一种三圆导柱高速精密压力机电气控制系统
2018-01-24曹振游黄建民
朱 霖,曹振游,黄建民
(扬力集团股份有限公司,江苏 扬州225000)
扬力集团SHC-25三圆导柱高速精密压力机,滑块运行精度高,滑块行程次数可调。本超高速压力机广泛应用于精密电子、通讯、电脑、家用电器、汽车零部件、电机定转子等小型精密零件的冲压加工。电气设计采用PAC系列压力机控制器,具有主机及模具的各项故障自检功能,配以自动送料装置,可使用级进模和卷料进行自动化生产。
1 概述
PAC系列压力机控制器是一种机械压力机专用控制器。可用于开式固定台、开式可倾、闭式双点等多种机械压力机的控制。集成了电子凸轮、离合器控制、模具的监控保护、润滑、剪切、吹料、计件、模高显示等功能。替代了原PLC加机械凸轮或电子凸轮的控制方案,使得系统的结构简化,安装和连接方便,同时提高了机械压力机的自动化水平和安全水平。
PAC200提供了8路可编程的监视通道,监控压力机的外围设备是否工作正常;提供了12路可编程的凸轮输出供外部设备使用,更加适合不同要求的压机控制场合。具有100组程序存储的功能,满足快速换模的需求。
2 控制系统组成
控制系统各组成部分如图1所示。

图1 控制系统组成示意图
3 控制系统接线图
控制系统接线示意图如图2所示。
4 控制系统运行模式
系统有4种运行模式:校模、寸动、单次、连续。
(1)校模。检测到主电机正转信号和反转信号都是0V,校模开关为24V,此时如果检测到左手输入信号由0V变为24V,同时右手输入信号由24V变为0V(这一过程以下简称双手启动),离合阀输出信号为高;校模开关变为0V,离合阀输出信号为低。
(2)寸动。检测到主电机运转正转信号或反转信号是24V,此时如果做双手启动,离合阀输出信号为高。
(3)单次。检测到主电机正转信号是24V,没有“上死点”等的报警,做双手启动,离合阀输出信号为高,并持续到角度信号为135度之后,到达特定的角度,离合阀输出信号变低,滑块停在上死点范围。
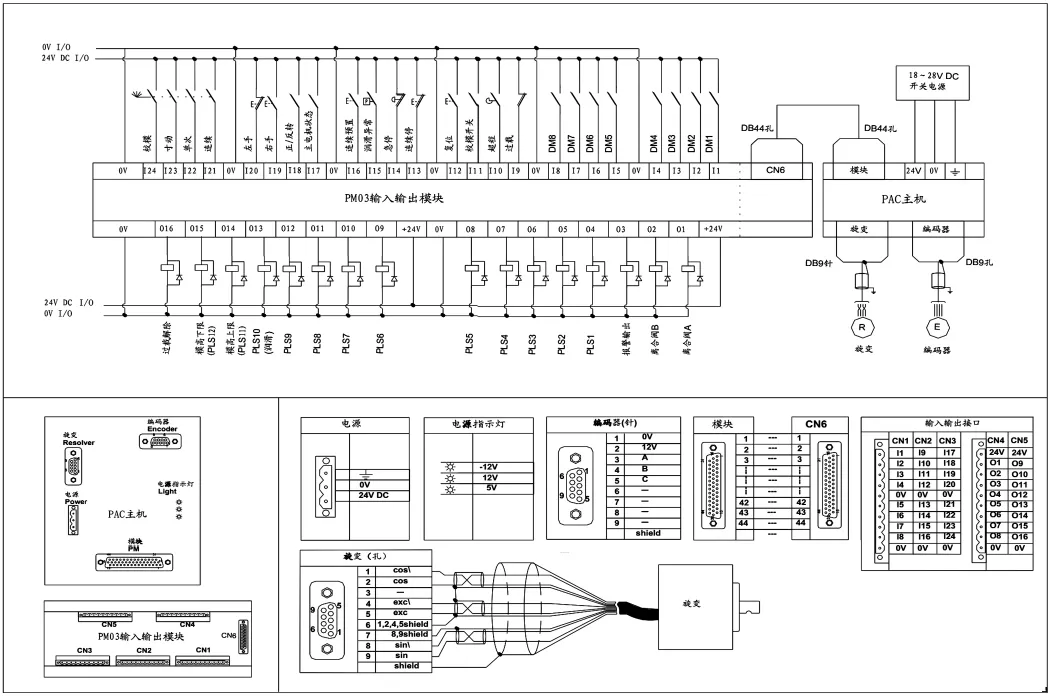
图2 控制系统接线示意图
(4)连续。检测到主电机正转信号是24V,没有“上死点”等的报警,“连续预置”信号曾经变为高,在预置有效的时间范围内,如果做双手启动,离合阀输出信号为高,持续3秒之后,不管左手和右手信号如何,离合阀输出信号一直为高,直到有停止命令。
在工件计数到达设定值时,离合阀输出自动分开,使滑块会自动停上死点。检测到急停输入为0V或检测到报警,离合阀输出立即变低。
5 控制系统报警提示
出现报警,控制器的指示灯和LCD上会显示相应的报警情况。如果运行过程中停机,可以在历史记录页面查看停机的报警记录。根据报警指示,解决报警的原因后,按“报警复位”或外部“复位”按钮即可解除报警。
6 结束语
本文阐述的扬力集团SHC-25三圆导柱高速精密压力机电气控制系统具有自动控制、自动检测、故障记录等特点,保障了压力机的安全性、稳定性、多功能性,具有较好的使用价值和推广价值。
[1]苏成君,滕 薇.压力机电气自动控制技术[J].一重技术,2008,(3).
[2]颜全生,杜 江.PLC在压力机控制系统的应用 [J].电气传动,2009,(3).
[3]刘茂银,梅碧舟.压力机控制系统中PLC的应用及设计[J].锻压装备与制造技术,2007,42(3).
