数控铣床FANUC 0i 系统刀具半径补偿系统参数设置解析
2018-03-02程鑫
程鑫
(济宁职业技术学院机电工程系,山东 济宁 272037)
首先,FANUC 0i Mate-MA、MB、MC系列在刀具半径补偿功能系统参数设置上基本一致,而FANUC 0i Mate-MD系列则升级了很多内容,两者主要表现在系统参数设置、刀具半径补偿计算算法上有许多不同。本文将主要就FANUC 0i Mate-MD系列刀具半径补偿系统参数设置来分析,同时由于系统参数多而复杂本文仅就几个主要参数进行分析。
首先,参数NO.19625,为字节路径型参数(如表1)。

表1
该参数指定在刀具半径补偿方式下的读入程序段数。当设定了3以下的值时,视为3个程序段;设定了8以上的值时,视为8个程序段。读入的程序段数越多,越可以对更多的过切(干涉)指令进行预测。但是,由于通过读入程序段进行分析的程序段数增加,程序段处理时时间将会延长。通常在CNC内部有3个程序段,即现在执行中的程序段和下一个程序段及下下个将被执行的程序段,即当该参数值设为3以下值时。例如下列FANUC数控铣床加工程序:
N10 G54 G90 G00 Z50 M03 S600;
N20 X-20 Y-40;
N30 G41 G01 X-20 Y-30 F200 D01;
N40 G00 Z5;
N50 G01 Z-2 F80;
N60 X-20 Y20 F200;
N70 X20 Y20; (后略)
该程序在使用刀具半径补偿加工时,起刀后出现了连续两段非坐标轴移动语句,这种编程方法是错误的,如果是在FANUC 0i Mate-MA、MB、MC系统中加工会出现“过切”现象,只能修改程序,而在FANUC 0i Mate-MD系统中如果将参数NO.19625值设为4时就可以避免“过切”现象出现。该程序会在系统读入并执行N30段时,同时将N40、N50、N60段预读入系统并进行刀补计算,将会在点(-20,-30)与点(-20,20)两点之间连线垂直方向以左刀补的方式建立正确的刀具半径补偿。其次,参数NO.19607,为位路径型参数(如表2)。

表2
CCC刀具半径补偿方式下的外边拐角的连接方式。
(1)直线连接方式
(2)圆弧连接方式
该参数可控制拐角连接类型,一般采用直线连接类型,可使尖角工件加工时具备良好的工艺性。而FANUC 0i Mate-MA、MB、MC系统中没有该参数设置,在刀补计算时直接定为直线连接方式。(如图1、图2)
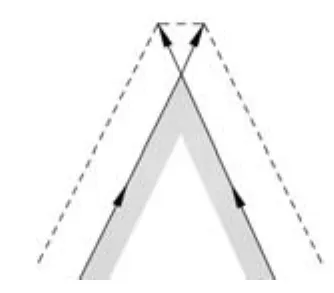
图1 直线连接方式

图2圆弧连接方式
其次,参数NO.3104,为位路径型参数,如表3。

表3
(1)DRC 相对位置显示
(2)DAC 绝对位置显示
这两个参数分别控制刀具半径补偿下的移动量的显示,就是加入刀具半径补偿后数控机床可以在相对坐标和绝对坐标中显示刀具中心实际位置坐标而不是编程位置坐标,有利于指导加工程序的正确编写。当参数值为“0”时显示刀具半径补偿下的移动量,即可以显示刀具中心实际位置坐标。当参数值为“1”时不显示刀具半径补偿下的移动量,即显示编程位置的坐标。
如图3所示,参数NO.3104#7控制数控机床在自动加工时“绝对坐标”刀具半径补偿下的移动量的显示。

图3 绝对位置显示

图4 相对位置显示
如图4所示,参数NO.3104#5控制数控机床在自动加工时“相对坐标”刀具半径补偿下的移动量的显示。最后,参数NO.5003,为位路径型参数(如表4)。

表4
SUP
SUV 指定刀具半径补偿的起刀/取消的类型(表5)。
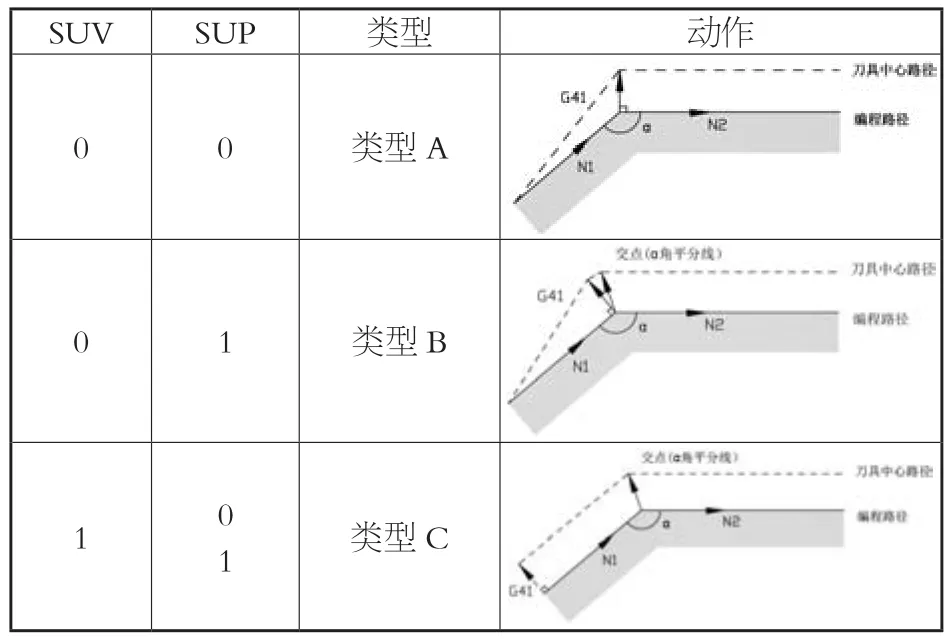
表5
该参数控制刀具半径补偿的起刀和取消刀补时的刀具中心走刀路径类型,共有A、B、C三种类型,而FANUC 0i Mate-MA、MB、MC系统中只有A、B两种类型,大部分机床都使用A类型。D系统的C类型,只有当起刀和取消刀补时程序段为非坐标轴移动语句时,刀具沿着起刀的下一个程序段和取消的上一个程序段垂直的方向移动相当于补偿量的一个路径距离。若是有坐标轴移动的程序段,则根据SUP的设定,“0”时成为类型A,“1”时成为类型B。实际使用时当刀具沿内边移动时,α≤180o时,如果选择B型路径,刀具中心路径会成为与编程路径相反的方向,这时刀具中心路径会忽略α角平分线那一段直接进入下一个矢量位置,即笔者认为此时B类型路径会与A类型路径相同。
[1]北京发那科机电有限公司.BEIJING-FANUC Series 0-MD操作说明书.