基于遗传算法的曲面加工优化双刀具选择算法*
2018-01-29赵世田付莹莹
赵世田,付莹莹,曾 勇,郑 雷
(盐城工学院 机械工程学院,江苏 盐城 224051)
0 引言
自由曲面加工刀具尺寸与加工效率密切相关,如果刀具尺寸太小,则加工步距小,刀具路径轨迹长,加工效率低下;如果刀具尺寸太大,则加工曲面时易于发生局部干涉,产生过切或欠切,因此,自由曲面加工刀具尺寸选择极为重要。现有的UG、Pro/E等商业CAD/CAM软件,由编程人员依据经验选择刀具[1],尺寸选择偏保守,需要反复试选择;另一种方法是基于曲面曲率分析[2-3]确定刀具尺寸,直接求取自由曲面的最大主曲率确定无干涉刀具尺寸。但是对于基于递推形式定义[4]的自由曲面等,难以直接确定最大主曲率。LI和ZHANG[2]根据曲面曲率分析,Ding等[3]通过细分曲面,计算各个离散点处的最大主曲率,确定无曲率干涉最大刀具尺寸RT,但是几何特征变化复杂的曲面,能满足无曲率干涉加工的刀具尺寸很小,加工效率低。
论文从加工刀具尺寸与加工效率关系入手,提出了一种基于遗传算法的自由曲面无曲率干涉加工优化双刀具选择算法。该算法求取的双刀具组合不但极大的提高了自由曲面加工效率,而且在建立优化求取模型时的等面积平面近似代替曲面的刀具路径总长度的简化计算方法,同样提高了算法效率。
1 自由曲面加工刀具尺寸与加工效率分析
1.1 加工效率分析
在残余高度允差h相同的前提下,加工自由曲面的凸面比凹面区域时的加工步距大,凹面区域易发生局部干涉。实际计算中,一般曲面正交于刀具进给方向的曲率半径ρ远大于残余高度允差h,简化的步距近似公式[5]:
(1)
其中,R是刀具半径。
假设残余高度允差相同,加工刀具尺寸大,则加工步距也大,刀具路径总长度就短,加工效率就高。为了避免发生曲率干涉,刀具半径R必须小于曲率半径ρ,则残余高度相对误差(Δh/h)<0.5%,可以满足实际使用要求[6]。
研究成果显示,刀具尺寸与加工效率具有图1所示函数关系[7]。由图可见:
(1)满足无曲率干涉加工自由曲面的刀具rmin半径非常小,刀具路径总长度最长,加工效率最低;
(2)采用过大尺寸的刀具R加工曲面非干涉区域,配合的rmin加工干涉区域,则非干涉区域很小,等同于采用rmin加工整个曲面区域,效率也很低。
1.2 双刀具组合定义
假设选择合适的刀具尺寸Ropt加工曲面非干涉区域,再采用尺寸rmin的刀具加工局部干涉区域,可以实现加工效率的最大化η=ηmax,其中rmin是基于曲面曲率分析,求取满足无曲率干涉加工自由曲面的最大刀具尺寸,Ropt是基于本文算法优化求取的最优刀具尺寸,此为双刀具尺寸组合。

图1 刀具尺寸与加工效率函数关系图
2 无曲率干涉加工自由曲面的最大尺寸刀具
2.1 曲面干涉区域划分
对自由曲面S=S(u,v)进行离散,如果刀具半径R大于曲面主曲率半径ρ,则会发生局部干涉。局部干涉区域边界上两点满足条件:

(2)
自由曲面分为干涉区域为SLI和非干涉区域为SNLI后,干涉区域对应曲面上所有点满足上式的离散点所围成的区域:
|Oi,j-Ss,t|≤R±εi,j≠s,t。
2.2 无曲率干涉加工最大刀具尺寸
对自由曲面进行离散,二阶连续自由曲面S(u,v),法曲率k是曲面参数u和v的函数,得到曲率模型k(u,v)。无曲率干涉加工最大刀具尺寸求取可转化为最大主曲率研究,即:
kmax=kmax(u,v)u,v∈[0,1]
(3)

3 优化双刀具选择算法
3.1 曲面面积近似计算
由于曲面表达式复杂,曲面面积难以直接计算,可以根据曲面离散点,近似求取曲面近似面积:
(4)
其中,

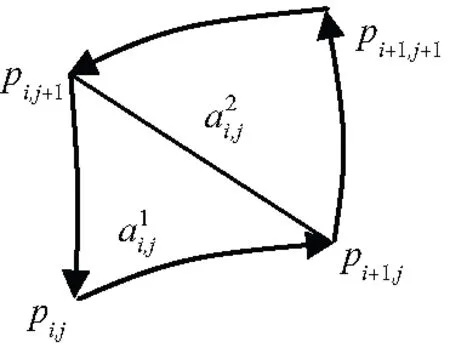
图2 局部小面积计算
3.2 刀具路径总长度的等面积平面近似计算

图3 球头刀加工平面的步距计算

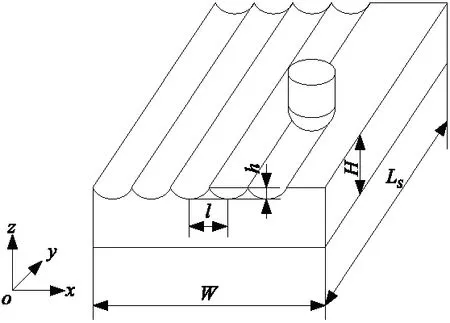
图4 球头刀具加工平面示意图
对应干涉区域、非干涉区域的刀具路径总长度分别为:TLLI=nLI×LLI和TLNLI=nNLI×LNLI。
曲面加工刀具路径总长度:TL=TLLI+TLNLI。
3.3 优化双刀具组合模型
根据刀具路径总长度TL和刀具尺寸,建立优化的双刀具组合模型求取Ropt。假设对应双刀具组合(R+rmin)的刀具路径总长度为TLR,单独采用刀具尺寸rmin加工自由曲面的刀具路径总长度为TLr,以TLR和TLr的比值作为纵坐标,以刀具尺寸R为横坐标,建立优化的双刀具组合模型,如图5所示。
y=f(x)
(5)
对应的数据点为:
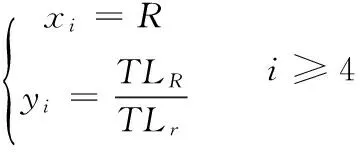
(6)

图5 优化双刀具组合模型
由上述数据点建立三次B样条曲线,采用遗传算法优化求取其极小值,对应的横坐标即为优化的刀具尺寸。为了求取极小值,确保B样条曲线二阶连续可导,要保证i≥4,且不包括刀具尺寸rL。从标准刀具尺寸系列,选择最接近的刀具尺寸Ropt,由Ropt和rmin组成优化的双刀具组合。
3.4 优化双刀具选择算法流程
优化双刀具选择算法流程如图6所示,首先对自由曲面进行离散,基于改进遗传算法求取自由曲面上的最大主曲率,由此确定了可以满足无曲率干涉加工整个自由曲面的刀具尺寸,并根据标准刀具尺寸系列确定最大标准刀具尺寸rL;顺序递增刀具尺寸,选择多把刀具并划分曲面对应的干涉区域,根据3.1节和3.2节求取曲面近似面积及对应的刀具路径轨迹长度,建立多刀具组合自动优化模型,求取优化的刀具尺寸并确定标准尺寸Ropt,得到最终刀具尺寸组合:Ropt+rL,然后分区域规划自由曲面加工刀具路径轨迹。

图6 优化双刀具选择算法流程图
4 验证实例
图7所示自由曲面模型离散后,基于文献[8]的改进遗传算法求取主曲率最大值Kmax=0.4217,对应最小曲率半径ρm=2.37mm,选取无曲率干涉最大刀具尺寸rmin=2mm。根据rmin递增,另外选取了直径为5,6,8,10,12,14,16,18和20mm共9把刀具,分别求取对应的干涉区域及非干涉区域。
自由曲面总面积为:2298.775mm2,设定残余高度允差h=0.01mm,采用3.2节的简化方法规划刀具路径,则rmin刀具加工自由曲面时的路径总长度5746.937mm。根据不同刀具尺寸R,划分曲面区域后,与rmin配对分别规划干涉区域和非干涉区域刀具路径并计算总长度,建立的优化双刀具组合模型(图8)。采用遗传算法求取得到优化的刀具尺寸8.24mm,选择标准刀具尺寸Ropt=8mm与rL=2mm,组成优化的双刀具组合,理论上的刀具路径总长度为:3608.475mm,相比较只采用rmin时的刀具路径总长度减少近37.21%(见表1)。
使用该优化的双刀具组合和改进的等参数法规划刀具路径,实际数据对比见表1,使用优化的双刀具加工自由曲面,刀具路径总长度减少38.04%。表1数据对比可见,实际加工刀具路径长度稍大于理论长度。原因在于理论值是基于自由曲面的不同区域的等面积平面近似,不存在冗余刀具路径(图4),而实际值是基于改进的等参数法对自由曲面进行实际的刀具路径规划(图9和图10),曲面曲率变化导致少量的冗余刀具路径,因此,实际刀具路径长度稍大于理论值,但是对比相差不大,本文算法的等面积平面近似曲面简化处理的理论假设,可以用于指导优化双刀具尺寸组合选取。
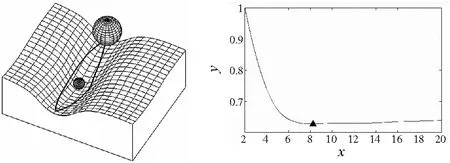
图7 自由曲面及其局部干涉区域划分 图8 最优刀具尺寸选择
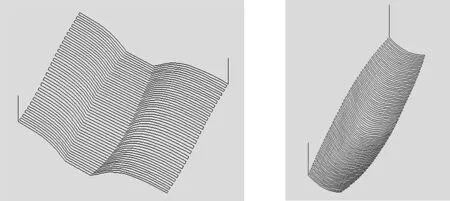
(Ropt=8mm) (rL=2mm) 图9 非干涉区域刀具路径 图10 干涉区域刀具路径

优化的刀具组合(mm)单独刀具(mm)rminR合计rmin刀轨总长度对比(%)理论值(mm)1470.0142138.4623608.4755746.93762.79%实际值(mm)1506.2892166.0283672.3175926.82361.96%
5 结论
为了提高自由曲面加工效率,从刀具尺寸选择的角度入手,提出了优化双刀具选择算法,小尺寸rmin的刀具可以满足整个曲面的无曲率干涉加工,用于加工局部干涉区域,而优化选取的Ropt大尺寸刀具,用于加工非干涉区域,以提高总体加工效率,采用双刀具加工自由曲面,刀具路径轨迹减少38.04%,相比较单独采用无曲率干涉的小尺寸刀具加工整个自由曲面,可以极大的提高加工效率,因此,本文算法具有很大的实际意义和工程应用价值。
[1] 肖苏华,龚雄文.自由曲面数控加工智能选刀方法的研究与开发[J].组合机床与自动化加工技术,2011(2):21-23.
[2] Li L, Zhang Y. Cutter selection for 5-axis milling of sculptured surfaces based on accessibility analysis[J]. International Journal of Production Research, 2006, 44(16): 3303-3323.
[3] Ding X, Fuh J, Lee K. Interference detection for 3-axis mold machining[J]. Computer-Aided Design, 2001, 33(8): 561-569.
[4] Campbell R, Flynn P. A survey of free-form object representation and recognition techniques[J]. Computer Vision and Image Understanding, 2001, 81(2): 166-210.
[5] 张小明,王清辉,王帅,等.基于曲面凹凸特征的环切加工轨迹生成方法[J].组合机床与自动化加工技术,2014(3):134-136.
[6] 任秉银,唐余勇.数控加工中的几何建模理论及其应用[M].哈尔滨:哈尔滨工业大学出版社,2000.
[7] 杨长祺. 复杂曲面多轴加工的高精度、高效率数控编程系统研究[D]. 重庆: 重庆大学, 2004.
[8] 赵世田,赵东标,付莹莹,等. 基于改进遗传算法求取加工自由曲面的最大刀具尺寸[J]. 计算机集成制造系统,2011,17(2):289-293.