全自动深压纹机机架的应力分析及结构改进
2018-04-02李建功郝国凯
李建功,郝国凯
(华北理工大学 机械工程学院,河北 唐山 063210)
0 引言
深压纹机是纸制品、塑料、皮革等印刷品表面整饰加工的一种重要设备,广泛用于包装装潢、产品广告、书刊封面、彩盒面纸、请柬和其他特殊产品表面的压纹加工[1]。机架是深压纹机的重要组成部分,各种关键零部件都以其为基体,同时还要承受压纹机工作时的全部载荷,所以机架的强度和刚度是否满足工作要求直接关系到深压纹机的可靠性、安全性及工作寿命等[2]。
本文以某机械厂生产的新型全自动深压纹机机架为研究对象,通过ANSYS Workbench对机架在承受最大载荷情况下(满载工况)进行应力分析,并结合分析结果对该机架结构进行改进,使压纹机机架的强度与刚度得到很好的提升。
1 深压纹机机架的受力分析
深压纹机做上下往复运动的动平台与固定的上平台产生挤压即可完成一次压纹动作,其压纹原理如图1所示。在机器的实际工作中,必须将压纹模板与上平台进行调试,使动平台与上平台压合时保证两者之间的受力均匀,从而达到高精度压纹的要求。
与空行程相比,压纹机压纹过程运行速度较慢,时间相对较长,故压纹时的载荷可以近似看作静载荷[3],机架上平台可以简化为简支梁模型对其进行受力分析,如图2所示。
机架上平台弯曲正应力应满足:

(1)
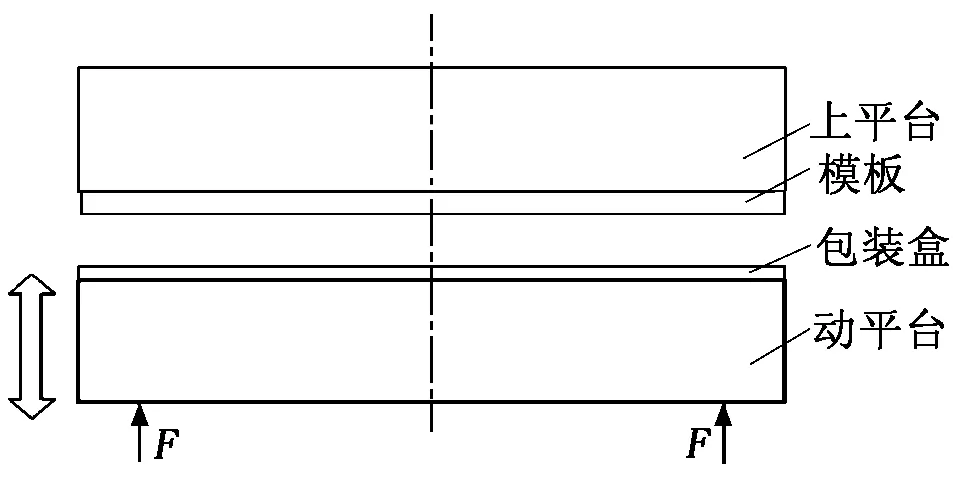
图1 压纹机压纹原理
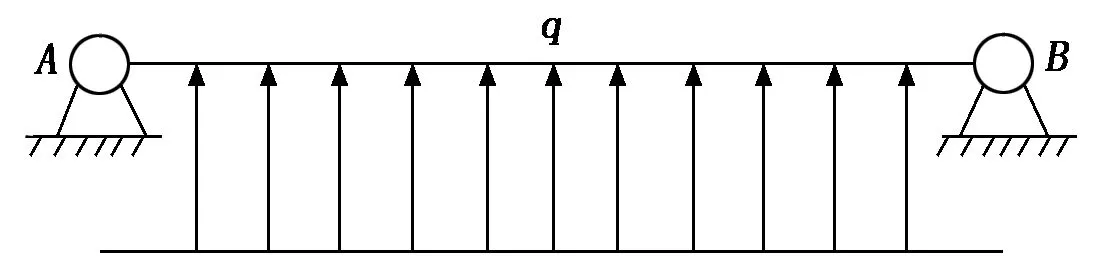
图2 机架上平台受力分析
上平台弯曲切应力应满足:
(2)
其中:FS,max为上平台的最大剪切力;SZ,max为剪切力的最大截面积;δ为上平台厚度。
上平台刚度应满足:
(3)

(4)
其中:ymax为上平台最大挠度;θmax为上平台最大转角;[y]为上平台的许可挠度; [θ]为上平台的许可转角;E为材料的弹性模量。
在深压纹机工作时,机架墙板主要承受轴向拉力,仅考虑抗拉强度即可。墙板强度应满足:

(5)
其中:F为机架墙板轴向拉力;S为墙板的横截面积;[σ]为许用强度。
2 深压纹机机架的有限元分析
2.1 深压纹机机架模型的建立
为了减少计算时间,在保证深压纹机机架强度与刚度的前提下,删除一些对机架分析影响较小的圆角与倒角等不必要的特征[4],简化后的机架模型如图3所示。
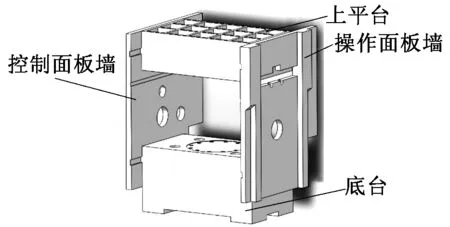
图3 简化后的机架模型
2.2 材料模型的建立与网格的划分
机架的材料为Q235,其弹性模量为221 GPa,泊松比为0.28,密度为7 800 kg/m3,屈服强度为235 MPa。在有限元分析之前,需要对机架做网格的划分,设置网格大小并划分后产生139 410个单元和216 002个节点。机架网格划分情况如图4所示。

图4 机架网格划分情况
2.3 约束及载荷的设置
根据深压纹机机架实际工作时的情况,对深压纹机机架底台的4个支撑台底部施加固定约束(Fix-Support),以模拟地面对机架的固定和支撑;深压纹机在满载工况下,机架上平台受到垂直于平台且方向向上的载荷,其值可以达到100 t,故对上平台施加向上的100 t的力;最后,对满载工况下的机架整体施加重力。
2.4 仿真结果分析
通过对深压纹机机架的有限元分析,得到了满载工况下机架的应力分布云图,如图5所示。从图5可以看出,应力最大出现在操作面板窗口左上角处,最大应力值达到了118 MPa,机架操作面板墙受力并不均匀,并出现了应力集中的现象。
通过对机架的受力分析可知,深压纹机在满载工况下工作时,机架的上平台部分承受较大的载荷,可能由于机架刚度并不是足够大,以至于机器工作时造成机架操作面板墙处应力相对较大。同时,操作面板墙上有一个窗口,在机器工作时机架两侧的面板除了承受较大的拉应力外,还承受了一定的弯矩作用[5],造成了窗口拐角处产生一定的应力集中,导致此处成为相对薄弱的部位。
3 深压纹机机架的结构改进
应力集中在工程上造成了极大的破坏,在机械零件结构上应尽量减少应力集中的现象。为了减少应力集中,机械零件中应减少尖锐转角的出现。由理论分析可知,当圆角或倒角的曲率半径趋向于零时,其应力集中系数趋向无穷大,用圆角或倒角代替尖锐转角能有效缓解应力集中的现象[6]。所以,机械零件中常用倒角或圆角来保证构件外形的圆滑过渡,从而降低应力集中现象的发生。
为了降低操作面板墙窗口的最大应力值,在窗口的各个拐角处添加倒角或圆角,改进后的操作面板墙如图6所示。
为了验证改进后深压纹机机架的力学性能,对改进后的机架施加与原机架完全相同的载荷和约束,得到改进后机架的应力分布云图,如图7所示。
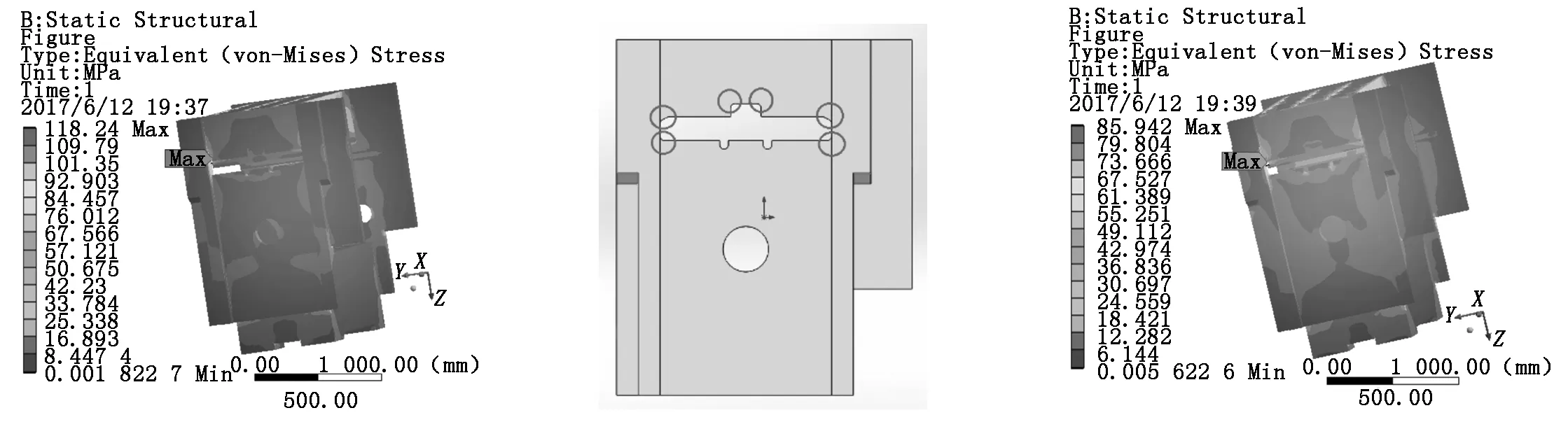
图5机架的应力分布云图图6改进后的操作面板墙图7改进后机架的应力分布云图
由图7可以看出,改进后机架的最大应力仍出现在操作面板窗口的左上角处,但最大应力值降低到85 MPa,与改进之前相比约降低了28%。
4 结语
通过 ANSYS Workbench软件对深压纹机机架进行了有限元分析,掌握了机架的受力情况,得出其相对脆弱的部位,其应力值达到了118 MPa,虽然未超过Q235的屈服极限,但在承受一定的应力循环后,该部位有很大机率被破坏。在此基础上,保证机架质量未增加过多的前提下,对机架操作面板墙结构进行了改进,使最大应力值降低到了85 MPa,机架的力学性能得到了显著提高,有效地提高了机架的使用寿命。
参考文献:
[1]康启来.做好压纹机的调试和正确操作[J].中国包装,2010,30(10):32-34.
[2]倪晓宇,易红,汤文成,等.机床床身结构的有限元分析与优化[J].制造技术与机床,2005(2):47-50.
[3]薛超志,齐元胜,张伟,等.模切机机架的有限元分析[J].包装工程,2011(9):62-65.
[4]刘鑫,张祥林,冯科.基于ANSYS Workbench的冲压机械手机座优化设计[J].机械制造与自动化,2014(6):197-200.
[5]高翔,胡淼.框式热压机机架有限元分析及结构优化设计[J].机械设计,2009,26(4):62-64.
[6]亓秀梅,高创宽.轴类零件应力集中系数的理论研究[J].工程设计学报,2002,9(1):7-11.
