汽车车门闭合件包边工艺
2018-03-13杨超
杨 超
(定州市宏信冲压件有限公司,定州 073000)
引言
随着汽车制造业的不断发展,越来越多的新车型在市场中涌现,汽车的四门两罩作为最重要的外观产品,能否满足整车装配工艺的要求,很大程度上取决于包边的精度,包边工艺的优劣直接决定最终产品的精度。
包边加工的原理是将外板的翻边(也称待包边)向内板方向翻折,外板将内板包住,经压合后二者结合在一起。包边装备根据工作方式可分为型式专用包边机、机器人滚边包边机和包边模+液压机包边三大类。使用专用的包边机进行包边压合,对工厂来说成本投入比较高、效率比较低且包边质量不易控制。设计专用的包边模具可以提高效率,包边质量稳定。液压机可用于后续车型,容易实现柔性生产,更大程度降低成本。
1 液压机+包边模结构分析
液压机一般由包边电控系统、液压系统、机械系统、运送系统构成,其包边功能的实现是由电控系统控制包边机主机动作,液压系统提供包边动力,机械系统执行预包和包合。其中模具在下降过程中分2次,第一次为45°(即预翻),第二次为全部成型(包边完成)。运送系统输送未包边和已包边总成,此种包边方式能有效实现同步包边,包边状态稳定。
包边模由上模、下模两部分组成,其中上模主要由上模座、压合镶块、压料机构、内板定位机构组成。主要的活动部件是压料机构(如图1所示),上面安装压料爪和限位支架,压料爪将内板零件压紧,防止在模腔内部滑动。限位支架用于调节压料平衡,限制压料爪过渡挤压造成内板零件变形。
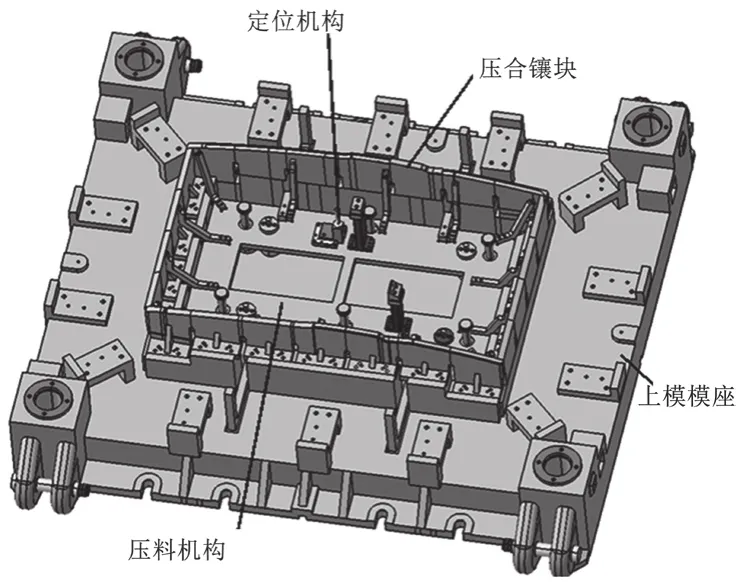
图1 包边模上模构成
下模主要由下模座、凸模芯、预弯斜契、预弯镶块、托料架组合、气路系统组成。最主要的工作部件就是预弯斜楔(如图2所示)。其工作过程是驱动块1驱动翻转块2沿30°角的方向摆动,驱使预弯镶块安装座3及预弯镶块4对零件进行预弯,到达预弯位置之后,再沿特定的角度返回到原来的位置。
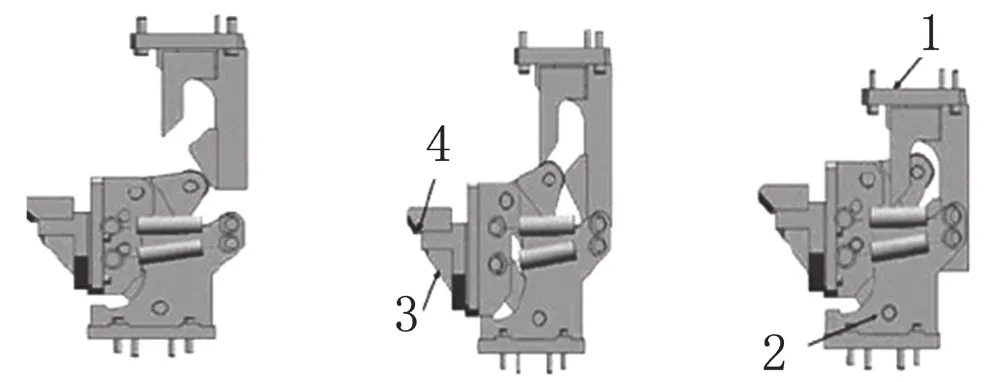
图2 预弯斜楔的工作过程
包边模的工作过程是将门外板仰放在下模上,俯放入门内板,升降架下落,门外板定位。上模下行,模芯接触门内板,将其定位固定,包边驱动器滚轮与滑座斜面接触,包边驱动器绕销轴开始翻转,接触门外板边沿。上模继续下行,包边驱动器翻转角度45°,门外板边沿翻转成要求角度。上模继续下行,摆动模块在拉簧的作用下返回,预包边完成。上模继续下行,压实机构压实包边。包边结束后,上模回程。
2 包边模调试过程中注意的事项
(1)调试过程中,首先要注意预弯镶块与成型镶块在上下运动过程中是否存在干涉,同时注意其他部位的干涉问题。
(2)两个预弯边镶块的衔接处是最容易发生干涉的部位,两镶块既不能干涉,之间的缝隙也不能过大,否则将会影响预弯角度。
(3)预弯角度的大小直接影响包边质量,理论上最佳的预翻边角度为35°~45°,预弯角度过大,在成型的过程中翻边线容易外凸,制件的边缘可能翘起;预弯边角度过小,在成型的过程中会出现卷料的情况,同时对外板的面品也有很大的影响。
(4)确保包边内板与外板周边间隙要均匀,理论上内板与外板周边间隙为2~3mm,如内外板间隙达不到此值也应该尽量保持均匀,否则包边后车门总成会偏向一边或扭曲。
(5)车门在包完边后如果有包不实或是包边的厚度大于其他部位,除了要查找包边机成型镶块的缺陷外,还要注意外板翻边线处R角大小。R角小,会导致包不实;R角过大,则会导致包边厚。
3 外板翻边高度的基本设定
翻边高度是影响包边品质的重要因素,根据拉伸弯曲或压缩弯曲性质不同适当调整翻边高度,设定翻边高度时注意在过渡区域内包边时不能受到最先接触部位的拉力的影响。预包时会发生工件推挤到一侧的现象,对产品品质稳定性具有极大的影响。翻边高度设定参考表1。
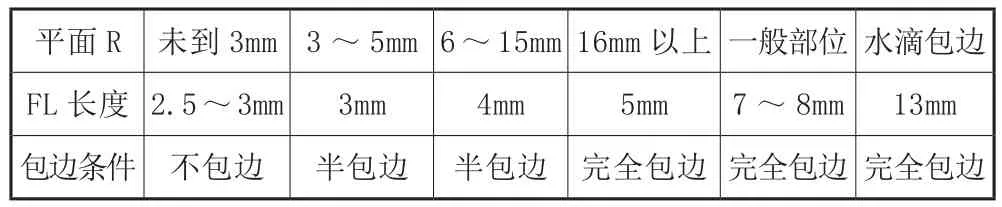
表1 翻边高度设定
备注:平面R指外板轮廓拐角R值;FL长度指翻边长度,公差±0.5mm。
4 结语
实践证明,液压机+包边模包边的技术工艺成熟,包边质量好且稳定,生产效率高;液压机可用于后续车型,实现柔性生产,此种工艺在日常生产中得到广泛应用。
