铜底吹炉氧枪出口端蘑菇头生成过程水模实验研究
2018-03-16王书晓刘训良
王书晓, 余 跃, 温 治, 刘训良
(1.中国恩菲工程技术有限公司, 北京 100038; 2.北京科技大学能源与环境工程学院, 北京 100083)
0 引言
底吹炉冶炼过程中,底吹气体通过底部喷枪强力射入,作为冶炼反应物的同时并搅拌炉内熔体,底吹气体相较于高温熔体温度很低,会在在喷枪的喷口周围和枪口砖上形成一个急冷区,部分高温熔体在急冷区附近固化粘结,最终形成具有细微通道呈蘑菇状的稳定致密多孔介质区,被称为“蘑菇头”。处于动态热平衡状态的蘑菇头大小合适时,既不妨碍送气量,又可保护和延长底部供气喷枪的寿命,但会使供气压力提高,增加动力成本,也会对炉内气液流动产生影响。
上世纪90年代以来,为延长底吹喷嘴和炉底寿命,钢铁冶金行业研究人员针对顶底复吹转炉内蘑菇头开展了一些研究工作。李云[1]、张晓兵[2]、袁集华[3-4]等对顶底复吹转炉炼钢过程中形成的蘑菇头进行了冷态或热态实验研究,分析蘑菇头的形成过程与热力学条件以及喷吹气量、铁水温度的影响关系。刘浏[5]、陈树林[6]等学者在生产实践中研究分析了“炉渣- 金属蘑菇头”的形成和维护技巧、组成成分以及透气机理。
虽然氧气底吹技术在应用于铅冶炼和铜冶炼之初[7-9],就考虑在氧枪出口端形成蘑菇头以保护喷枪,但相比转炉炼钢领域关于蘑菇头的研究,有关铜底吹炉内蘑菇头的相关研究鲜有报道,铜底吹炉在冶炼工艺和结构方面与顶底复吹转炉也有明显不同,因此有必要对底吹炉内蘑菇头的形成展开研究。底吹炉冶炼过程中,熔池温度很高且很难观察到冶炼过程中底部蘑菇头的形成过程,直接进行原型实验存在经济成本高、实施困难、安全风险大等缺点。本文以铜底吹炉为原型,通过水力模型实验的方法研究了蘑菇头生成过程、热力学条件、蘑菇头的尺寸形貌以及氧枪倾角、气体流量的影响。
1 相似原理及模型参数
1.1 相似原理
实验研究是计算机模拟正确性的检验依据,也是解决实际工程问题的需要。在研究对象上直接进行实验会受到研究对象尺度、实验环境、测试手段等限制,从经济性和可行性方面考虑,常采用模型实验的方法。如何设计实验台以及如何把模型实验的结果应用于实际中的理论依据就是相似原理。
为使模型中的流动与原型中的流动保持相似,必需遵从相似原理,即需要满足几何相似、动力相似和运动相似等相似条件。
几何相似是必须满足的首要条件,指模型与原型具有相似的几何形状,所有对应尺寸成比例,所有对应角相等。长度比例尺是指模型特征尺寸与原型特征尺寸的比值,数学表达式为:
(1)
式中:λ—长度比例尺;
Lm—模型特征尺寸,m;
Lp—原型特征尺寸,m。
本文选用修正的弗劳德准数为动力相似准数,其表达式如下所示:
(2)
式中:vg—气流速度,m/s;
g—重力加速度,m/s2;
d0—氧枪直径,m;
ρg—气体密度,kg/m3;
ρ1— 液体密度,kg/m3。
在建立水力模型时,根据动力学相似原理,模型中修正弗劳德准数必须与原型相等,即:
(3)
1.2 模型参数
本文主要研究单支氧枪喷吹情况下蘑菇头的生成过程,以某铜冶炼企业底吹炉为原型,选取长度比例尺1∶10制作水力模型。水模型在长度方向截取实际底吹炉长的一段并且将模型圆柱高于中心线100 mm以上部分切除。图1为原型与模型结构示意图,表1和表2为底吹炉原型与模型结构参数、物性参数和操作参数。
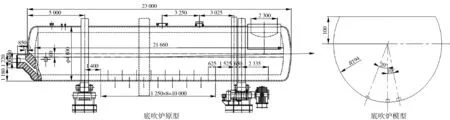
图1 底吹炉原型及模型结构示意图
项目原型模型长度比例尺1∶11∶10内径/mm3880388长度(不含端墙)/mm21660285熔池液面/mm15451545氧枪倾角/(°)10、200、10、20氧枪凸起高度/mm18018氧枪出口截面积/mm279842707
注:模型中喷枪选取规格为φ6 mm×1.5 mm的硬铜管,内径3 mm。
2 实验装置及实验方案
2.1 实验装置
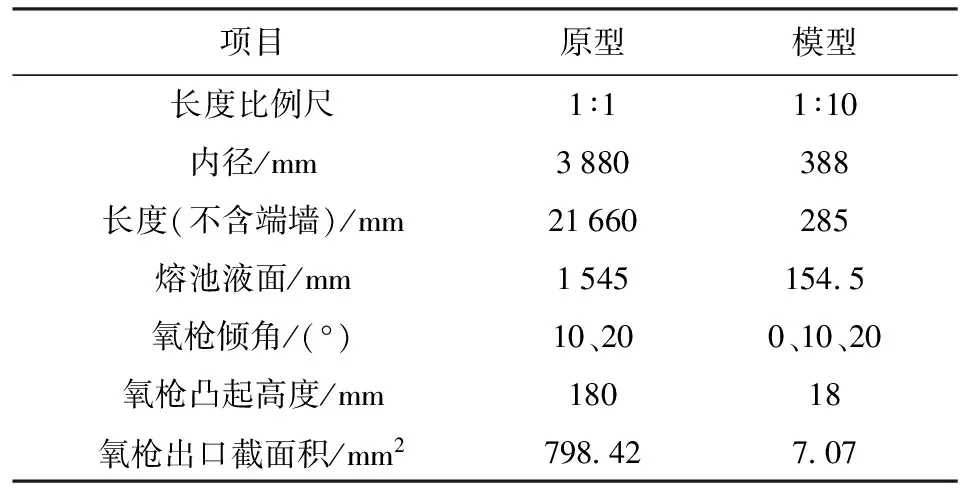
水力模型实验台主要由底吹炉水模型、低温供气系统(铜盘管覆盖干冰降温)、气体干燥系统、数据采集测试系统等四部分组成。图2和图3分别为实验装置示意图与实物图。实验步骤如下:1.压缩机提供压缩空气经过稳压阀稳压;2.压缩空气经CTA精密过滤器干燥过滤得到干燥空气;3.干燥空气通入埋在干冰中的铜盘管降温得到低温气体,气体温度可以通过铜盘管长度调节;4.低温气体经过氧枪喷射入底吹炉模型。实验过程中,通过温度计、流量、高速相机分别测量记录温度、流量、射流形态以及蘑菇头的生成过程。

表2 原型与模型物性参数和操作参数
1—空气压缩机; 2—稳压阀; 3—空气干燥器; 4—低温槽; 5—铜盘管; 6—气体流量计; 7—氧枪;8—底吹炉水模型; 9—平面光源; 10—温度计; 11—高速相机; 12—数采卡; 13—电脑图2 实验装置示意图
2.2 实验方案
本文通过水模实验研究蘑菇头的生成过程以及气体温度、氧枪倾角和气体流量的影响,设计了如表3所示的实验方案。
3 实验结果与分析
3.1 稳定蘑菇头生成过程
当底吹氧枪出口端附近温度小于0 ℃时,氧枪出口端开始有蘑菇头冰瘤生成;此时气体流量也会出现一定波动,稳定蘑菇头的生成过程主要分为两个阶段:“生成- 破碎- 生成”反复阶段和稳定蘑菇头生成阶段。
在“生成- 破碎- 生成”反复阶段,喷枪出口端附近温度已低于0 ℃,水开始在喷枪出口某点结晶并长大形成小的蘑菇头状冰瘤,但此时的蘑菇头结构并不稳定,也未处于动态热平衡状态,不稳定的蘑菇头不断生成并被气流和水流冲击破碎,“生成- 破碎- 生成”过程反复多次后进入稳定蘑菇头生成阶段。

1—空气压缩机; 2—降温槽; 3—温度计; 4—底吹炉模型; 5—氧枪模型; 6—高速摄像机; 7—稳压阀; 8—空气干燥器图3 实验装置实物图

氧枪角度/(°)底吹气体温度/℃气体流量/m3·h-1研究目标0-54810、15、20、25气体流量的影响-374、-473、-54820底吹气体温度的影响0、10、20-54820氧枪倾角的影响
在稳定蘑菇头生成阶段,水首先在喷枪内壁面上结成小冰瘤,小冰瘤逐渐长大并堵塞底吹气流的垂直向上流动,底吹气流发生偏斜,底吹气体阻力增大,底吹气流不断改变偏斜方向,长大的冰瘤逐渐重合,形成覆盖底吹喷枪出口的蘑菇头核,蘑菇头核逐渐长大直至生成稳定的蘑菇头,此时稳定蘑菇头处于动态热平衡状态。从气流发生偏斜到生成大小稳定的蘑菇头,大约耗时10 min,稳定蘑菇头生成过程如图4所示。
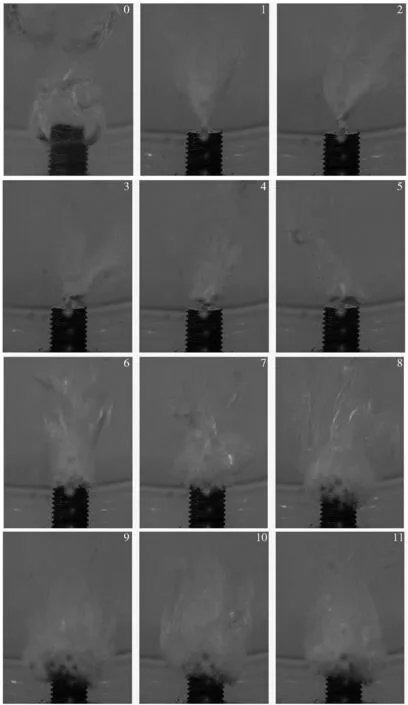
图4 稳定蘑菇头生成过程

图5 稳定蘑菇头形貌图
图5为生成的稳定蘑菇头实物图,可以发现蘑菇头是一个具有蘑菇头形状的典型多孔介质区域。比较有无蘑菇头时的液面喷溅可以发现,在生成蘑菇头之后,熔池内的液面喷溅显著减小,如图6所示。
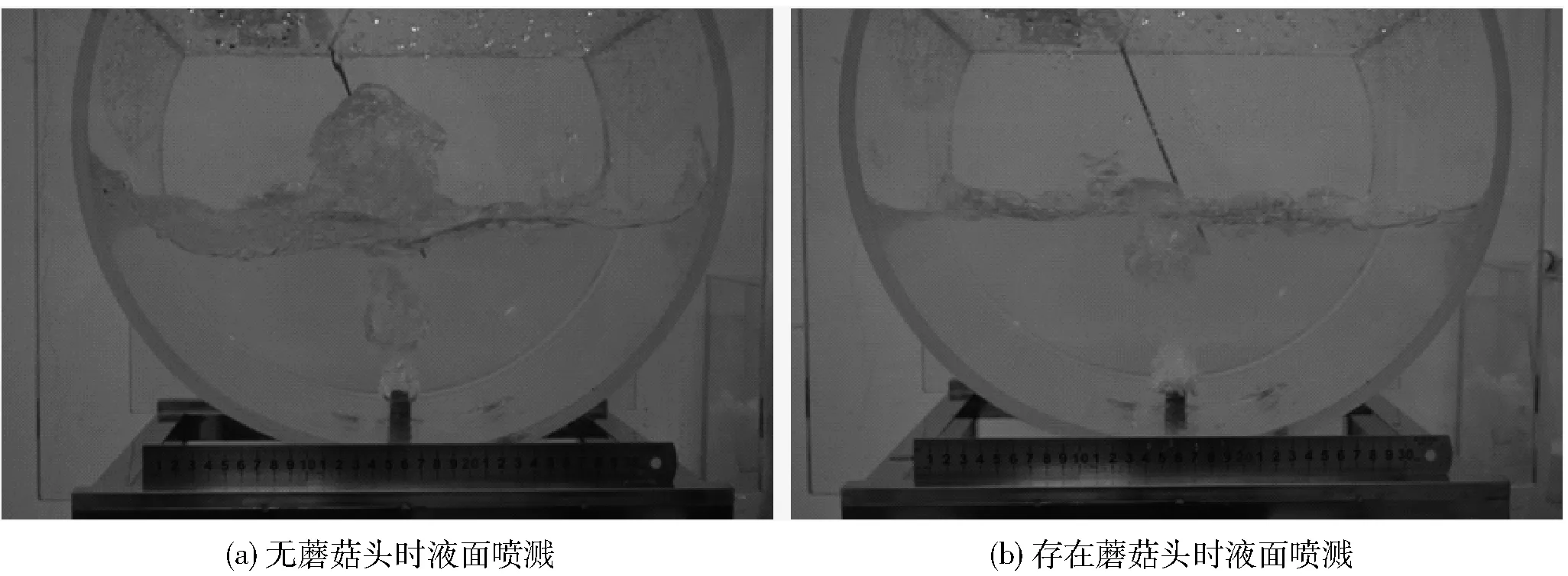
图6 蘑菇头对熔池液面喷溅的影响
3.2 稳定蘑菇头生成热力学条件
低温底吹气体由氧枪喷入底吹炉内,不断带入冷量,喷枪出口端附近熔体逐渐冷却积聚生成一个稳定的蘑菇头。稳定蘑菇头会处于动态热平衡状态,蘑菇头体失去的热量主要为低温底吹气体经过蘑菇头体时所带走的热量,而蘑菇头体得到的热量主要来自于炉内熔体传热。
稳定蘑菇头的生成主要与低温底吹气体温度和气体流量有关。气体流量一定,只有底吹气体温度足够低才可能有稳定蘑菇头的产生,气体温度满足低温要求,也只有保证一定气体流量才能使得蘑菇头体处于热平衡状态,生成稳定蘑菇头。由表4可知,稳定蘑菇头的生成需要满足一定热力学条件:在气体流量为2 m3/h时,低温气体温度≤-47.3 ℃才会有蘑菇头的生成,否则不会生成蘑菇头,或者冷气体的温度为-54.8 ℃时,气体流量≥1.5 m3/h,才会有蘑菇头的生成,否则不会生成蘑菇头。

表4 底吹气体温度对蘑菇头生成过程的影响
3.3 气体流量的影响
满足稳定蘑菇头生成热力学条件情况下,研究了1.5 m3/h、2.0 m3/h和2.5 m3/h三种气体流量对蘑菇生成过程的影响,包括蘑菇头尺寸、孔隙率及生成稳定蘑菇头所需时间等。图7为高速相机拍摄的不同气体流量底吹气流形貌图,其中A1-A3为存在蘑菇头时气流形貌,底部气泡颜色较深部分为形成的稳定蘑菇头。
由表5实验结果可知,随着气体流量增大,生成稳定蘑菇头所用时间缩短,这是因为气体流量大,冷气体带入炉内的冷量可以更快满足稳定蘑菇头生成所需的热力学平衡条件;随气体流量增大,稳定蘑菇头的孔隙率和蘑菇头尺寸也会变大。
3.4 氧枪倾角的影响
实际生产中,底吹氧枪的布置并非完全0°倾角竖直布置,而是不同氧枪倾角混合布置的。底吹气体温度-54.8 ℃和气体流量2.0 m3/h情况下,研究了0°、10°、20°不同氧枪倾角对蘑菇头生成过程的影响。图8为3种不同氧枪倾角布置情况下高速相机拍摄得到的底吹气流形貌图,其中A1-A3为存在蘑菇头时的气流形貌,底部气泡中颜色较深为所形成的稳定蘑菇头。
由表6不同氧枪倾角实验结果可知,氧枪倾角分别为0°、10°和20°时,生成稳定蘑菇头所用时间均为10 min左右,氧枪倾角对生成稳定蘑菇头所需时间的影响不明显,氧枪倾角的变化对蘑菇头孔隙率和稳定蘑菇头的尺寸大小的影响作用也很小。

图7 不同气体流量有无蘑菇头时底吹气流形貌图(A1-A3有蘑菇头,B1-B3无蘑菇头)

底吹气体温度/℃气体流量/m3·h-1蘑菇头尺寸直径/mm氧枪外径n倍蘑菇头孔隙率/%生成稳定蘑菇头所需时间/min-5481514116235315491320167352789194292519574326221917
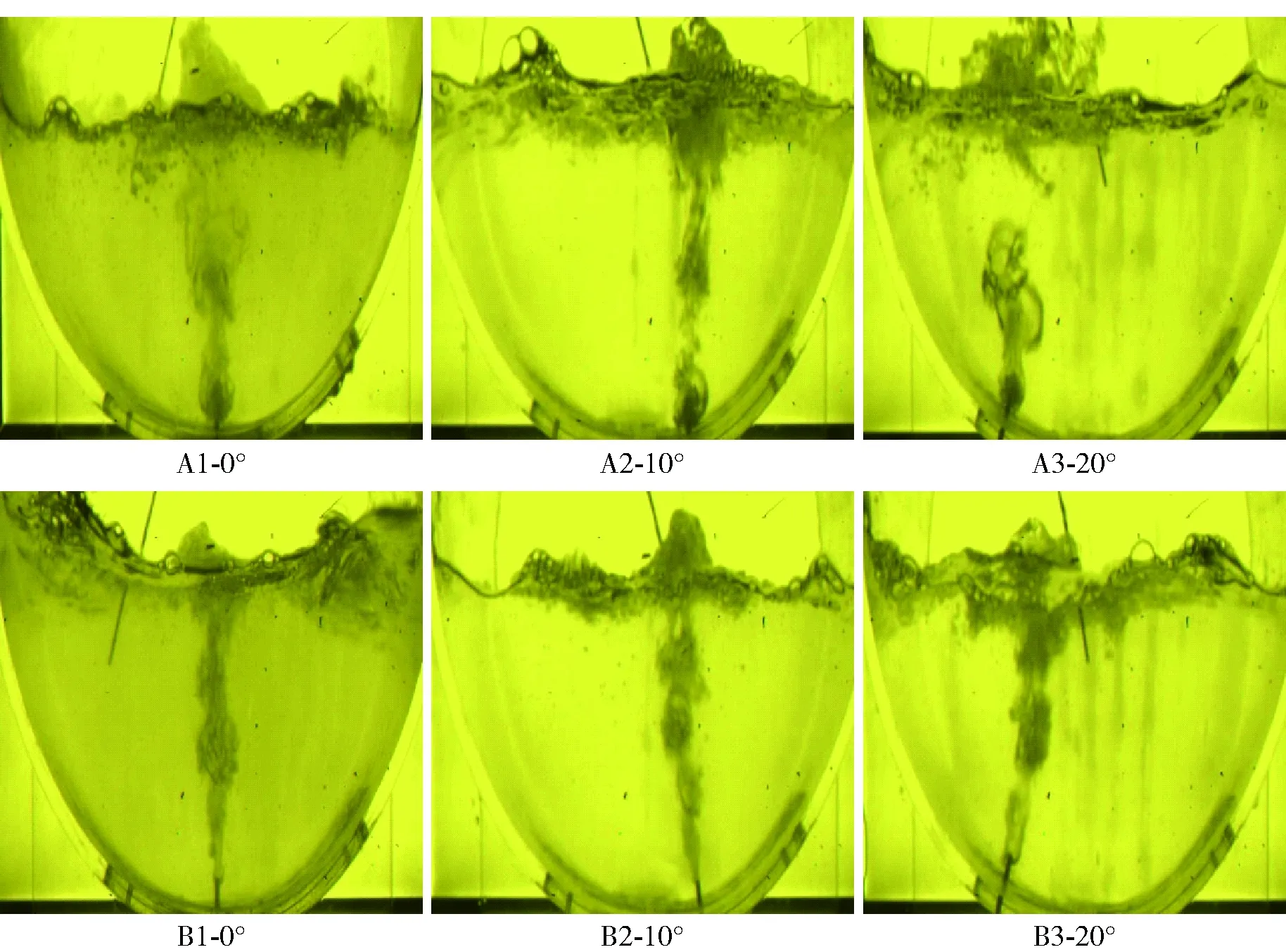
图8 不同氧枪倾角有无蘑菇头时气流形貌图(A1-A3有蘑菇头,B1-B3无蘑菇头)

氧枪倾角/(°)蘑菇头尺寸直径/mm氧枪外径n倍蘑菇头孔隙率/%生成稳定蘑菇头所需时间/min0167352789194291015536256918511120173802896191610
4 结论
(1)水模实验模拟得到底吹炉氧枪出口端稳定蘑菇头的生成过程,过程可分为“生成- 破碎- 生成”反复阶段和稳定蘑菇头生成阶段。稳定蘑菇头为半球状多孔介质区,有很多弥散孔,合适大小的蘑菇头存在一定程度上可以减弱底吹炉内液面喷溅现象。
(2)蘑菇头生成需要满足一定热力学条件,主要与低温气体温度和气体流量有关。当底吹氧枪出口端温度小于熔体的凝固点且存在一定过冷度,气体流量大小合适,低温底吹气体提供的冷量满足蘑菇头动态热平衡条件时,底吹氧枪出口端会生成稳定蘑菇头。
(3)稳定蘑菇头的尺寸、孔隙率以及生成稳定蘑菇头所需时间受到气体流量的影响较大,而受氧枪倾角的影响较小。随气体流量增加,稳定蘑菇头尺寸和孔隙率都会变大,生成稳定蘑菇头所用时间则减少。
[1] 李云,宋启年,孙善长等.顶底复合吹氧转炉底枪热结瘤研究[J].炼钢,1990(6):30-35.
[2] 张晓兵,曹兆民,李洪利.顶底复吹转炉底吹喷嘴端部蘑菇体的冷模拟研究[J].钢铁,1992(8):22-25.
[3] 袁集华,陈永定,唐仲和等. 底吹喷枪出口端生成蘑菇头热态试验研究[J].炼钢,1993(2):47~51.
[4] 袁集华,陈永定,唐仲和等. 底吹喷枪出口端蘑菇头形成机理及模拟研究[J]. 钢铁研究学报,1994(1):5-8.
[5] 刘浏,佟溥翘,崔淑贤等.长寿复吹转炉工艺技术开发[J].钢铁,2002,37(10):13-15.
[6] 陈树林,陈红伟,张太生.复吹转炉底吹“蘑菇头”的形成及维护实践[J].钢铁研究,2010,38(z2)103-105.
[7] 陈汉荣,贺善持. 氧气底吹熔炼法在我局的应用研究[J]. 湖南有色金属,1993(4):220-224.
[8] 李诚,江传瑜.底吹熔池熔炼特性及水口山炼铜法的工业化前景[J]. 有色冶炼,1997(4):28-32.
[9] 高长春,袁培新,陈汉荣等.氧气底吹熔炼氧枪浅析[J].中国有色冶金,2006(6):13-17,59.
