超高层建筑钢结构制造技术研究
2018-03-13武林
武 林
(华电重工机械有限公司,天津 300400)
1 工程概况
该项目具体位于上海陆家嘴滨江金融城上海船厂2E5-1块地,该块地建筑面积为0.434km2,该块地上拟建两座塔楼及若干座裙楼,其中地下面积合计为1.119km2。一号塔楼地上部分面积约为0.156km2,二号塔楼地上部分面积约为0.113km2,其余裙楼地上面积约为0.044km2。一号塔楼共55层,二号塔楼共52层,包括地下四层,结构为现浇钢筋混凝土梁、型钢混凝土柱。钢材材质为Q345B和Q345G型,柱形为H、T以及十字形柱。
该项目最大亮点在于工程结构上,采用混凝土梁与钢骨柱形成混合结构,将一部分钢筋通过穿越孔正交穿越过钢柱腹板,利用接驳器将混凝土钢筋与钢柱、钢柱牛腿三者进行锚固焊接,该工程及该类型结构存在不少难点,如表1所示。
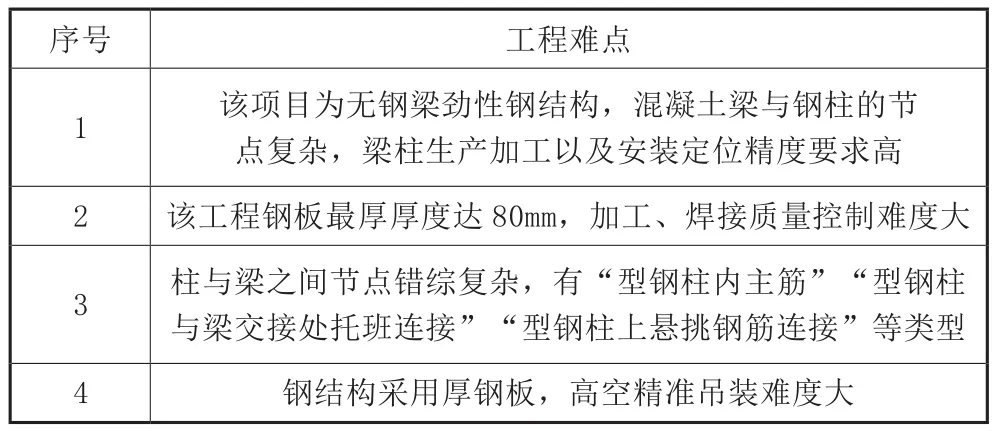
表1 工程难点
2 建模、制造及安装新工艺
2.1 BIM建模技术
BIM技术可以应用到工程项目的不同阶段,运用BIM绘制深化结构施工阶段的图纸来对钢结构柱的制造加工进行指导。该模型可直观地展示混凝土梁与钢柱的位置关系,大大提高了施工的准确率与效率,减少了返工率、工期及成本。
2.2 十字钢柱加工技术
十字钢柱板的厚度、重量、体积大,加工、焊接的精度标准高,加之其作为整个工程的重要受力部分,其加工质量的优劣关系到整个工程的质量与安全。在该项目工程中,把十字钢柱的制造加工分为三部分:制作H型钢(在拼装流水线上进行)、制作T型钢、组立十字钢柱。制作H型钢时,用斜撑可减少焊接中的变形,斜撑间距根据钢板厚度合理设置。H型钢的拼焊过程:零件下料→H型钢拼装机自动组立→自动埋弧焊接→火焰校正→锯头、制孔、锁口→焊接栓钉。
T型钢的制造加工工艺和H型钢的制造工艺一致,将2个T型钢背靠背固定之后再焊接,可减少T型钢焊接中的变形。T排的拼焊如图1所示,十字柱焊接顺序如图2所示,十字柱加工工艺如图3所示。
十字柱组立之前,先在端部腹板上确定基准线,后期均以该基准线来加工穿筋孔。为了使十字柱的长度及端部尺寸符合要求,在腹板和翼板为刨铣和焊接坡口各留出30mm的余量。通过刨铣加工,人们不仅可以控制十字柱的长度精度,还可以控制焊缝质量,提高后期的吊装精度。

图1 T排的拼焊

图2 十字柱焊接顺序

图3 十字柱加工工艺
2.3 中厚板焊接工艺
该工程主要运用埋弧自动焊和二氧化碳保焊两种焊接方法,采用多层多道接头错位焊接工艺。为了杜绝焊接过程中出现裂纹,经过多次试验,人们对焊接预热温度、层间温度、焊后保温温度及保温时间进行精确控制。
合理选用焊接坡口,采用合理的焊接顺序,不强行装配,先对收缩应力大的构件分段对称焊接,这样可以降低焊接接头的拘束应力,钢结构构件合格率高达98%。
2.4 高层安装技术
高层钢结构的安装,塔吊是最理想的选择,在综合考虑塔吊的吊装能力与焊接施工难易程度后,确定将钢结构分节位置定在楼面以上1m处。通过查阅所选塔吊的技术参数,根据所分节钢柱的质量等,人们计算绘制出钢柱分节明细表。
钢柱与混凝土梁结构是交织于一体的,两者的施工必然存在交叉,施工顺序若安排不好,必然导致只能单方面施工,耽误工期。该工程采用分阶段施工工艺,最大限度地优化了施工交叉问题,提高了施工进度。
该项目分阶段施工分为2个阶段:第一阶段为钢柱吊装阶段,当前一节钢柱所在的楼层完成钢筋施工及混凝土模板施工后,开始吊装工作;当吊装完成且完成焊接工作后,再对混凝土模板进行浇筑施工,直到刚吊装的钢柱所在楼层主体工程完成模板及钢筋施工,然后继续重复第一阶段。
3 结语
本文研究了上海金融城超高层塔楼钢结构制造及安装中遇到的主要难题,为我国超高层建筑中钢结构的制造与安装指明了方向。该建筑具有很高的借鉴价值,是我国建筑史上的一座里程碑。
[1]朱冠军.全逆作法施工在深基坑工程中的应用[J].企业科技与发展,2012,(5):49-51.[2]张弘弢,梁进.从北京BIM标准编制看中国BIM的快速发展[J].建筑新工艺,2014,(2):30-32.
[3]万祖勇,吴耀隆.BIM在商业地产项目中的实践——以南京证大大拇指项目为例[J].建筑技艺,2014,(2):45-48.
[4]景泉,吴锡嘉.流动的绿色建筑,绽放的城市之花——BIM在长春市规划展览馆及博物馆中的应用[J].当代建筑,2014,(2):50-53.
