某自动变速箱油管漏气问题研究
2018-01-25徐诚张保良杨士先
徐诚,张保良,杨士先
(安徽江淮汽车集团股份有限公司,安徽 合肥 230601)
前言
变速箱是汽车动力系统的重要组成部分,自动变速箱与传统的手动变速箱相比,具有操控便捷、行驶平稳等优势,而且随着近些年自动变速箱新技术的不断发展,自动变速箱的油耗也在不断降低。随着我国经济的发展和人民生活水平的不断提高,搭载自动变速箱的车型正越来受到消费者的青睐。
自动变速箱多采用电控液动的方式进行自动控制,这就要求自动变速箱中有一套完整的液压系统。而油管作为连接各液压元件的零件,是液压系统的重要组成部分。如果油管发生泄漏故障,轻则会浪费部分能量,影响自动变速箱的传动效率。重则会影响液压系统压力的建立,导致液压系统中执行元件因冷却润滑不足而异常磨损甚至烧毁的故障。
本文主要对某自动变速箱油管漏气问题进行分析,找到了导致油管漏气问题的关键影响因素,解决了油管漏气问题,保证了自动变速箱的性能。
1 自动变速箱油管的结构

图1 油管结构图
图1为某自动变速箱所用的油管结构图。其主要由进油口接头、出油口接头、连接管、中间管夹、衬套等部件组成。油管安装在自动变速箱内部,进油口接头(5)和出油口接头(1)分别安装在需要连接的两处油道上。进油口接头(5)、出油口接头(1)和中间管夹(3)上均镶嵌有衬套(2),通过衬套孔用螺钉将油管固定在变速箱对应位置上。进油口接头(5)和出油口接头(1)通过O形圈与变速箱油道密封。
2 油管漏气的检测方法和故障表现
2.1 水试
将油管两端密封并浸入水中,向油管中持续通入一定压力的空气,观察一段时间内油管各处的密封状态,如图2所示。如果有气泡冒出则判定不合格。

图2 水试方法示意图
2.2 试漏剂测试
将油管安装在变速箱壳体上,在油管可能漏气的部位喷涂试漏剂。然后向油管中持续通入一定压力的空气,观察喷涂试漏剂位置的密封状态,如图3所示。如果有气泡产生则判定不合格。
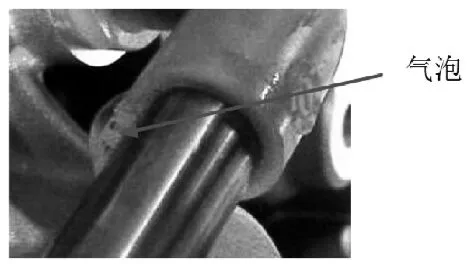
图3 试漏剂测试方法示意图
此种方法相对于水试的优点在于无需将工件整体沉入水中,能适用于一些不能遇水的工件或者不方便沉水的场合。但此种方法对于检测结果的判定仍然是通过人为观察来判定,检测效率较低且存在误判的可能性,适合小批量检测。
2.3 干试
通过专用的气密性检测仪测试,如图4所示。
2.3.1 检测原理
理想气体状态方程:

公式中P是气体的压力,V是容器的体积,T是气体的温度,R是气体普适常量。
当压力P的单位为Pa,体积V的单位为m3,温度T的单位为K,则R=8.314J/K.mol。
盖.吕萨克定律:
一定质量的气体,在压强不变的情况下,它的体积跟热力学温度成正比。
即若P1=P2,则V1/T1=V2/T2。
上式表明,一定质量的气体,不管其状态如何变化,气密性试漏机的压强和体积的乘积除以绝对温度,所得之商始终保持不变。这就是采用气体对工件进行密封性检测的基本原理。
2.3.2 检测判定
假设有一个被测工件的内腔溶剂是V,腔内压力是P,在温度恒定的情况下,经过一段时间(通常几秒或几十秒)后,他的内腔容积没有变化,而压力下降了一个确定值△P,这时我们就可以判定该工件为有泄漏工件。
在实际工业生产过程中,绝对无泄漏的工件时极少的。通常总是根据该工件具体的应用环境给出一个允许泄漏值,当工件泄漏值小于该值时则认为该工件为合格品。
在生产过程中,给定的允许泄漏值可以是压力下降值△P,也可以是漏率。漏率的物理意义是气体通过漏孔泄漏的流量,单位为 Pa.m3/s,计算方法为△P(压力下降值)×V(工件内腔体积)/ t(保压时间)。

图4 气密性检测仪图示
干式气密性检测使用的介质(空气)对工件一般无污染,检测速度快,精度高,适合工厂生产线大批量生产。
3 油管漏气的问题分析
自动变速箱油管漏气故障是一个综合性问题,不仅需要考虑油管本身,往往还需要考虑与油管相连接的其它部位是否漏气。如图5列出了可能导致油管漏气的原因。

图5 故障树(FTA分析)
3.1 油道孔铸造砂眼
如果与油管连接的壳体油腔内有铸造砂眼,部分砂眼可能与外界相通,导致油管检测是泄漏量超差。
3.2 油道孔尺寸不合格
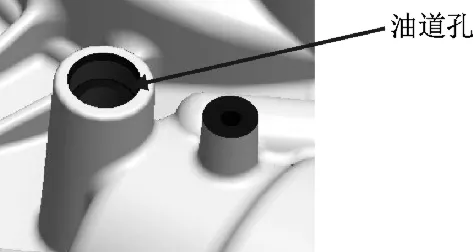
图6 油道孔示意图
油管接头与壳体油道孔通过O形圈进行密封,如图6所示。一般油管接头外径与壳体油道孔内径有一个合理的间隙,在保证油管接头上的O形圈密封槽与壳体油道孔同心的同时又不致使油管接头难以装入。如果油管接头外径与壳体油道孔内径之间间隙过大,则油管装配时打紧螺钉过程中,油管接头与油道孔的配合间隙可能一边大一边小,使油管接头上的O形圈一边压缩量大一边压缩量小。如果O形圈的压缩量小于设计的最小压缩量,会导致漏气故障。
3.3 O形圈密封槽表面质量差
油管的接头一般采用尼龙+玻纤的材料注塑而成。由于注塑工艺的特点,导致油管接头上的O形圈密封槽内会有一条合模线穿过。合模线过大会影响O形圈的密封性能,导致油管漏气。如果用手工去除合模线,又可能导致密封槽缺肉,如图7所示。所以,只有严格控制注塑模具的精度,将合模线的大小控制在允许的范围内。

图7 注塑缺陷示意图
3.4 包胶处漏气
为了满足耐压性和工艺性,自动变速箱油管多采用金属管包胶的结构,如果8所示。将金属管折弯成型,然后放入注塑模具中注塑两端接头。由于金属和塑料是两种不同的材料,在注塑过程中如果操作不当可能会使两者之间产生微小间隙,从而导致漏气故障。

图8 包胶间隙示意图
3.5 接头尺寸不合格
油管接头外径与壳体油道孔内径配合,油管接头上的O形圈密封槽与O形圈配合。因此要求这两处不仅尺寸公差必须满足设计要求,而且同轴度也必须严格满足设计要求,如图9所示。

图9 接头尺寸示意图
3.6 O形圈尺寸不合格
O形圈在油管连接过程中起主要的密封作用。如果O形圈尺寸不合格线径过小,会导致装配后压缩量过小从而产生漏气,如果O形圈线径过大,会导致油管装配困难,可能发生O形圈挤压破坏现象,也有可能产生漏气。
3.7 装配时O形圈损坏
装配时如果O形圈被切边,则空气会从切边处泄漏,导致漏气故障发生,如图10、图11所示。O形圈切边主要有以下原因造成:
① 装配前O形圈表面未均匀涂抹润滑油;
② 装配时油管按下方向不垂直;
③ 油管接头上的O形圈密封槽底径过大,O形圈压缩率过大;
④ 油道孔孔口倒角与孔内壁交接处未修圆,孔口存在锐边。

图10 密封圈破损示意图

图11 油道孔口锐边示意图
4 油管漏气的处理结论
经过对以上七个可能原因进行排查,找到了导致油管漏气的主要原因。按对漏气的影响大小依次排列如下:
① 包胶处漏气;
② 密封槽表面质量差;
③ 装配时O形圈损坏;
④ 接头尺寸不合格。
通过控制以上七个可以导致油管漏气的问题点,确定并整改上述四个质量问题,油管漏气问题得到解决。
5 结语
自动变速箱是一种精密的部件,对其内部各零件的质量有很高的要求。国内自动变速箱的研发和制造正处于起步阶段,在其生产过程中会发生各种质量控制难题,这些都需要技术质量人员不断分析问题、解决问题,从中汲取经验。以本次油管漏气问题为例,解决问题过程中识别出了会导致油管漏气的七种可能原因,最后确定了主要原因。这些原因的识别和确定可以为技术质量人员对类似油管问题的处理提供参考借鉴,从而不断提高自动变速箱的自主设计制造能力。
[1] 齐晓杰.汽车液压与气压传动.机械工业出版社,2005.
[2] 曾东建.汽车制造工艺学.机械工业出版社,2005.
[3] 刘来英.注塑成型工艺.机械工业出版社,2013.
[4] 张坤宜.测量技术基础.武汉大学出版社,2011.
