基于FANUC 0i系统的正八边形周边倒角及拐角圆弧过渡宏程序应用研究
2018-03-30严瑞强陈贤清肖善华
严瑞强 陈贤清 肖善华
(宜宾职业技术学院,宜宾 644003)
随着现代制造业的普及和发展,数控加工技术在世界各国得到广泛应用,CAD/CAM软件的应用也很普遍,但手工(宏程序)编程依然存在。文中通过对正八边形周边倒角及拐角圆弧过渡宏程序应用研究,在数控应用和数控职业教育领域掀起了学习宏程序的热潮。
1 宏程序概述
迄今为此,尽管各种CAD/CAM软件日趋普及,但手工编程是基础,各种“疑难杂症”的解决往往还得依靠手工编程;且手工编程可用变量,即宏程序的应用。宏程序可以使用变量,并给变量赋值,变量之间可以运算,程序运行可以跳转。
其最大特点是将有规律的形状或尺寸用宏程序完整表达出来,即使再复杂,程序篇幅也较短小精悍,可以说任何一个合理、优化的宏程序,极少超过60行,换算成字节数,至多不过20kB,具有极好的易读性、易修改性和通用性。数控机床在执行此类程序时,数控系统的CPU单元可直接进行插补运算,并且运算速度极快,再加上伺服电机和机床本体的迅速响应,较执行CAD/CAM软件生成的程序更加快捷,极大提高了加工效率。
2 简化编程功能
拐角圆弧过渡程序段编程格式:
G1/G2(G3) X_ Y_,R_
说明,在R后指定拐角圆弧的半径。拐角圆弧过渡只能在(G17、G18或G19)指定的平面内执行,平行轴不能指定这些功能。在平面切换之后(G17、G18或G19被指定)的程序段中,不能指定圆角圆弧过度。指定圆弧过渡的程序段必须跟随一个用直线插补或圆弧插补指令的程序段。如果下一个程序段不包含这些指令,出现P/S报警NO.052。
3 实例应用
如图1所示,材料为45#钢,80mmx80mm外轮廓已经加工完,使用平底铣刀采用顺写,由下至上追层加工正八边形周边倒角及拐角圆弧过渡为例来说明宏程序易读性、易修改性、通用性和拐角圆弧过渡简化编程功能的应用。其编写程序和注译如表1所示。

图1 正八边形周边倒角及拐角圆弧过渡
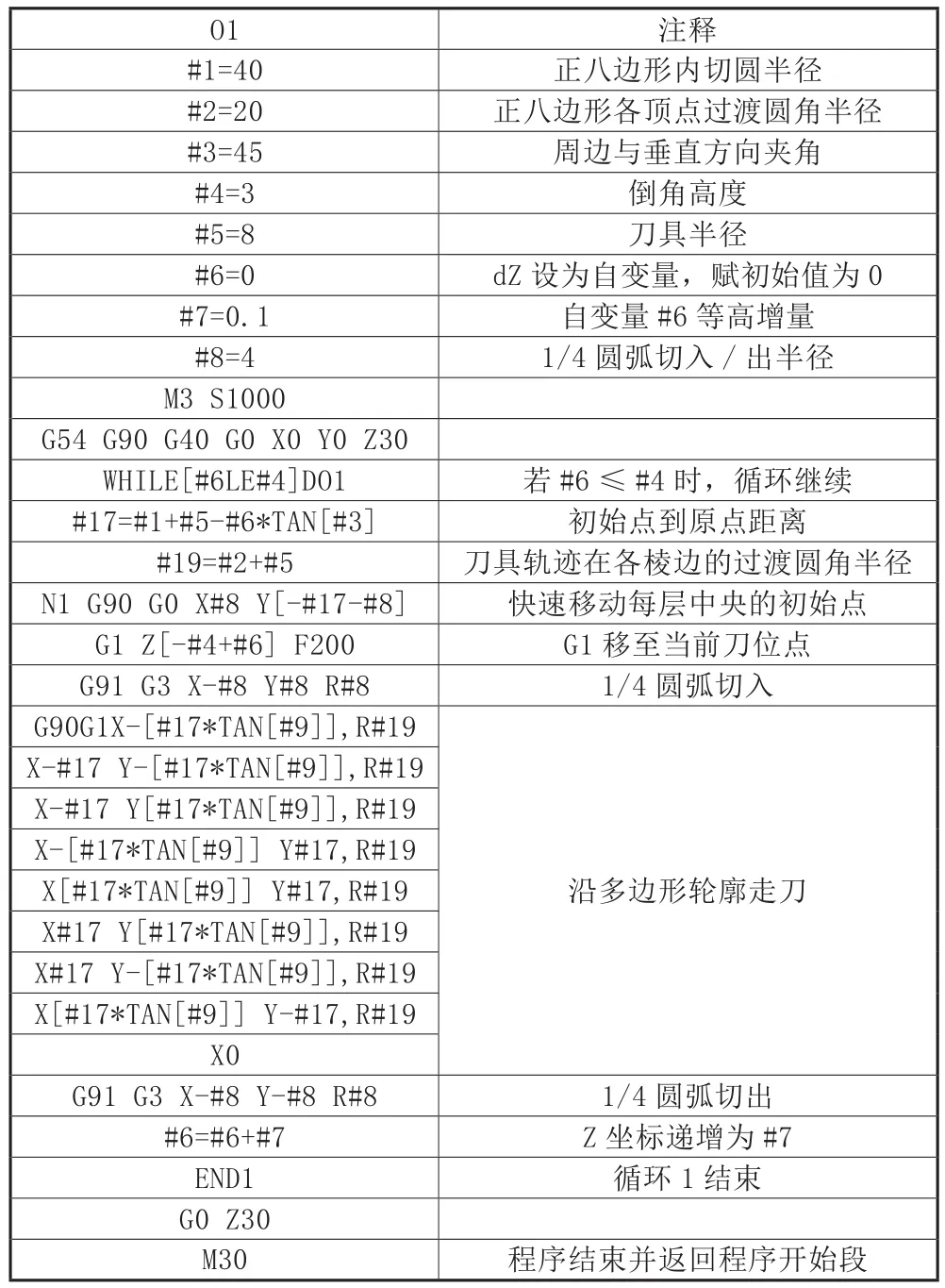
表1 宏程序与简化编程及注释
4 结语
上述宏程序已上机验证,可放心使用。以上述宏程序为范本,其他标准正多边形周边倒角及拐角圆弧过渡加工,可参考本例类型的数学表达,类比推导出相应的宏程序。
[1]CSDN.FANUC 0i Mate-MC操作说明书.B-64144CM/01[EB/OL].(2013-06-22)[2018-02-01].http://download.csdn.net/download/zzywangs/5630413.
[2]陈海舟.数控铣削加工宏程序及应用实例[M].北京:机械工业出版社,2011:56-58.
