汽车仪表板与手套箱间隙过大成因分析及解决方法
2018-01-25左志华丁新桥徐胜桥
左志华,丁新桥,徐胜桥
(1.上海通用汽车有限公司整车制造工程部,上海 201201;2.武汉软件工程职业学院,湖北 武汉 430205)
引言
汽车(特别是轿车)车身生产投入大,产量高,质量标准要求近乎苛刻。20 世纪 90 年代初,由美国密西根大学吴贤铭先进制造技术中心倡导、美国政府支持、三大汽车公司(GM、Ford、Chrysler) 实施的“2mm”工程,在短短三年内使美国主要品牌车身的制造偏差从 1993 年的 4~5mm减少到 1996年的 2mm ,迅速达到世界领先水平。国内部分汽车制造企业,于 1997年提出了具有中国汽车工业特色的、车身质量控制的“2mm”工程的概念和目标,得到了政府和工业界的认可。
汽车整车尺寸匹配是汽车开发中的最重要的内容之一,也是体现一个汽车公司制造水平高低的重要标志。汽车尺寸匹配的质量保证通常从两方面着手,一方面通过虚拟仿真技术,防止低级的设计错误,保证设计尺寸匹配;另一方面在零部件的制造中大量使用检具、三坐标等测量手段,严格监控零件的尺寸,保证零部件符合设计要求。但是数模虚拟匹配与实样匹配还有诸多差别,如零件刚度、装配工艺的影响等无法在虚拟匹配中体现;另外,单个零部件在检具上符合尺寸要求并不能保证零件在相互匹配中满足要求。这些问题只能在实样零件制造后,通过实体匹配才能发现[1]。高品质汽车车身内饰的材质及装配工艺,可以提高客户对车辆持久的愉悦度,反映汽车制造工艺的水平。汽车车身内饰尺寸,尤其是仪表板各组件的尺寸匹配,尤为重要。本文就汽车整车制造过程中的手套箱与仪表板之间出现的间隙过大的现象做出分析研究,并给出解决方法。
1 汽车车身仪表板总成的组成结构
由于车身是内饰的安装载体,汽车内饰的安装,尤其是仪表板(主机厂简称 IP)及其附件的安装,尤为重要。汽车车身仪表板总成包含仪表板骨架、蒙皮、手套箱、仪表显示板以及其他许多电气线束及附属物件。经主机厂验证评估,其他附件及电气线束等对仪表板总成安装时无影响。本文的研究对象主要是汽车仪表板骨架(主机厂简称CCB)、蒙皮及手套箱。
CCB是仪表板的骨架,它是仪表板总成在车身上的安装基础。CCB一般是由厚度为1mm镀锌钢材制成,具有较好的力学性能。手套箱与仪表板蒙皮是聚乙烯(PE)材质。如图1是某型乘用车的IP总成结构示意图。图2是某型乘用车的CCB总成结构示意图。图3是某型乘用车的蒙皮结构示意图。图4是是某型乘用车的手套箱总成结构示意图。
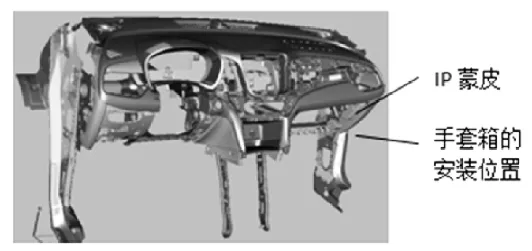
图1 某型乘用车的IP总成结构示意图
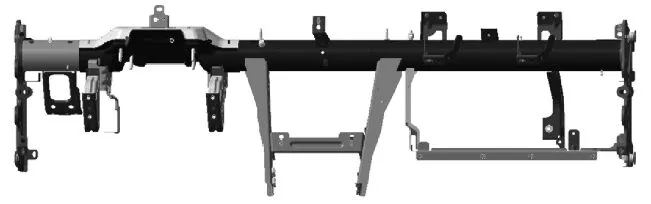
图2 某型乘用车的CCB总成数模示意图

图3 某型乘用车仪表板蒙皮数模示意图
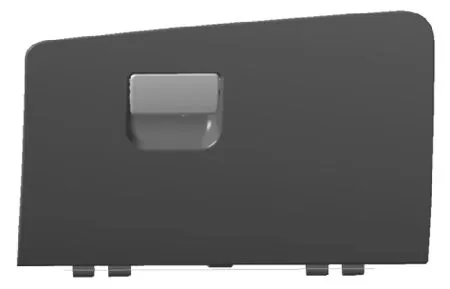
图4 某型乘用车手套箱数模示意图
2 汽车车身仪表板总成的安装工艺
2.1 IP总成与车身连接关系
IP总成在安装时,是利用机械臂以整体吊装进入车身内部。在Y向左侧通过两个螺栓将CCB固定连接在车身内侧板上。Y向右侧也是通过两个螺栓以及公差调节器连接在右侧内车身板上。由于车身装配本身公差带的存在,在装配时,IP与左侧车身钣金贴合没有间隙,由于车身零部件在制造时一般存在尺寸公差,IP和右侧车身钣金存在一定的间隙且存在波动,右侧通过公差调节器连接CCB与车身钣金。当车身存在一定尺寸误差时,公差调节器通过旋出块的旋出多少来贴近车身钣金,起到联接的作用,从而克服尺寸误差带来的不利影响。如图5所示公差调节器位置。
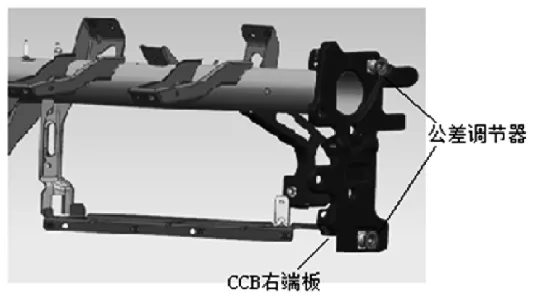
图5 公差调节器位置
公差调节器可以根据 CCB与车身间隙大小进行调节处理,可以满足一定车身尺寸误差范围内IP的顺利安装问题,以保证CCB与车身装配的灵活性,这对于批量生产汽车的整车制造企业来说尤为重要。
2.2 公差调节器的结构与原理
公差调节器是由旋出块、衬套和静止块三部分组成,如图6所示。衬套镶嵌在旋出块内表面。旋出块通过外螺纹和带有内螺纹的静止块连接。静止块和焊接螺母与CCB右端钣金固定连接。
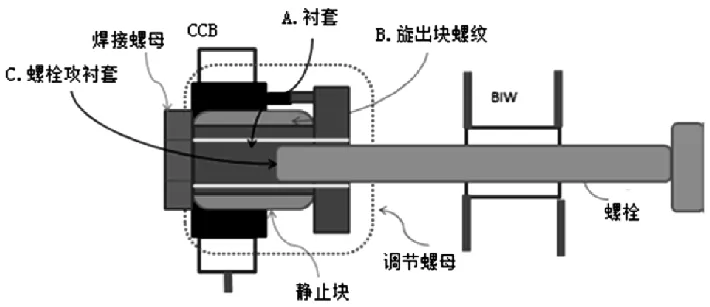
图6 公差调节器示意图
当螺栓攻入衬套之后,衬套位于螺栓与旋出块之间,它们形成过盈配合,通过产生的静摩擦力矩 MC带动旋出块转动,此时 MC为主动力矩。旋出块通过螺纹与静止块旋转,克服两者的摩擦力矩 MB直至旋出块与右侧车身钣金贴合。此时,旋出块右端面与车身钣金内面会产生摩擦力矩MBIW。其中MB和MBIW为从动摩擦力矩。
当MBIW=MC-MB时,旋出块停止转动,它与右侧车身内板贴合,消除CCB与车身钣金件的间隙,螺栓继续转动,直至与焊接螺母连接。
当MBIW<MC-MB时,旋出块虽然与右侧车身内板贴合,但仍然旋转,静止块与车身钣金距离有可能增加。
这就是IP与车身右侧打紧过程。
2.3 手套箱、IP蒙皮与CCB连接关系
IP蒙皮通过螺钉安装在CCB上,形成一个整体。手套箱下端通过卡爪与IP蒙皮铰接,使得手套箱可以绕下端边线作中心轴旋转。手套箱上端与IP没有连接点。手套箱左右两侧各以一个锁舌与IP蒙皮相连,如图7所示。
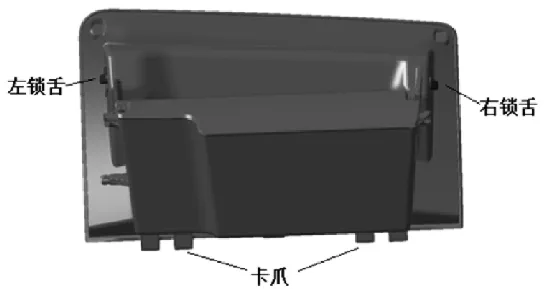
图7 手套箱安装示意图
3 手套箱间隙过大现象的产生
3.1 旋出块所受车身内板件约束反力的计算
某型乘用车采用的公差调节器的旋出块端面外圆半径R=27.8mm,旋出块端面内圆半径r=13.8mm,旋出块端面与车身摩擦系数μ=0.3,查阅设计工程标准得知旋出块和衬套MC为1.2n·m,旋出块与静止块力矩MB为0.15n·m,这里取MBIW为两者之差为1.05N·M。
根据摩擦力矩计算公式:MBIW=2μF(R2+R×r+r2)/3(R+r)
得出旋出块与车身之间正压力F为:

代入数值求出F=163.8N。可知,Fmin=163.8N。
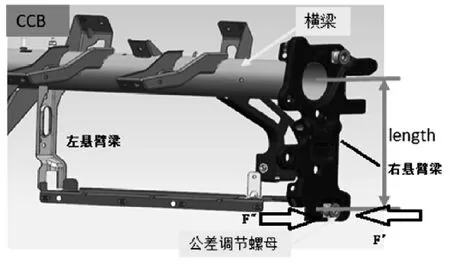
图8 CCB右端板受力结构图
3.2 手套箱间隙过大现象的产生
如图8,CCB右端板与公差调节器的位置可以知道,接近横梁位置的上端调节器对右端板的变形可以忽略,重点讨论右端板下端的公差调节器对右端钣金下方的作用力及变形。其实,它是一个简单的悬臂梁问题。它的下端与左端板连接在一起,F′=163.8N,为公差调节器对 CCB右端板下端的作用力。此时 F′克服左右悬臂的弹性力,使下端向左平移。当CCB右侧与内车身安装时,在紧固公差调节器的螺栓时,CC向当IP装配完成时,手套箱与IP之间的右侧间隙有偏大的情况出现,比正常2mm多出0.75~1mm。当公差调节器在打紧的时候,旋出块贴住车身钣金端面产生静摩擦力矩,阻止旋出块继续旋转使旋出块与衬套发生脱离。CCB端面板件承受163.8N的力而不发生变形。图9是某整车制造厂的一款车型手套箱编号点,表1是手套箱装配完成前后实际检测值。
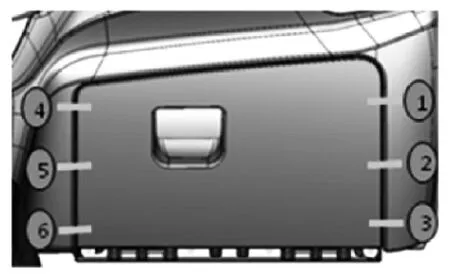
图9 某车型手套箱间隙检测点标记

表1 某车型手套箱装配完前成后实际检测值(单位:mm)
从表1,我们可以看出IP手套箱间隙装配前后1点的变化0.5mm。
3.3 手套箱间隙过大试验测试
我们选取某整车制造厂的一款新车型,通过测力器作用在手套箱附近的公差调节器上,如图10所示。在三种不同的推力作用下,测量手套箱上1~6号点标记的间隙变化量,如表2所示。注意:间隙变化量在0.5mm以内合格。

图10 手套箱模拟受力图
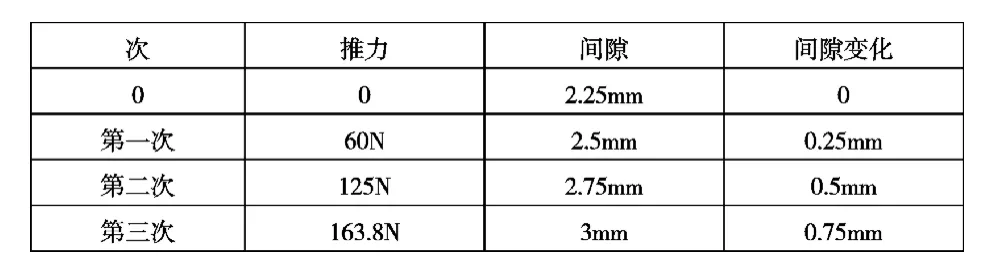
表2 IP公差调节器处受力与间隙变化
实际测量过程中,发现承受163.8N,CCB端面右侧板件向左移动,从而导致1点间隙变大。
3.4 手套箱间隙过大产生的原因
当公差调节器在打紧的时候,旋出块与螺栓之间产生的摩擦力矩较大,克服旋出块贴住车身内饰板端面产生静摩擦力矩及旋出块与静止块摩擦力矩,致使CCB端面板件受力而发生较大变形,致使手套箱和蒙皮下端向左移动,而使手套箱与蒙皮之间的间隙发生变化,其中1点间隙变化超过工艺标准,如图11。CCB右端面为1mm的镀锌钢板,其刚度为210GPa左右。如果其刚度增加,足以克服公差调节器中旋出块与螺栓的摩擦力矩,使旋出块与车身板材停止相对转动。

图11 手套箱1点间隙变大示意图
4 手套箱间隙过大现象的产生解决方法
4.1 手套箱间隙过大解决方法一
CCB右端板材为镀锌优质碳素钢,为了抵御该板材的弹性变形,增加其刚度,可以采用高强度钢或者合金钢,以提高其力学性能,尤其是刚度。这样在公差调节器打紧的时候,可以减少该板材的弹性变形。从而保证手套箱下端不向右平移。但是在实际批量整车生产中,成本是必须考虑的问题。更换材料,意味着成本大量增加。显然,这种方法不是最好的。
4.2 手套箱间隙过大解决方法二
仔细分析IP与右端板的连接方式的时候,发现IP与右端板下端有一个定位销进行定位。如图12所示。通过更改定位销的位置,使IP下端提前产生向右的变形。

图12 定位销的位置
改变生产工艺,使 CCB右端板的定位销孔向右移动1mm,定位销在安装的时候会使IP下端向右移动,当公差调节器打紧的时候,CCB右端板带动IP及手套箱向左移动,正好抵消先前向右的偏移量,如图13所示。这样,很好地解决了手套箱1点间隙偏大的问题,如图14所示。这种方法简单而实用,节约成本,只需要在CCB右端板模具上做小小的改动就可以实现。

图14 偏调方案原理示意图
5 总结
在整车制造和装配过程中,车身尺寸产生变化,原因往往是多方面的。有的是车身零部件误差的累积效应,有的是材料力学性能的局限,有的是装配和加工工艺产生的影响。本文分析了主机厂某型车手套箱间隙过大现象的原因,尤其是公差调节器的工作原理和作用,从零部件受力的角度,仔细分析手套箱1点位置产生的具体原因,并给出了解决方案,这种方案能以最低的成本,有效地解决整车装配中的实际问题,很好的控制了手套箱各点的间隙。
[1] http://blog.sina.com.cn/s/blog_95d97f340100vk3r.html.
