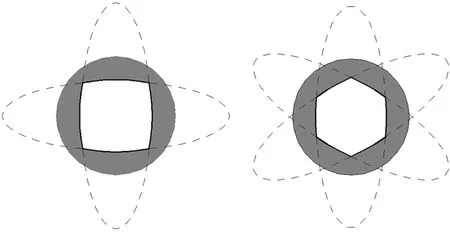
图5 四边形椭圆加工轨迹 图6 六边形椭圆加工轨迹
由于在众多的产品中多以偶数多边形为主,因此,实际上在大多数情况下多采用椭圆加工代替摆线加工。椭圆加工转速比是一个定值,如此一来,机床的控制也就简单了,而且生产效率高。需要注意的是:椭圆加工是多刀加工方式,加工直槽需要一把刀,加工方孔需要两把刀,加工六方孔需要三把刀,以此类推。刀具之间的夹角为:
φ=360°/z
(3)
其中,z为刀具数。
3 加工工艺系统构建

图7 旋摆加工机床简图
从上述分析可以知道:椭圆加工运动是由工件轴与刀具轴之间的行星运动形成。也就意味着工件轴旋转时,刀具轴也必须随之旋转,且它们之间的转速比是一个定值,因此椭圆加工运动由2个平动坐标X、Z和两个转动坐标a1、a2合成。机床结构如图7所示,2个移动的拖板是:X轴小拖板使工作台前后移动,Z轴大拖板使其上的小拖板及其伺服电机装置左右移动,X轴与Z轴相互垂直;a1为工件轴的转动坐标,a2为刀具轴的转动坐标,工件轴与刀具轴平行。
为达到椭圆加工定转速比的目的,机床采用了电子齿轮箱系统,刀具轴动力头固定在小拖板上可以独立驱动,不受进给的限制。机床可以加工外多边形,也可以加工内多边形,其区别在于采用不同的刀具及其夹具。加工外多边形零件时,要根据加工的边数确定刀盘上的偏刀数。加工多边形内孔时,可根据边数更换刀头。如加工方孔,选用如图8所示四边形刀具;加工六方孔,则选用六边形刀具。为使刀具能顺利进入预加工孔内进行切削,并且不与已加工孔壁接触,刀具的切削刃后角间隙为1°左右,刀体呈倒锥形。

图8 四边形刀具
为实现旋摆加工,在刀柄内置了旋摆机构,并使刀头和刀柄的回转轴线成一定的偏角如图9所示,由于偏角的存在,刀头可倾斜地切入工件内部。在刀头的旋摆中,其上切削刃沿工件上预加工圆孔圆周连续去除材料,最终加工出所要的多边形内孔形状。
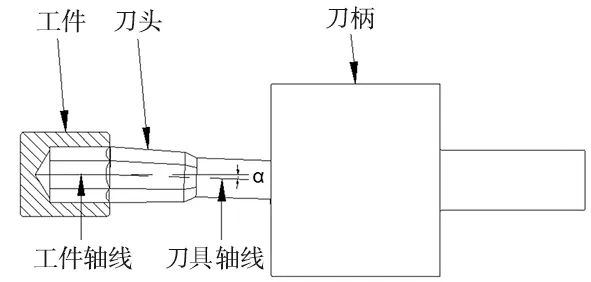
图9 加工位置示意图
4 应用实例

图10 已加工零件
一般情况下,加工多边形内孔是最后一道机加工工序,因此在此工序前应选择合理的预加工孔尺寸,同时,还要在孔口处进行倒角[10]。现以加工正四边形孔为例说明加工参数的选择。
欲加工正四边形内孔内切圆的直径为12mm,则预加工圆孔直径取实验值11.9mm,预加工孔要比方孔深,一般要大于方孔深的1.5倍。此外,预加工孔口(倒角处)直径应略大于正四边形内孔外接圆直径,倒角为45°。预加工圆孔加工好后,将工件装夹在上述机床的工件主轴上,用四边形刀具就可以在十几秒钟之内快速地加工出如图10所示的四方套筒。
5 结论
本文通过内多边形刀具加工路线数学模型的建立过程,分析了以椭圆曲线代替直线的椭圆加工基本原理,在此基础上建立了旋摆加工技术工艺系统。通过在此系统上加工的实例验证了该技术的有效性和实用性。同时因该技术采用椭圆多刀加工方式,所以由此建立起来的工艺系统调整简单,易于控制。在产品生产过程中不仅节约了生产成本,缩短了生产周期,而且大大地提高了生产效率。
[参考文献]
[1] 张世昌,李旦,高航. 机械制造技术基础[M]. 北京:高等教育出版社,2007.
[2] 熊越东,曹建东,陈希,等. 基于多开发平台的内摆线加工仿真[J]. 组合机床与自动化加工技术,2011(11):109-112.
[3] 熊越东,高红,张祖权,等. 基于内摆线模型的高效数控加工技术研究[J]. 煤矿机械,2012(6):135-136.
[4] 李长春,熊越东,胡炜,等. 旋分机床样机的建模仿真与实现[J]. 机床与液压,2016,44(14):14-17.
[5] 刘永新. 数学摆线在车床上进行多边形切削的应用[J]. 木材加工机械,1999(1):13-15.
[6] 董黎敏,张植仓,熊越东,等. 基于Vericut的直槽连续加工仿真的实现[J]. 组合机床与自动化加工技术,2007(12):71-76.
[7] 葛秀光,李佳. 摆线在端面直槽类零件加工中的应用[J]. 上海大学学报,2004,8(z1):120-123.
[8] 葛秀光,李佳,王丽苹,等. 摆线在多边形零件加工中的应用[J]. 机床与液压,2005(2):45-47.
[9] 曾秩平. 展成法加工内多边形[J]. 化工矿山技术,1978(6):42-45.
[10] 王海,王忠平. 铝型材无圆角六方孔加工新工艺[J].新技术新工艺,2015(3):15-16.
(编辑李秀敏)