喷焊余温淬火改善深松铲尖铁基涂层耐磨性
2018-03-01赵建国李建昌马璐萍郝建军张晋国马跃进
赵建国,李建昌,王 安,马璐萍,郝建军,张晋国,马跃进
0 引 言
在农业机械中的犁铧、深松铲、旋耕刀、耙片、开沟器、灭茬刀、断根刀等触土刀具,80%以上的失效是由于磨损造成的[1]。农机触土部件的早期失效,已经成为影响作业效率、质量及作业成本的关键问题。作为保护性耕作技术之一的深松技术,可以有效打破犁底层,使得耕作层、犁底层、心土层互联互通,对于土壤透水透气、蓄水保墒,促进作物根系的良好发育、增收增产有重要的意义[2-5]。深松铲作为深松作业的关键部件,长期受到土壤的磨粒磨损作用,极易早期失效。为了改善深松铲的耐磨性能,张金波等[6]基于仿生学原理,在深松铲尖表面设计了类似栉孔扇贝瓣的棱纹形结构,试验结果得出在不同的滑动速度下65Mn、T10仿生试验样件比平板型样件的质量磨损量分别减小了17%~30%、13%~24%;张新洋[7]采用等离子弧堆焊技术在深松铲尖表面制备了Fe90堆焊层,堆焊后的深松铲尖耐磨性是处理前的2.67倍,耐磨粒磨损性能显著提高;焦仁宝等[8]采用CO2气保焊-喷射送粉复合堆焊工艺,在深松犁铲易损部位制备高铬钼合金堆焊层,耐磨料磨损性能比传统深松犁铲提高了2.38倍。王海淞等[9]利用氩弧熔覆技术在65Mn基体表面制备了 TiC增强镍基复合涂层,熔覆后的深松铲具有较好的耐磨性能。氧乙炔喷焊设备简单、操作灵活、成本低,适合于Fe基、Ni基、Co基等自熔性合金粉末涂层的制备[10-11]。针对自熔性合金粉末,国内外学者采用激光熔覆[12-15]、感应熔覆[16-17]、等离子堆焊[18-19]、氩弧熔覆[20]等技术制备了性能优异的合金涂层,并得到了一定程度的应用。为进一步提高Fe基涂层性能,屈平等[21-22]利用反应等离子技术在Fe基上制备了Ti(C,N)- WC复合陶瓷涂层,硬度和耐磨性得到明显提高。张刘杰等[23]研究了Fe2O3对 Fe基合金组织和力学性能的影响,指出 Fe2O3促进了颗粒强化和晶粒细化,力学性能得到提高。李明喜等[24]研究了VC对Fe基合金喷焊层组织及耐磨性的影响,结果表明,VC 的加入促进了形核,细化了晶粒,提高了涂层硬度和耐磨性。党淑娥等[25]研究了多次重复高温加热淬火对合金钢非平衡组织的影响,指出两次重复高温加热晶粒细化效果较好。张雨龙等[26]研究了回火温度对Fe基合金组织与力学性能的影响,结果表明回火温度为 675 ℃时,涂层有较高的硬度和冲击韧性。黄永俊等[27]研究了激光淬火和激光熔凝对农机用 65Mn钢组织和性能的影响,表明激光淬火后,淬火回火65Mn钢表面硬度较高、心部基体具有一定的硬度和韧性。
为了提高材料表面的耐磨性能,国内外学者多采用激光熔覆、等离子熔覆、感应熔覆、激光淬火等方法,并通过从细化晶粒提高涂层性能的角度从发,做了卓有成效的研究。但这些方法设备贵、成本高,工艺复杂、难以满足深松铲生产、使用要求。为此本文采用氧乙炔火焰喷焊工艺在Fe基体材料表面制备耐磨涂层,并利用喷焊后试件余温进行淬火处理。
1 材料及方法
1.1 试验材料
试验基材为厚度不同的未经热处理45钢板,制备2种不同的试件。试件一:30 mm×30 mm×8 mm(2个),用于显微组织、物相、显微硬度分析测试;试件二:加工近似铲尖形貌,试件尺寸如图1所示(2个),用于实验室模拟土壤磨料磨损试验。
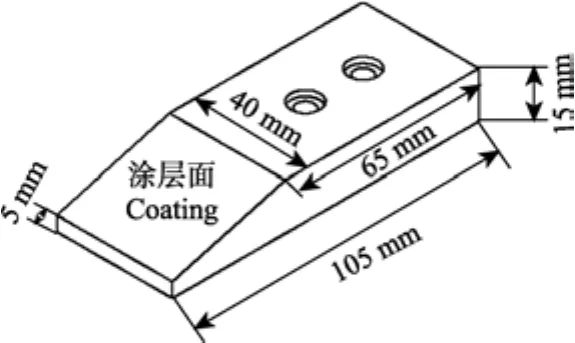
图1 磨损试件结构示意图Fig.1 Structure diagram of wear specimen
涂层材料为上海铸宇材料科技有限公司销售的铁铬镍合金粉末(牌号Fe6,粒径为53~150 μm),元素质量分数分别为C:0.8%,Cr:7.5%,B:4%,Si:2%,Ni:32%,Fe:余量。
1.2 试验方法
1.2.1 喷焊涂层制备
对试件表面进行喷砂处理,直至出现金属光泽;然后用浓度为99.5%的丙酮溶液清洗喷砂处理后的表面,并用热风吹干。采用P6-2/h型氧乙炔火焰喷焊枪在45钢基体表面制备铁铬镍合金涂层。
喷焊工艺采用一步法喷焊,预热温度250~300 ℃,乙炔压力为0.08 MPa,流量16 L/min;氧气压力为0.3 MPa,流量为16 L/min;喷涂距离约15 mm,喷焊枪喷嘴中心线与工件待喷表面保持垂直,角度为(90±5)°。喷焊前,将试件待喷表面平放并装夹在钳口上,使试件上表面距钳口上表面 1.5 mm夹紧,然后实施喷焊,涂层厚度为(1.5±0.2) mm。
1.2.2 喷焊涂层余温淬火处理
针对喷焊试件一和试件二,进行喷焊未淬火处理(自然冷却到室温)和喷焊淬火处理(淬火后冷却到室温)。喷焊淬火处理即喷焊结束后,立即采用红外线测温仪(Raytek Infrared hermometer,Model:3ILMSC,Range:500~3 000 ℃)测量试件表面的温度,当温度为800 ℃[28],进行油淬然后冷却到室温。
1.2.3 喷焊试件性能表征
对喷焊未淬火试件和喷焊淬火试件进行取样及金相制样后,采用美国FEI公司生产的NOVA NANOSEM 450型扫描电子显微镜(20~200万倍,1.0 nm/15 kV)观察涂层微观组织形貌;采用美国公司生产的 EDAX-OCTANE PRIME型能谱分析仪对涂层进行能谱分析;采用德国布鲁克生产的D2 PHASER型XRD(X-ray diffraction)射线衍射仪(角度范围:-3<2θ<160°)对涂层进行物相分析;采用上海恒一精密仪器有限公司生产的MH-6型硬度计测试试件横截面的维氏硬度(载荷为0.5 kg)。
1.2.4 喷焊试件耐磨试验
采用自制的土壤磨料磨损试验机(专利号:ZL-201520998176.0,ZL201521030760.3)测量试件二的磨损质量,试验装置如图 2所示。试验机主要由试件夹具、合土装置、压实装置组成,工作时,三者以一定速度同向转动,合土装置将分开的土合拢,然后进行压实,恢复土壤的初始状态。土壤为95%的石英砂(Φ1.5 mm)+5%的黏土,含水率为5%左右,转速为45 r/min,每隔4 h,测试试件的磨损量,试验累计时间为 32 h。磨损前后,将试件清洗干净,吹干称其质量。
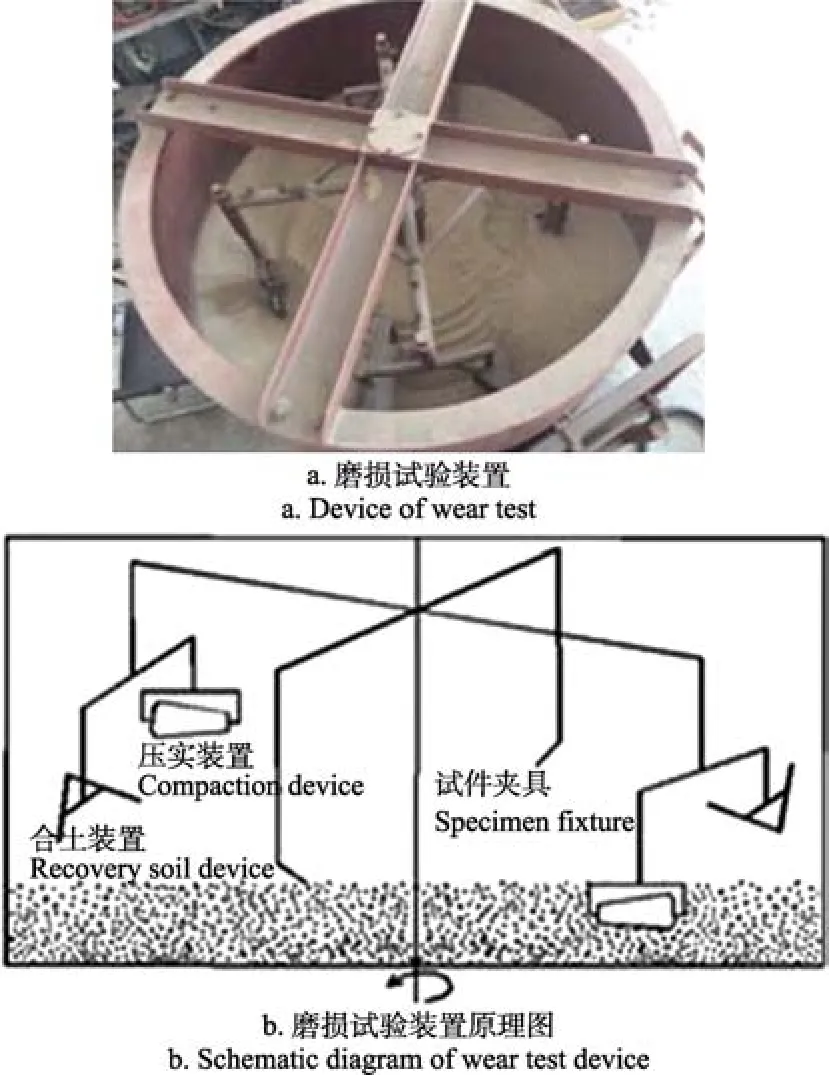
图2 土壤磨损试验装置Fig.2 Device of soil wear test
1.2.5 田间试验
取 4把河北农哈哈机械集团有限公司生产的深松铲尖,材料为65 Mn(淬火回火处理),其中2把采用本文试验方法在其表面制备1.5 mm厚的合金涂层并进行淬火处理。将4把深松铲尖称质量后同时安装在深松机上,在河北肃宁张家庄村进行田间试验,拖拉机时速为 4~5 km/h,作业面积为6.7 hm2,土壤多为砂壤土。
2 结果与分析
2.1 涂层横截面形貌
图 3为淬火后喷焊试件横截面显微形貌,呈现为涂层区、结合区、基体区,喷焊层和基体间形成一条过渡带,部分区域呈齿牙状[16,29],如图3中P、Q所示,说明该区域的液态合金与固态基体材料部分之间相互熔结扩散,喷焊层与基体呈一定程度的冶金结合状态。在喷焊过程中,凝固释放的热量多数向基体散去,结晶面缓慢向前推移,呈现平面带状[30]。
2.2 涂层表层显微组织
图4a为未淬火试件涂层显微形貌。图中硬质相呈现长杆状、长方块状、菱形块状、球状及其他不规则颗粒状,硬质相粗大、分布比较杂乱。文献[31-32]研究表明,50~150 μm的颗粒增强相易碎,可加速磨损。图4a中长杆状硬质相为100 μm左右,较粗大的碳化物韧性差、对基体具有割裂作用,裂纹敏感性强[33],不利于耐磨性能的提高。图4b为淬火后涂层的显微组织形貌,表面弥散分布着类似块状 A,长条形 B等物质,颗粒状物质弥散分布。与4a图相比,硬质相尺寸明显减小,约为5~20 μm,晶粒得到细化。由过冷理论可知,急冷对晶粒细化有促进作用[34]。未淬火试件,试件喷焊完后空冷,相当于正火,冷却缓慢,高温试件保持时间长,试件中生成的碳化物扩散容易,利于反应、集聚长大而形成粗大的碳化物;试件经淬火后,冷却速度快,元素扩散迁移困难,不利于碳化物的长大,因此得到的碳化物细小、均匀。

图3 淬火试件横截面形貌(45钢基体)Fig.3 Cross section morphology of quenched specimen (45 steel substrate)

图4 合金涂层形貌(45钢基体)Fig.4 Morphologies of alloy coating (45 steel substrate)
2.3 涂层物相
表1为淬火涂层能谱分析,图5为未淬火涂层和淬火涂层物相分析。图4b中A、B、C、D区域能谱分析结果如表1所示。A处的块状、B处的板条状及C处的圆块状物质主要由Fe、Cr、C、B、Ni、Si组成。文献[30]研究表明,Fe基合金堆焊层中,大量长杆状或多边形块状物质多为 Cr、Fe碳化物, 由元素分析可知,A、B、C区域可能为Cr23C6、Cr7C3、(Cr ,Fe)7C3、 Fe3C等Cr、Fe碳化物;D区域Fe、Ni含量较高,Fe、Ni固溶体的可能性较大。
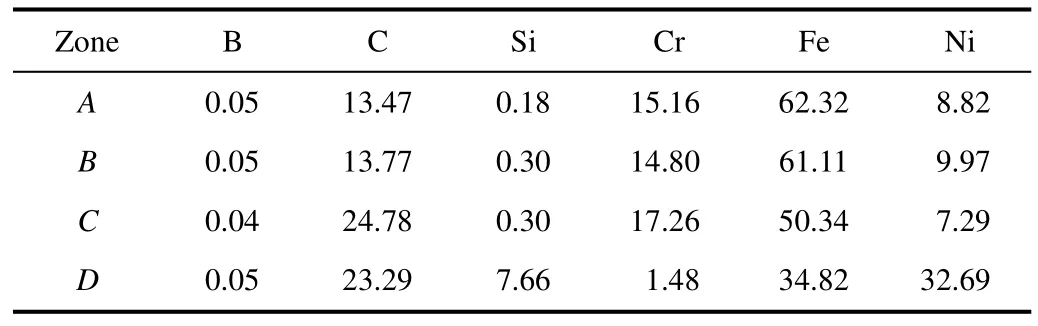
表1 淬火涂层能谱分析结果(45钢基体)Table 1 Results of energy dispersive spectrometer of quenched coating (45 steel substrate) %
如图5a图所示,未淬火合金涂层主要由γ-Fe(Cr, Ni,C,Si)、(Fe, Ni)、(Cr, Fe)7C3、Cr23C6、Cr7C3、Fe2B、Fe3C组成。Cr7C3、(Cr, Fe)7C3初生碳化物的熔化温度相对较高,冷却过程中优先析出;初生相析出后,合金熔池继续冷却,发生共晶反应,γ-Fe析出。在奥氏体稳定化元素Ni的作用下,部分γ-Fe来不及向α-Fe转化,形成了γ-Fe(Cr,Ni, C,Si)固溶体,γ-Fe的形成有利于降低喷焊层脆性。图 5b为淬火后涂层物相,物相成份基本与图 5a相似,但碳化物、固溶体等峰值有所增加,说明淬火有利于碳化物析出和固溶体增加。FeNi3是涂层中粘结相的主要物相。
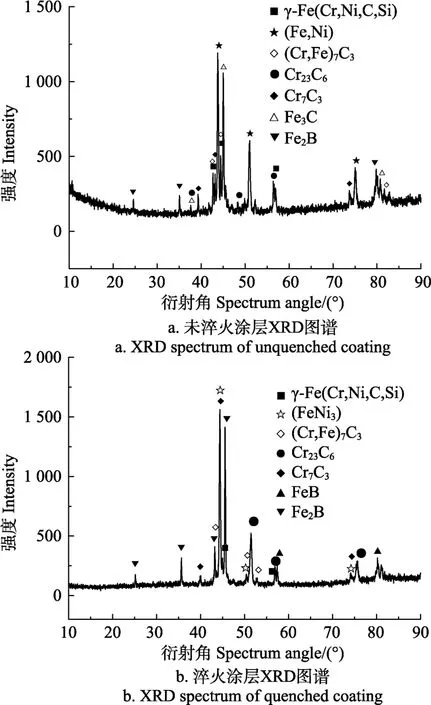
图5 涂层XRD衍射图谱(45钢基体)Fig.5 X-ray diffraction(XRD) spectrum of coating (45 steel substrate)
2.4 显微硬度对比分析
图 6为涂层截面显微硬度分布。未淬火喷焊涂层的显微硬度平均约为700 HV;淬火后涂层表面显微硬度最高接近 900 HV,平均硬度约为 800 HV;提高了约100 HV;淬火后基体硬度也得到了提高,约为未淬火基体硬度的 2倍。常规多晶体材料的强度(或硬度)随晶粒尺寸的变化通常服从Hall-petch理论

式中σy为屈服应力,σ0为单晶体屈服应力,d为晶粒平均直径,k为与材料相关的常数,晶粒越细小强度(或硬度)越高[35]。淬火后涂层组织得到细化,有利于材料硬度的提高;由于淬火的急冷作用,部分 C元素来不及扩散,形成碳过饱和固溶体,过饱和固溶体导致基体材料位错密度增加、晶格畸变,形成固溶强化,是硬度增加的另一个重要原因。
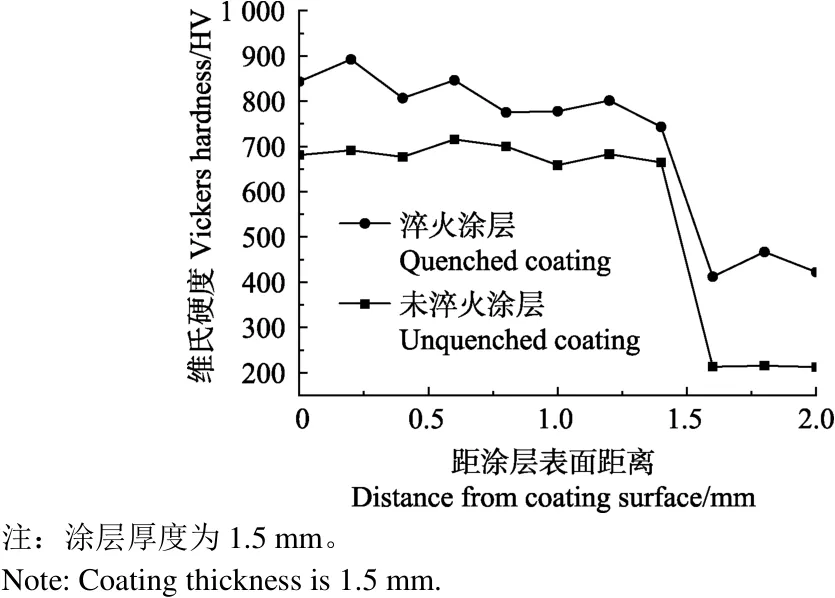
图6 喷焊层截面硬度分布(45钢基体)Fig.6 Vickers hardness distribution of coating section(45 steel substrate)
2.5 磨损失重分析
为了模拟铲尖土壤磨料磨损,测试涂层耐磨性能,在自制的土壤磨料磨损试验机上进行了磨损试验。图7为未淬火涂层试件(45钢基体)和淬火后涂层试件(45钢基体)土壤磨粒磨损失质量对比。未淬火涂层平均磨损质量约为0.35 g,淬火涂层平均磨损质量约为0.30 g,较未淬火涂层磨损质量有所下降。这主要是由于淬火后,在 45钢基体上弥散分布的碳化物、硼化物硬质相起到了抗磨作用,同时Fe、Ni元素的存在提高了涂层的韧性,对硬质相起到了粘结固化作用。涂层淬火后,硬质颗粒得到细化,颗粒尺寸减小,耐磨性得到进一步提高,磨损质量下降。

图7 未淬火和淬火涂层磨损质量对比(45钢基体)Fig.7 Contrast of wear loss of unquenched and quenched coating(45 steel substrate)
3 深松铲尖表面强化应用可行性分析
3.1 田间试验分析
深松产尖田间磨损宏观形貌如图8所示,图8a为喷焊合金涂层,其表面光洁,未出现严重磨痕及脱落等现象,呈均匀磨损状态;而图8b中,铲尖端部磨痕密集且比较集中,如图中 S区所示;在铲尖中部,沟槽光滑,且深度大,如图中 T区所示,是典型的磨粒磨损特征。原铲尖磨损质量为70 g,涂层铲尖平均磨损质量32 g,约为原铲尖的1/2,使用寿命约为原铲尖的2倍多。
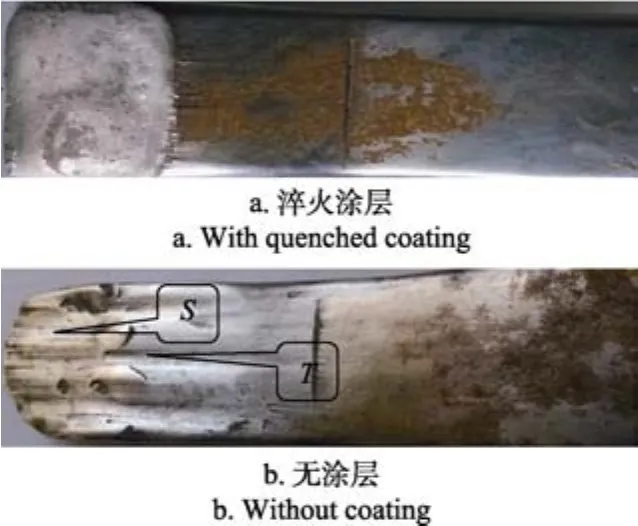
图8 田间试验后铲尖形貌(65Mn深松铲尖,作业面积为6.7 hm2)Fig.8 Deep-shovel tip morphology after field experiment(65Mn deep-shovel tip, working area of 6.7 hm2)
3.2 成本效益分析
深松铲火焰喷焊淬火强化成本主要有合金粉末、氧气和乙炔气体、人工等。每个深松铲尖喷焊区域为45 mm×40 mm×1.5 mm大小,合金粉末用量约为30 g,成本约为3元,气体及人工费约为2元,总成本共计约为5元,较原深松铲尖成本 15元增加了 1/3,使用寿命却提高了 2倍。火焰喷焊铁铬镍合金涂层在深松铲尖上的应用具有较好的前景。
4 结 论
采用传统火焰喷焊技术制备了铁基合金涂层,并充分利用喷焊试件余温进行了淬火强化处理。与未淬火试件相比,淬火试件显微组织、显微硬度、磨料磨损性能及田间耐磨性均有所改善,能够满足深松铲田间使用要求。
1)喷焊试件横截面呈现涂层区、结合区、基体区,部分基体材料和涂层材料相互扩散,呈一定程度的冶金结合状态。涂层主要由Cr7C3、(Cr,Fe)7C3、Cr23C6、Fe2B、γ-Fe(Cr,Ni, C,Si)等组成,涂层缺陷少、硬质相分布较均匀。
2)经淬火处理后的涂层,显微组织得到细化,显微硬度增加,磨损量降低。涂层中弥散分布着较多的硬质颗粒碳化物、硼化物及固溶体γ-Fe(Cr,Ni, C,Si)、(Fe,Ni)是涂层强化的主要原因,而硬质相、固溶体与含 Fe、Ni基体形成的相互包容、弥散分布结构提高了涂层抗磨料磨损性能。45钢淬火涂层的平均硬度为800 HV,明显高于未淬火涂层的硬度(平均硬度约为700 HV),涂层具有较好的耐磨性能。
3)利用喷焊层本身余温进行淬火处理,成本低、效率高、耐磨性好,工艺方便灵活。田间试验表明,淬火涂层铲尖平均磨损量32 g,约为原65Mn铲尖的1/2,使用寿命得到较大程度提高,Fe基合金涂层火焰喷焊余热淬火能够满足深松铲表面强化及实际应用要求。
[1] 张瑞富,杨恒山,高聚林,等. 深松对春玉米根系形态特征和生理特性的影响[J]. 农业工程学报,2015,31(5):78-84.Zhang Ruifu, Yang Hengshan, Gao Julin, et al. Effect of sub soiling on root morphological and physiological characteristics of spring maize[J]. Transactions of the Chinese Society of Agricultural Engineering (Transactions of the CSAE), 2015,31(5): 78-84. (in Chinese with English abstract)
[2] 朱瑞祥,张军昌,薛少平,等. 保护性耕作条件下的深松技术试验[J]. 农业工程学报,2009,25(6):145-147.Zhu Ruixiang, Zhang Junchang, Xue Shaoping, et al.Experimentation about subsoiling technique for onservation tillage[J]. Transactions of the Chinese Society of Agricultural Engineering (Transactions of the CSAE), 2009, 25(6): 145-147. (in Chinese with English abstract)
[3] 郑侃,何进,李洪文,等. 中国北方地区深松对小麦玉米产量影响的Meta分析[J]. 农业工程学报,2015,31(22):7-15.Zheng Kan, He Jin, Li Hongwen, et al. Meta-analysis on maize and wheat yield under subsoiling in Northern China[J].Transactions of the Chinese Society of Agricultural Engineering(Transactions of the CSAE), 2015, 31(22): 7-15. (in Chinese with English abstract)
[4] 何进,李洪文,高焕文. 中国北方保护性耕作条件下深松效应与经济效益分析[J]. 农业工程学报,2006,22(10):62-67.He Jin, Li Hongwen, Gao Huanwen. Subsoiling effect and economic benefit under conservation tillage mode in Northern China[J]. Transactions of the Chinese Society of Agricultural Engineering (Transactions of the CSAE), 2006, 22(10): 62-67. (in Chinese with English abstract)
[5] 张强,张璐,于海业,等. 复合形态深松铲耕作阻力有限元分析与试验[J]. 农业机械学报,2012,43(8):61-65.Zhang Qiang, Zhang Lu, Yu Haiye, et al. Finite element analysis and experiment of soil resistance of multiplexmodality subsoiler[J]. Transactions of the Chinese Society for Agricultural Machinery, 2012, 43(8): 61-65. (in Chinese with English abstract)
[6] 张金波,佟金,马云海. 仿生肋条结构表面深松铲刃的磨料磨损特性[J]. 吉林大学学报(工学版),2015,45(1):174-180.Zhang Jinbo, Tong Jin, Ma Yunhai. Abrasive wear characteristics of subsoiler tines with bionic rib structure surface[J]. Journal of Jilin University(Engineering and Technology Edition),2015, 45(1): 174-180. (in Chinese with English abstract)
[7] 张新洋. 深松铲尖表面等离子弧堆焊试验研究[D]. 大庆:黑龙江八一农垦大学,2013.Zhang Xinyang. Experimental Study of Plasma Arc Surfacing on the Surface of Deep-shovel Point[D]. Daqing: Heilongjiang Bayi Agricultural University, 2013. (in Chinese with English abstract)
[8] 焦仁宝,杨海,王桂莲,等. 深松犁铲CO2焊/喷射高铬钼合金粉复合堆焊层耐磨特性[J]. 内蒙古科技大学学报,2014,33(4):357-361.Jiao Renbao, Yang Hai, Wang Guilian, et al. Abrasion wear resistance composite surfacing of subsoiler high chromium molybdenum powder by CO2gas shielded spraying[J]. Journal of Inner Mongolia University of Science and Technology,2014, 33(4): 357-361. (in Chinese with English abstract)
[9] 王海淞,马跃进,李建昌,等. 深松铲氩弧熔覆 TiC/Ni复合涂层组织和性能研究[J]. 热加工工艺,2016,45(14):126-128.Wang Haisong, Ma Yuejin, Li Jianchang, et al. Study on microstructure and properties of TiC/Ni composite coating on sub-soling shovel prepared by argon arc cladding[J]. Hot Working Technology, 2016, 45(14): 126-128. (in Chinese with English abstract)
[10] 韩照坤,樊云飞,赵建国,等. 深松铲NiWC喷焊层耐磨性研究[J]. 河北农业大学学报,2015,38(1):108-112,117.Han Zhaokun, Fan Yunfei, Zhao Jianguo, et al. Study on wear-ability of deep-shovel with NiWC coating[J]. Journal of Agricultural University of Hebei, 2015, 38(1): 108-112, 117.(in Chinese with English abstract)
[11] 张旭,马跃进,赵建国,等. 灭茬刀火焰喷焊Fe6涂层组织及耐磨性能[J]. 表面技术,2015,44(10):40-45.Zhang Xu, Ma Yuejin, Zhao Jianguo, et al. Microsturcture and wear-ability of the stubble-cleaning cutter with flame spray welding Fe6 coating[J]. Surface Technology, 2015,44(10):40-45. (in Chinese with English abstract)
[12] Acker K V, Vanhoyweghen D, Persoons R, et al. Influence of tungsten carbide particle size and distribution on the wear resistance of laser clad WC/Ni coatings[J]. Wear, 2005, 258(1-4): 194-202.
[13] 戎磊,黄坚,李铸国,等. 激光熔覆WC颗粒增强Ni基合金涂层的组织与性能[J]. 中国表面工程,2010,23(6):40-44.Rong Lei, Huang Jian, Li Zhuguo, et al. Microstructure and property of laser cladding Ni-based coating reinforced by WC particles[J]. China Surface Engineering, 2010, 23(6): 40-44.(in Chinese with English abstract)
[14] 周野飞,高士友,王京京. 激光熔覆高碳铁基合金组织性能研究[J]. 中国激光,2013,40(12):1-5.Zhou Yefei, Gao Shiyou, Wang Jingjing. Microstructurproperty of laser cladding high carbon Fe-based alloy[J].Chinese Journal of Lasers, 2013, 40(12): 1-5. (in Chinese with English abstract)
[15] 周圣丰,戴晓琴,郑海忠. 激光熔覆与激光感应复合熔覆WC-Ni60A涂层的结构与性能特征[J]. 机械工程学报,2012,48(7):113-118.Zhou Shengfeng, Dai Xiaoqin, Zheng Haizhong. Characteristics on structure and properties of WC-Ni60A coatings by laser cladding and laser-induction hybrid cladding[J]. Journal of Mechanical Engineering, 2012, 48(7): 113-118. (in Chinese with English abstract)
[16] 张攀,张伟,于鹤龙,等. 感应熔覆铁基合金涂层的显微组织与性能[J]. 中国表面工程,2016,29(1):39-45.Zhang Pan, Zhang Wei, Yu Helong, et al. Microstructure and properties of Fe-based alloy coatings synthesized by induction cladding[J]. China Surface Engineering, 2016, 29(1): 39-45.(in Chinese with English abstract)
[17] 高原,王成磊,黄家强,等. 高频感应熔覆Ni60合金组织及耐磨性能研究[J]. 稀有金属材料与工程,2011,40(增刊2),309-312.Gao Yuan, Wang Chenglei, Huang Jiaqiang, et al. Microstructure and wear resistance of Ni60 layer prepared by high-frequency induction cladding[J].Rare Metal Materials and Engineering,40(Supp.2), 309-312. (in Chinese with English abstract)
[18] Huang S M, Sun D Q, Wang W Q, et al. Microstructures and properties of in-situ TiC particles reinforced Ni-based composite coatings prepared by plasma spraywelding[J]. Ceramics International, 2015, 41(9): 12202-12210.
[19] 张国栋,李莉,刘念,等. 打壳锤头等离子堆焊镍基涂层组织和性能[J]. 机械工程学报,2014,50(20):70-76.Zhang Guodong, Li Li, Liu Nian, et al. Structure and properties of nickel-based surfacing on crust breaker deposited by plasma arc welding[J]. Journal of Mechanical Engineering,2014, 50(20): 70-76. (in Chinese with English abstract)
[20] 郝建军,马跃进,黄继华,等. 氩弧熔覆Ni60A耐磨层在农机刀具上的应用[J]. 农业工程学报,2005,21(11):73-76.Hao Jianjun, Ma Yuejin, Huang Jihua, et al. Application of argon-arc clad Ni60A anti-abrasion coatings for cutter of agricultural machinery[J]. Transactions of the Chinese Society of Agricultural Engineering (Transactions of the CSAE),2005, 21(11): 73-76. (in Chinese with English abstract)
[21] 屈平,马跃进,赵建国,等. 原位合成Ti(C,N)-WC/Ni60A基复合涂层显微结构及性能[J]. 农业工程学报,2014,30(10):73-81.Qu Ping, Ma Yuejin, Zhao Jianguo, et al. Microstructure and performance of in-situ synthesis Ti(C,N)-WC/Ni60A matrix composites coating[J]. Transactions of the Chinese Society of Agricultural Engineering (Transactions of the CSAE), 2014,30(10): 73-81. (in Chinese with English abstract)
[22] 屈平,马跃进,赵建国,等. 适宜碳化钨含量提高Ti(C,N)-WC涂层耐磨耐蚀性[J]. 农业工程学报,2014,30(16):33-40.Qu Ping, Ma Yuejin, Zhao Jianguo, et al. Appropriate WC content improving wear and corrosion resistance of Ti(C, N)-WC coating[J]. Transactions of the Chinese Society of Agricultural Engineering (Transactions of the CSAE), 2014,30(16): 33-40. (in Chinese with English abstract)
[23] 张刘杰,刘祖铭,刘咏,等. Fe2O3对粉末冶金铁基合金组织和力学性能的影响[J]. 粉末冶金材料科学与工程,2011,16(4):610-616.Zhang Liujie, Liu Zuming, Liu Yong, et al. Effect of Fe2O3addition on microstructure and mechanical properties of powder metallurgical iron-based alloy[J]. Materials Science and Engineering of Powder Metallurgy, 2011, 16(4): 610-616.(in Chinese with English abstract)
[24] 李明喜,刘 进,李殿凯. VC对铁基合金喷焊层组织与耐磨性影响[J]. 材料热处理学报,2015,36(11):214-218.Li Mingxi, Liu Jin, Li Diankai. Effect of addition of VC on microstructure and wear resistance of Fe-based alloy coatings by plasma transferred arc welding[J]. Transactions of Materials and Heat Treatment, 2015, 36(11): 214-218. (in Chinese with English abstract)
[25] 党淑娥,侯 微,刘建生,等. 非平衡组织多次重复高温加热淬火细化晶粒研究[J]. 金属热处理,2017,42(1):139-143.Dang Shue, Hou Wei, Liu Jiansheng, et al. Grain refining of non equilibrium structure by multiple high-temperature heating and quenching treatment[J].Heat Treatment of Metals, 2017,42(1): 139-143. (in Chinese with English abstract)
[26] 张雨龙,姜锋,刘辉,等. 回火温度对铁基合金组织与力学性能的影响[J]. 粉末冶金材料科学与工程,2014,19(3):427-432.Zhang Yulong, Jiang Feng, Liu Hui, et al. Effect of tempering temperature on microstructure and mechanical properties of iron-base alloy[J]. Materials Science and Engineering of Powder Metallurgy, 2014, 19(3): 427-432.(in Chinese with English abstract)
[27] 黄永俊,张国忠. 农机用65Mn钢预热处理后激光强化组织及性能[J]. 农业工程学报,2015,31(1):53-57.Huang Yongjun, Zhang Guozhong. Microstructure and property of 65Mn steel preheated by laser strengthening[J]. Transactions of the Chinese Society of Agricultural Engineering (Transactions of the CSAE), 2015, 31(1): 53-57. (in Chinese with English abstract)
[28] 黄建洪. 农机零件的磨损、选材及热处理[M]. 北京:机械工业出版社,2013.
[29] 郭国林,张娜,王俊杰,等. Q235钢氩弧熔覆铁基合金涂层的耐磨性研究[J]. 铸造技术,2012,33(6):674-676.Guo Guolin, Zhang Na, Wang Junjie, et al. Investigation on wear resistance of Fe-based alloy coating prepared by argon arc cladding on Q235[J]. Foundry Technology, 2012, 33(6):674-676. (in Chinese with English abstract)
[30] 徐志鹏. Ti及Cr3C2对等离子铁基合金堆焊层组织和性能的影响[D]. 马鞍山:安徽工业大学,2013.Xu Zhipeng. Effect of Ti and Cr3C2on Microstructure and Properties of the Fe-based Alloy Coatings Produced by Plasma Transferred Arc Weld-surfacing Process[D]. Maanshan:Anhui University of Technology, 2013. (in Chinese with English abstract)
[31] Hans Berna, Birgit Wewers. Development of an abrasion resistant steel composite with in situ TiC particles[J]. Wear,2001, 251(1-12): 1386-1395.
[32] Dubourg L, Ursescu D, Hlawka F, et al. Laser cladding of MMC coatings on aluminium substrate: Influence of composition and microstructure on mechanical properties[J]. Wear, 2005,258(11): 1745-1754.
[33] 刘建阳. 等离子熔覆 Fe-Cr-C系熔覆层改性研究[D]. 徐州:中国矿业大学,2017.Liu Jianyang. Study on Modification of Fe-Cr-C Layer by Plasma Cladding[D]. Xuzhou: China University of Mining and Technology, 2017. (in Chinese with English abstract)
[34] 崔忠圻,覃耀春. 金属学与热处理[M]. 北京:机械工业出版社,2015.
[35] 单忠德,姜超,庄百亮,等. B1500HS钢低冷速形变下的力学性能与 Hall-Petch关系[J]. 材料热处理学报,2014,35(4):137-142.Shan Zhongde, Jiang Chao, Zhuang Bailiang, et al. Mechanical properties and Hall-Petch relationship of B1500HS steel deforming under lower cooling rate[J]. Transactions of Materials and Heat Treatment, 2014, 35(4): 137-142. (in Chinese with English abstract)