钢板定尺机区域物料跟踪原理及应用
2018-03-16龙忠义
龙忠义
(华菱湘钢五米宽厚板厂,湖南 湘潭 411100)
定尺机由电机通过减速机传动齿轮齿条传动使挡板小车前后移动,移动速度为0~1.3m/s,由一台AC380V、30kW的调速电机进行传动。对钢板长度进行精确定位。定尺机挡板可进行升降动作,定尺机挡板下降到位后的位置到定尺剪下剪刃的距离是定尺机当前的实际位置,也是定尺钢板的实际长度。定尺剪切完成后,定尺机气缸动作翻起挡板使钢板通过。定尺机上装载有一台空压机和电磁阀,用于给定尺挡板升降气缸及抱闸供气,气缸工作压力为0.6MPa。定尺机移动范围设有最大最小极限位接近开关,齿轮齿条移动机构采用绝对值编码器检测实际位移。西门子S7-400 PLC具有运行速度快、存储容量大、I/O扩展功能广、集成通信能力强等特点;西门子SINAMICS S120是集V/F控制、矢量控制、伺服控制为一体的多轴驱动系统,具有模块化的设计、快速的从对从通讯方式和高速的驱动接口DRIVECLiQ。因此,研究如何运用西门子S7-400 PLC与SINAMICS S120传动系统,实现在定尺机区域物料跟踪的精确定位,对保护设备安全、提高定尺精度、加快生产节奏具有重要意义。
1 定尺机区域的设备布置概况
定尺剪出口装配有出口测长辊、摆动辊道、L27辊道、L28辊道、L29辊道、定尺机等设备,分别在出口测长辊、摆动辊道、L27辊道、L28辊道、L29辊道后设置有检测钢板的光栅,这些光栅离定尺剪下剪刃的距离分别为:1030mm、5150mm、12300mm、20780mm、30780mm。定尺机移动轨道安装于出口辊道的两侧上方,定尺机本体横跨辊道通过齿轮齿条传动在辊道上方移动,定尺机移动时会对移动范围内的L27辊道、L28辊道、L29辊道的光栅信号造成干涉,从而影响该区域的物料跟踪的精确定位。定尺机区域的设备布置如图1所示。
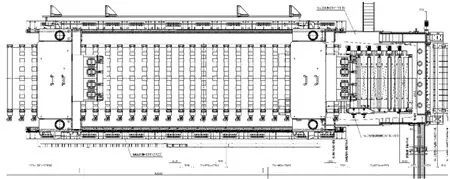
图1 定尺机区域的设备布置
定尺机的移动对某个光栅干涉的影响范围是在定尺机区域无钢板时,将定尺机由最大位置开往最小位置,当光栅信号由0变为1时记录下此时定尺机的具体位置即为影响某个光栅的最大位置,当光栅信号再从1变为0时记录下此时定尺机的具体位置即为影响某个光栅的最小位置,最大位置与最小位置组成的区域即为定尺机移动或定位到某个位置时对某个光栅的遮挡范围。经现场实际测得定尺机对L27辊道、L28辊道、L29辊道光栅的遮挡范围分别为:6690~13710mm、15250~22230mm、25870mm以上。
2 定尺机区域钢板物料跟踪的原理及应用
2.1 定尺机区域电气系统的主要配置
(1)自动化系统配置。定尺剪PLC选用西门子S7-400系统,中央处理器选用CPU 416-2DP_4TS1,作为整个定尺剪设备的主站,将定尺剪主电机、定尺机横移电机、定尺剪入出口辊道等传动设备及现场远程IO站作为DP从站连接到PROFIBUS-DP网络中,传输速率设为1.5Mbit/s,总线行规设定为DP,最高站地址使用缺省值126。在主从站的硬件组态窗口中分别设置主从站的站地址、主从站的发送与接收区的地址。Step7编程软件采用CFC编程语言,使用功能块SFC14和SFC15传输PROFIBUS-DP网络中各站之间连续的数据:SFC14“DPRD_DAT”用于读取DP标准从站的连续数据;SFC 15“DPWR_DAT”用于写标准从站的连续数据。
(2)传动系统配置。定尺剪传动系统选用西门子SINAMICS S120传动,传动系统中的每个DP从站(控制单元为CU320)控制着调速电机的各逆变装置。同一个DP从站(如定尺剪主电机)控制下的两个逆变装置同样存在主从依存关系,它们之间直接通过S120传动的高速驱动接口DRIVE-CLiQ网络进行数据交换。不同DP从站(如定尺剪入出口各辊道)之间的逆变装置同样也存在主从依存关系,并且这种主站从站存在切换的需要,如钢板在定尺剪入口时,以定尺剪入口机架辊作为主站,入口其它辊道作为它的从站;当钢板到达出口摆动辊道时,将摆动辊道设定为主站,入出口辊道作为它的从站。本文研究的内容只涉及不同DP从站间的主从控制,即PLC只给PROFIBUS-DP网络中传动系统中的主站发送控制字和速度给定,接收其状态字和实际值,而传动系统中的DP从站只接收来自PLC的控制字,不接收来自PLC的速度给定,传动系统中的DP从站接收来自DP主站传动逆变装置的实际速度值作为自身的速度给定值,但其同样需将状态字和实际值发送给PLC。
2.2 物料跟踪的头部、尾部位置计算及描述
在自动模式下,定尺剪每一个跟踪区域只能存在一块钢板,即不允许存在一个跟踪区内有两块钢板的情况。钢板头部位置是根据辊道实际速度进行积分计算出来的钢板头部在辊道上的理论计算位置,每遇到辊道光栅时,就用辊道光栅离参考点的距离值对其进行校准。当接收到新的定尺钢板的长度时,前一块计数的钢板头部位置将清除。头部跟踪位置减去钢板定尺长度即为当前跟踪钢板的尾部位置。
2.3 定尺机区域光栅模拟信号的选择
由于定尺机在其移动范围内行走时会遮挡相应的光栅,定位完成后有可能一直遮挡住某个光栅,使光栅信号为1,而实际上对应光栅的下方无钢板,也就表明定尺机在某个光栅的遮挡范围内移动或定位时,对应的光栅信号对钢板物料跟踪检测无效。为了保证钢板在辊道上的物料跟踪准确及有效识别辊道上有无钢板的信号,需要对定尺机移动所在位置的光栅做模拟信号,而定尺机移动或定位不遮挡的光栅就不需要进行信号的模拟。在自动模式下,判断定尺机区域的L27辊道、L28辊道、L29辊道光栅是否需要进行模拟,即判断当定尺机所处位置在6690~13710mm时,选择对L27辊道光栅进行模拟;当定尺机所处位置在15250~22230mm时,选择对L28辊道光栅进行模拟;当定尺机所处位置大于25870mm以上时选择对L29辊道光栅进行模拟。
2.4 光栅模拟信号的准确检测
当根据定尺机所处位置选择了相应的辊道光栅进行模拟后,所选模拟信号什么时候为1,什么时候为0,还需另外根据光栅离下剪刃的实际距离进行计算与判断。现以L27辊道光栅为例进行说明,当钢板的头部跟踪位置大于L27辊道光栅距下剪刃的距离12300mm,同时尾部跟踪位置小于12300mm时,说明钢板正在L27辊道光栅的检测范围内,此时选用模拟信号来表示L27辊道光栅检测到有钢信号,同时将此信号发送到前后辊道控制的程序控制块,不允许后一组辊道上钢板继续前进,请求前一组辊道处于准备接收钢板的状态。当不能满足钢板头部位置大于12300mm、尾部位置小于12300mm的条件时,L27辊道光栅信号即变为0。为了防止定尺机区域还存在钢板,而开始剪切下一块钢板的头部或试样后,将需要剪切的下一块钢板的定尺长度数据进行更新,特将用于当前跟踪钢板计算所用的定尺钢板长度切换的条件限制为只有检测到定尺挡板下降到位信号后,才将下一块钢板的定尺长度数据接收过来,这其中存在两个主要逻辑:一为定尺机区域检测到有钢信号时,不允许定尺挡板下降;二为定尺机挡板检测到下降到位信号,说明钢板已离开定尺机区域,此时选用下一块钢板的定尺长度数据来用于当前跟踪钢板位置的计算是非常合理的,说明定尺机已准备好用于下一块钢板的定尺定位。
2.5 定尺挡板下降到位后的物料跟踪定位
定尺机挡板下降到位后,待定位的钢板从定尺剪剪刃处开始以高速前进;当钢板头部跟踪位置到达离定尺机挡板位置小于2米时选用中速前进;当钢板头部跟踪位置到达离定尺机挡板位置小于1.2米时选用低速缓慢靠近定尺挡板;当定尺挡板发生轻微位移时,接近开关将定位到位信号发送给PLC,定尺钢板停止运行,实现精确定位,进而等待定尺剪主剪进行剪切。
3 结语
定尺机在定尺剪设备组成中处于非常关键的部分,直接关系到钢板的定位精度、产品的非计划率和成材率。在西门子S7-400 PLC及SINAMICS S120传动系统中,运用先进的物料跟踪理论在某钢中厚板厂定尺机区域得以成功应用。定尺机区域的物料跟踪巧妙地运用了模拟信号跟踪,解决了定尺机在行走或停留所在位置对光栅的影响。这整套模拟物料跟踪的解决方案可推广到其它类似应用场合,对保护设备安全、提高定尺精度、加快生产节奏具有重要意义。
