机床工具线性测量的误差分析
2018-01-24井溢涛
戈 娟,井溢涛
(1.齐鲁工业大学 机械与汽车工程学院,山东 济南 250353;2.济南铸造锻压机械研究所有限公司,山东 济南 250306)
机械加工工业的快速发展,对机床精度、稳定性都提出了更为严格的要求,同时对机床附带的工具、夹具、刀具也提出了更高要求,同时对与之配套的测量设备也提出了更为苛刻的要求。本论文仅从机床配件-刀具安装、位置检测过程中分析可能存在的误差,对提高整台机床的精度提供了技术支持。针对目前国内市场上出现的检测设备基本上是基于计算机、CCD、光学影像于一体的测量设备,这种设备无论是在软件上还是硬件上都存在相应的误差[1、2]。
为此,基于机床上的圆柱刀具精确对刀,借助某公司开发的机床工具测量仪[3]进行误差分析,根据在实际使用的过程中存在着软件及硬件相应的误差,主要是针对线性尺寸测量时产生的误差进行分析。以下是从十字光标线、工件轴线的平行度、、及镜头放大倍数三个方面进行误差分析。
1 十字光标线的误差
该检测设备的工作原理是基于光学成像系统,借助光学镜头、CCD在电脑上捕捉到被测刀具的影像,通过移动十字光标线的位置获得测量结果。十字光标线在电脑屏幕上也是有宽度的,依据光学镜头不同的放大不倍数测得的线宽也是不一样的。在测量过程中,选取标准线宽为128。不同的放大倍数下,十字光标线的线宽也是不同的。本次实验选取了三种放大倍数:40×、120×、200×。如表 1 所示。

表1 不同放大倍数下的线宽值
被测工件在制造过程中,测量精度要求在20um以内,测量精度和选取的线宽有直接关系,故理论上线宽越窄误差越小,然而线宽窄到一定程度,肉眼不易分辨,同样会带来较大的误差。在尽量减小测量人员误差的前提下,经多次试验,选取标准线宽为128时,放大倍数为120倍时,进行测量误差是最小的。
2 被测工件轴线对测量精度的误差
检测过程中,选取一把普通圆柱刀具作为标样,工件圆柱表面V型块、托架及锁紧螺钉定位夹紧。如图1所示,装夹时因夹紧力位置、方向不同,导致工件轴线与水平线发生倾斜,倾斜角度为0.7°时,实际值为79.985mm,测量值为79.980mm,测量值比实际值小6μm。被测工件越长,误差值就越大。所以,测量中应尽可能保证被测工件的轴线水平。

图1 工件具受力夹紧变形图
3 放大倍数对测量精度的误差
在实际测量中,光学镜头的放大倍数对测量精度也有影响。实验过程中,我们选择3种放大倍数进行6次测量(如表2所示),标准棒阶梯长为79.985mm。对数据进行分析,如图2所示。

表2 不同放大倍数下的测量值
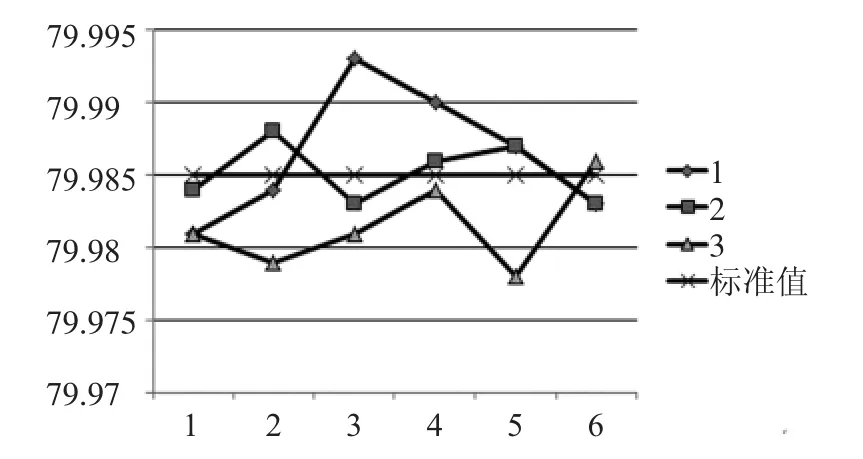
图2 不同放大倍数下的测量值
放大倍数为40×——图2中线1所示(表3)
平均误差为:Δ=79.9863-79.985=-0.0013
标准差为:Sn=0.00415

表3 放大倍数为40×的测量值
放大倍数为120×——图中线2所示(表4)
依据上述公式,可计算出

平均误差为Δ=79.9852-79.985=0.0002
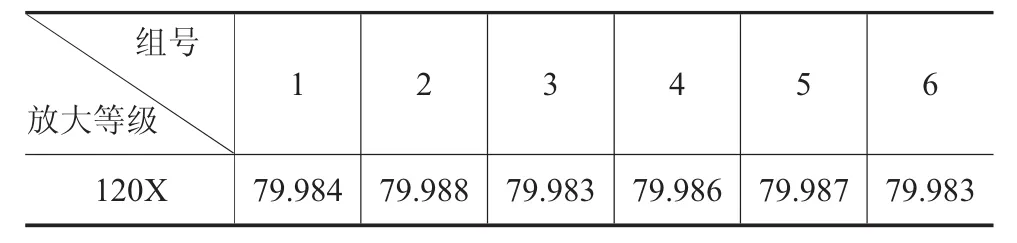
表4 放大倍数为120X的测量值
标准差:Sn=0.002
放大倍数为200×——图中线3所示(表5)
依据上述公式,可计算出

平均误差为Δ=79.9815-79.985=-0.0035
标准差:Sn=0.0027
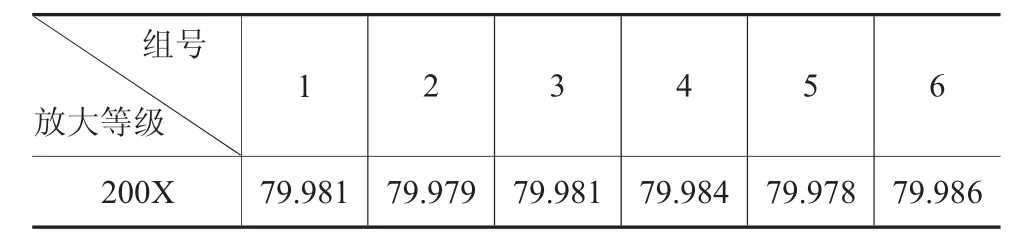
表5 放大倍数为200X的测量值
三种放大倍数下,实测值与标准值的偏差与方差如表6所示。
我们用平均值来反映的这三组数据的平均水准,用标准差则是来反应反映这三组数据的离散程度,方差越小这组数据越稳定,围绕平均值波动的程度就越小。由上表可知,当放大倍数为120倍时,平均值越接近实际值,偏差越小,结果也越稳定。
4 结论
从三个方面分析了检测装置的误差来源,简单定量分析了三种误差的大小,最终选出了最优组合,为测量人员在今后的测量过程中提供了一个测量依据,对实际生产有着指导性的意义。
[1]陶志健.刃口钝化参数检测系统设计中关键问题的研究[D].大连:大连工业大学,2011.
[2]武汉大学测绘学院测量平差学科组.误差理论与测量平差基础[M].第二版.武汉:武汉大学出版社,2003:12-50.
[3]陈应州.基于图像处理的几何参数测量系统[J].大连轻工业学院学报,2003,22(4):293-295.
