一种固定后组合灯LED模组的热熔设备设计
2018-04-20陈德立陈振宇董天放
陈德立,陈振宇,舒 奎 ,董天放
(1.大连工业大学 信息科学与工程学院,辽宁 大连 116034;2.比亚迪汽车工业有限公司 汽车工程研究院,广东 深圳 518118)
0 引言
后组合灯是汽车主动安全的重要组成部分,而其主要的发光源就是采用LED灯,由于大功率LED 芯片散热困难,后组合灯模组化的研发应运而生[1-2]。后组合灯的核心部件就是LED模组,而后组合灯装配关键工序是本体与LED模组的熔接。热熔的效果直接影响后组合灯的配光性能及LED的寿命,热熔点表面光亮程度、是否拉丝等细节都会影响整车的品质[3]。早期汽车后组合灯的热熔是由工人进行熔接的,手动逐个焊接,焊接效果差。为提高生产效率,将焊点累加到一个模块上,由单一的热源进行加热,后组合LED模组熔接效率得到了一定的提高。但是这种方式对于面积小、结构简单的工件熔接效果较为理想,便于保证加热面的均匀[4]。当需要加工的工件结构复杂或者体积较大时,会造成工件受热不均匀,导致熔点拉丝、未熔,一致性差。汽车后组合灯LED模组结构复杂,熔点小而多,热熔点排布空间性强,如果采用单热源模块熔接的方式,会出现热温度控制不精确、传热不均匀,无法满足生产要求。充分考虑到塑料工件脱模后缩水现象,为了达到良好的热熔效果,结合塑料材质熔点特性,开发出单点温控熔接的热熔设备。热熔设备每个热熔头与热熔点的同轴度及安装高度均可调整,并对需要热熔的工件通过工装固定;对于外观相似后组合灯,可通过调整热熔头的数量或布置,实现热熔设备的快速切换,减少热熔工装的开发种类,降低生产成本;热熔头的温度进行实时热熔头的温度进行实时采集和监控,做到恒温智能控制。
1 热熔设备总装及工作原理
1.1 热熔设备总装图
为了生产方便,运用柔性化的设计理念,轿车后组合灯LED模组支架热熔设备由设备主体及独立模架两大部分组成,整体结构紧凑,自动化程度高,只需通过更换模架,可适用不同车型同类产品的生产。如图1所示是热熔设备总装实物图,由工控机、举压机构、加热机构、送料机构、工作台、机架等组成。

1.举压机构 2.操作面板 3.加热机构 4.送料机构 5.机架
热熔设备集成了两个工位,生产效率得到了极大的提升,同时配备双启动按钮及送料、出料滑台,保证操作者的安全生产。热熔设备具有自动与手动两种工作模式,同时配备了人机界面,可手动设置参数、温度及实时显示等,还有故障报警、自动停机以及显示报警信息等功能。
1.2 热熔设备的工作原理
热熔设备采用两工位同时加工的方式,当检测到工装到位后,举压机构动作带动热熔头向下移动,加热管热熔头对准每一个热熔点,热熔头到位后加热LED灯熔接点使其熔化[5]。热熔头复位后风扇动作,快速的对熔接点降温,LED灯带被固定到LED模组本体上,然后进入下一个工件加工环节。
2 热熔设备机械装置设计
2.1 举压机构
举压机构主要由平衡吊、气缸、导轨、垂直移动总成、快速换装总成等组成[6],如图2所示。通过气缸提供动力,带动与快速换装总成相连接的加热机构垂直移动。为了适应高速化的自动化生产线的要求,提高设备生产计划弹性,提升附加价值而专门设计了快速换装部件。其组成由设备主体的快速夹头、模架通用接口以及快速给电给气等部分组成。快速夹头既有快速夹紧功能,又能起到定位自动找正的作用[7],快速换装部件采用常闭结构,工作期间即使断电断气,模架也不会掉落,安全可靠。换装过程简单快捷,只需把模架放到滑台上即可,设备能够自动完成进退模架。

图2 举压机构
2.2 加热与送料机构
如图3中A部分所示是热熔设备加热机构。为了便于新车导入时所需的后组合灯工件进行熔接,实现共线生产,加热机构采用独立模架结构,其配备通用电气接口,可快速与设备主体对接,成为一台完整的设备。主要结构有:上下模支架、加热管锁紧结构、预压结构、加热总成及产品工装等组成。加热管锁紧采用装配容易的胀紧套结构,可以保证加热管的同轴度,高度又可调整,工作中降低磨损,增加设备的使用寿命[8]。

图3 加热和送料机构
送料机构如图3中B部分所示,完成对封装后的工件的水平移动。主要作用是在有限的工作范围内,方便操作者放置样品,满足生产工件生产对中的要求。
2.3 气动驱动回路
在气动回路中,气缸通过电磁阀得电、失电而产生前进、后退或者上行、下降的运动[9-10],由此实现垂直与水平移动机构动作的功能,如图4所示。快速换装部件气缸通气后伸出,钢珠复位,工装模架与夹头分离,气缸回复由缸内弹簧控制。气缸为热熔机的动作部件提供动力,气源统一供给,降低工作环境的噪声。
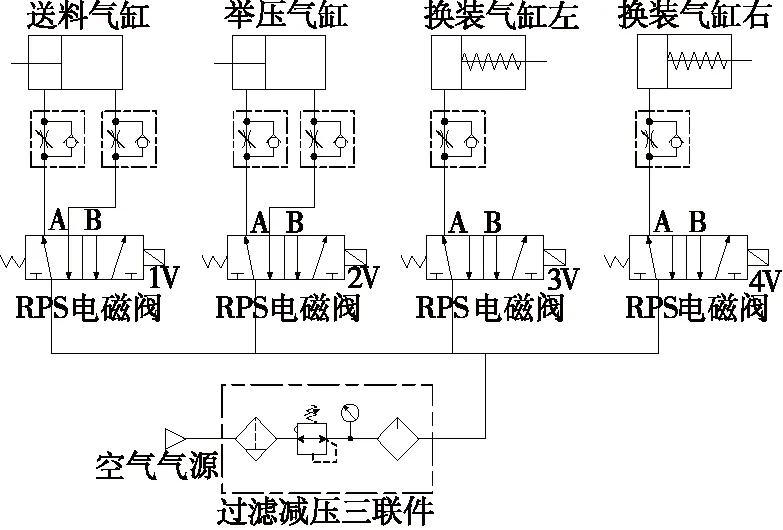
图4 气动原理示意图
3 电气系统设计
3.1 硬件电路设计
热熔设备系统由智能型电控柜(包括7寸触摸屏、PLC恒温控制系统、DC24V电源、断路器、交流接触器、中间继电器),48路固态继电器,48路加热管和48路温度传感器以及供电主回路构成。系统以欧姆龙CJ2M-CPU35 PLC为控制核心,具有程序容量大,运算速度高,可扩展性强的优点[11]。PLC使用输入模块CJ1W-ID211与输出模块CJ1W-OD211作为扩展单元;12台温度控制单元共48路温度传感器输入及48路继电器输出。
3.1.1 系统主电路
系统主电路采用三相五线制供电,两路断路器和接触器电路分别给24路加热管供电(加热管R1-R48采用AC220V供电),断路器作设备的短路保护。合上断路器QF2或QF3后,接触器KM1或KM2主触点吸合,由温度控制单元控制固态继电器KA1-KA24或KA25-KA48的触点闭合,加热管R1-R24或R25-R48开始加热,每相电路供应8路加热管。在加热管供电线路上装设浪涌保护器,来防止电源通断产生的瞬时电流过大给加热管热熔头造成损坏。
3.1.2 系统控制电路
热熔设备采用双工位系统,其中一工位双启动按钮(ID-A0)和二工位双启动按钮(ID-B0)分别控制一工位和二工位的启动运行,采用的双启动按钮能有效的保护电路。复位按钮(ID-A1)为设备的报警复位位;停止按钮(ID-B1)控制设备运行动作的停止及两个主接触器(KM1、KM2)的通断;其他触点控制反映设备状态的指示灯以及气缸执行机构控制点,图5为控制系统的输入回路。

图5 控制系统的输入回路
系统的输出控制回路中有24个输出控制点,其中点OD-A0~OD-B7为PLC输出软继电器触点,点OD-A0和OD-B0控制主接触器通断[12],其他输出点反映设备运行状态指示灯、吹气降温风扇动作以及气缸执行机构运行等控制,图6为控制系统的输出回路。

图6 控制系统的输出回路
3.1.3 恒温控制系统
热熔设备的恒温控制系统以PLC作为控制器,使用欧姆龙温度控制模块,应用闭环控制原理达到对加热管温度的控制。在温度控制回路中有12台温度控制单元的共48个K型热电偶对一、二工位的热熔加热设备进行温度信号的采集,实现恒温控制,防止温度不满足热熔要求,图7为温度控制回路。
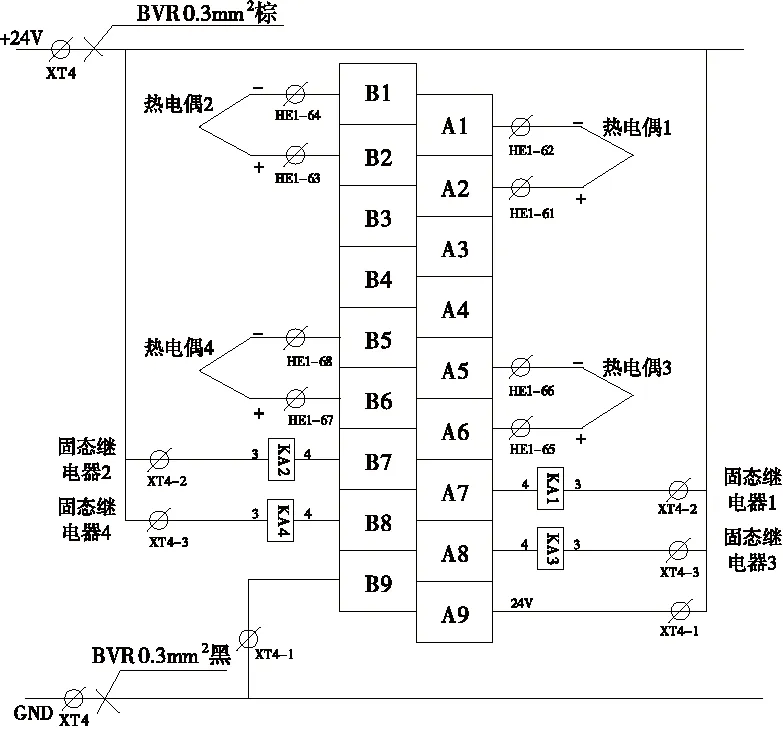
图7 温度控制回路
通过加热管加热热熔头,温度传感器和温控模块进行实时采样,控制器通过温度传感器检测的信号做出动作,当设备的热熔头温度低于温度设定值时,输出控制信号启动加热管开始加热,通过加热管加热使热熔头温度达到设定值。如果热熔头温度超过设定值,控制器停止信号输出使加热管停止加热,热熔头温度下降回到设定值。如此循环往复控制,使热熔头温度稳定在允许的设定温度值波动范围,达到恒温控制要求。
3.2 系统的软件设计
热熔设备系统稳定运行的关键在于PLC程序设计、触摸屏组态的合理性与可行性和温度控制模块的参数设置问题。从生产线操作人员的角度出发,生产设备的操作需求为:“送料→启动→出料”。设备后台运作通过完全程序自动化实现,如图8所示为热熔设备工作流程。
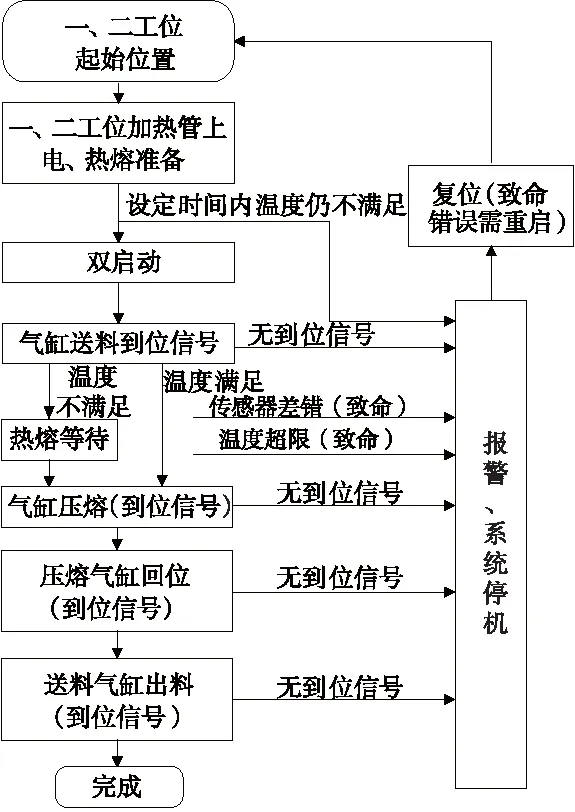
图8 热熔设备工作流程
在对温度控制模块设置中,输入信号选择K型热电偶的采集温度数据,由图7知温度控制单元可以执行4个控制回路的基本ON/OFF 控制或PID 控制,在本系统中选择ON/OFF 控制。在ON/OFF控制时,当 PV(显示)值低于SV(设定)值时控制输出为 ON,当PV值大于或等于SV值时控制输出为OFF。当系统检测的信号不到位,会及时的报警,若出现致命错误时停机待检。
CPU单元与温度控制单元间的数据实时传输,通过分配给作为特殊I/O 单元的温度控制单元传送给CPU 单元的CIO 和DM 区中的字来执行的。操作数据在在DM区中的数据传输给温控单元进行初始化数据,可以交换报警模式、报警迟滞以及使电源处于ON或者重新启动。CIO区和DM区的字可以与温控单元通过I/O刷新连续的交换参数。
3.3 人机界面设计
人机界面是系统与用户进行信息交互的媒介,良好的人机界面设计使系统更加人性化[13]。图9所示为热熔设备的人机交互主界面,主要体现了控制系统的通信连接状态,在主界面上可以查看到所有设备的连接关系。该设备的监控主画面具有系统状态指示、加热电路送电、预热完成指示、生产计数、温度模块传感器差错指示、控制操作以及各个子界面进入选择。

图9 设备主操作界面
4 热熔效果分析
该热熔设备已经在企业投入使用,解决了汽车后组合灯LED模组熔接的难题,热熔效果良好,热熔接点无拉丝,操作方便安全,符合加工熔接的设计要求,可适用于不同车型同类产品的生产,系统控制可以实现参数一键推送。图10是人工热熔与设备热熔的效果对比。

(a) 人工热熔
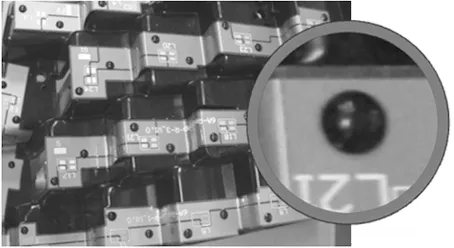
(b) 设备热熔图10 LED模组热熔图
单点熔接的工艺,对大工件产品的加工提供参考,还可以有效的降低能源消耗。通过该设备研发,可以应对各种形状复杂、焊点多的工件,可以应用在汽车门板热熔、手机外壳等塑料热熔领域。
5 结论
解决了后组合灯LED模组熔接的难点,完成了热熔设备的机械设计和装配,对热熔的恒温智能控制进行了深入研究,实现了热熔设备的自动化生产。该设备对不同车型后组合灯LED模组熔接时,只需更换加热机构模架,具备柔性化设计理念。运行结果表明,产品具有一致性程度高,热熔效果好的优点,提升了生产效率及品质,满足了企业的生产需要,拥有广泛的应用前景。
[参考文献]
[1] 孙小峰,昌进. 汽车灯具模态分析及结构优化设计[J]. 中国照明电器,2014(7):5-8.
[2] Gorecki K, Ptak P. Modelling LED lamps with thermal phenomena taken into account[C].International Workshop on Thermal Investigations of ICS and Systems, 2016:202-207.
[3] 朱永明,郑怀,罗小兵. 双层基板LED车灯模块及其散热性能研究[J]. 工程热物理学报,2016,37(2):390-393.
[4] 陆敏智,许平平. 一种双轴伺服热熔机的研制[J]. 机电工程技术,2016(8):125-128.
[5] 赵雷,张华. 基于FluidSIM的热熔机气动系统设计与仿真[J]. 轻工科技,2015(5):48-49,83.
[6] 藤森洋三.机构设计实用构思图册[M]. 贺相,译.北京:机械工业出版社,1990.
[7] 李西洋,成斌,李成松,等. 播种机机架焊接机器人柔性工作站设计[J]. 组合机床与自动化加工技术,2016(1):49-51,58.
[8] 辛向东. 带轮胀紧套的结构改进[J]. 金属加工(冷加工),2016(12):52-53.
[9] 王小娟,胡兵. PLC和触摸屏在多自由度气动机械手系统中的应用[J]. 组合机床与自动化加工技术,2016(3):58-60,63.
[11] 倪彤,伍枫,程银燕.电气及PLC控制技术[M].北京:中国铁道出版社,2011.
[12] 瞿义勇.民用建筑电气设计规范[M].北京:机械工业出版社,2010.
[13] 李轶军,刘毅,孟凡杰,等. HMC在直角坐标机器人自动控制中的应用[J]. 组合机床与自动化加工技术,2017(3):77-79.