聚酯切粒外观质量的影响因素及改进措施
2018-01-24何达
何 达
(中国石化股份有限公司天津分公司化工部,天津 300271)
中国石化股份有限公司天津分公司(简称天津石化)化工部聚酯装置采用德国吉玛公司五釜流程工艺,装置包括14区、15区两条生产线。14区聚酯熔体全部通过3台并联的切粒机生产半消光聚酯切粒;15区聚酯熔体主要用于半消光聚酯短纤维生产,同时配有1台切粒机用于聚酯切粒生产。随着市场竞争的日益激烈,作为聚酯装置唯一外销产品,聚酯切粒的外观质量要求不断被提升,成为聚酯切粒质量评定的重要因素[1]。在实际生产中,受生产工况、外界环境、人员等各方面因素的影响,聚酯切粒产品外观质量异常现象时有发生,这对生产稳定和产品品质产生消极影响,甚至使企业失去一些固定客户,造成产品滞销,导致企业的经济效益受损。因此,优化控制聚酯切粒外观质量势在必行。
1 聚酯切粒机结构及工作原理
聚酯装置配置2台HSG600H型德国切粒机和2台TSQW600型国产切粒机,用于生产聚酯半消光切粒。以TSQW600切粒机结构为例,由底座、切割装置、导向装置、水分配系统、传动装置、长料预分离器、控制柜、操作台等组件构成。其中,高温聚酯熔体经由切粒机铸带头挤出形成铸条,铸条在溢流水提供动力的带动下,流经导流板,进入切割室,经前后引料辊引入到动、定刀间隙处,经动刀螺旋刃的旋转作用,被切成颗粒。切粒经干燥器脱水干燥后进入振动筛,再输送到包装工段进行成品包装外销,如图1所示。
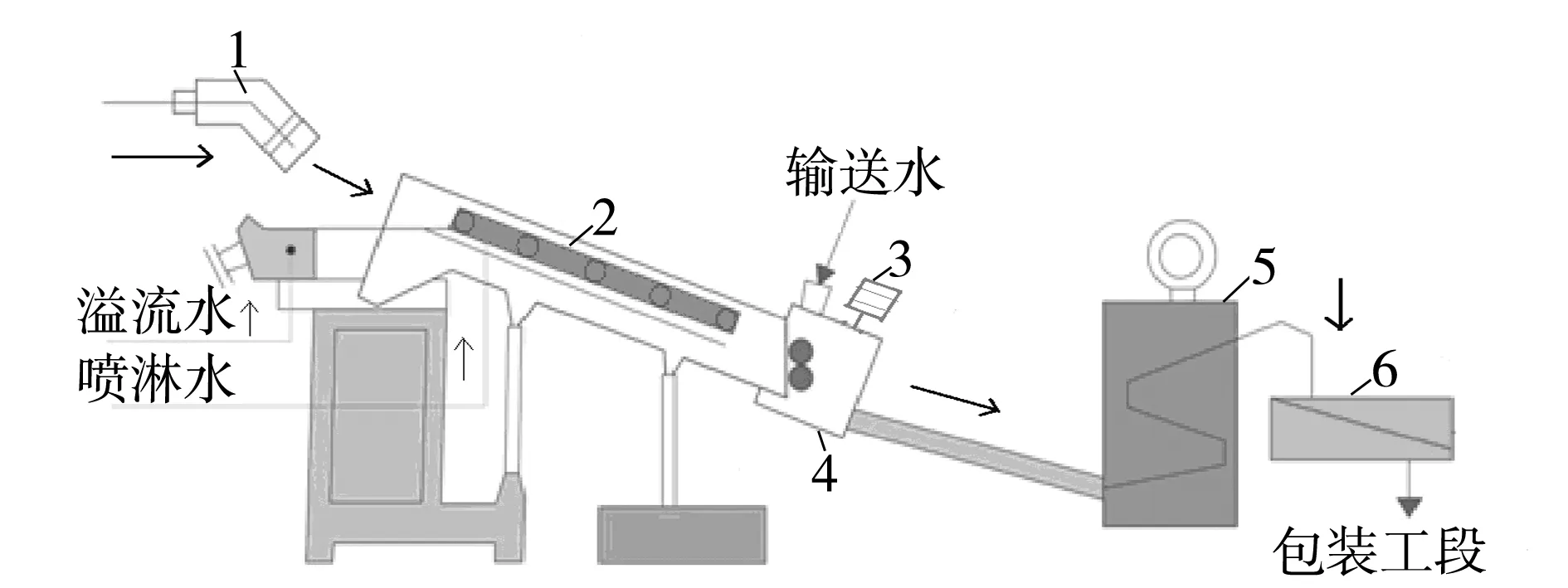
图1 切粒机系统工艺流程Fig.1 Process diagram of granulation system1—铸带头;2—导流板;3—切粒电机;4—切割室;5—干燥器;6—振动筛
2 聚酯切粒外观质量异常判定标准
根据国标相关规定[2],各企业对聚酯切粒外观质量要求进行了细化,天津石化制定了聚酯切粒外观质量异常判定标准,见表1。

表1 切粒外观质量异常判定标准Tab.1 Abnormal appearance standard for polyester chips
3 聚酯切粒外观质量异常的原因分析
3.1 操作人员
岗位操作人员责任心不强,操作不规范,质量意识淡薄,发现问题不及时,或发现问题后不能及时处理,这些都是产生切粒外观质量异常的原因。此外,DCS岗位与现场切粒岗位操作人员配合不默契(尤其发生异常时),也会导致切粒产品出现异状切粒。
3.2 切粒机切刀
切割间隙实际上是指动、定刀之间的间隙,而切割间隙的大小对切削力有着严重的影响。在一定范围内,切割间隙与所需要的切割力成反比,如果调整不好切割间隙,不仅会加速刀具磨损,影响切刀使用寿命,也会对切片质量造成明显的影响,容易出现毛刺、连粒等异状切粒。
引料间隙是指前后引料辊外径之间的径向距离。当生产一定规格的切粒时,铸带条厚度应是相同的。当引料间隙增大时,铸带条与两个引料辊之间的摩擦力减小,相应的动刀对铸带条的拉力也减小,铸带条进入动刀的速度变慢,出现异常切粒;当引料间隙进一步增大时,铸带条将不能引入前后引料辊之间,熔体堆积在生头板上,引起光电故障报警,导致熔体放流;反之,如果引料间隙太小,切粒颗粒将会呈现扁平状。
3.3 生产负荷调整
在装置提、降产或切粒机之间转产过程中,由于切粒机产量的变化,需要及时调节刀速。如果切粒的刀速提升过快,会产生小切粒;如果刀速调整过慢,会造成超大切粒,并造成切粒的粘连,严重时会堵塞干燥器及振动筛,造成切粒机的异常停车。因此,在切粒机负荷变化期间,严格控制100粒切粒质量在(3.20±0.15)g,及时调整切粒刀速与质量相匹配,避免出现切粒粒重超标。
3.4 工艺调节
影响切粒质量的主要工艺参数有溢流水流量、喷淋水流量、切刀转速、脱盐水温度等。水流量、水温度的控制因人而异,手法各不相同,切刀转速基本由操作人员根据生产负荷掌握。尤其装置产量波动时,切粒机负荷发生变化,水流量没及时调节到最佳点,与负荷变化不匹配,缺乏最佳工艺参数配合,导致熔体铸条不稳定,容易相互粘连产生粘粒、并粒等异状切粒。
3.5 脱盐水
聚酯切粒系统的脱盐水分为溢流水、喷淋水、输送水三部分,在切粒生产过程中起到冷却、输送作用,对切粒的外观质量具有较大的影响。脱盐水对切刀使用也有一定影响,脱盐水可以及时带走切削过程中产生的热量,减缓切刀磨损速度,有一定的润滑作用,但脱盐水的纯净度直接影响切刀使用寿命。
在切粒机运行过程中,由于溢流水、喷淋水、输送水三者流量与切粒机产量负荷匹配不当,使水流量过大,超出干燥器工作负荷,水分离效果下降,干燥器未能使水与切粒完全分离,使部分水带入切片中,造成切粒含水量超标。
当切粒脱盐水水温过低,会导致切粒过度冷却,使切粒进入干燥器时没有足够的热量蒸发切粒表面的水分,也是导致切粒含水量超标的重要因素。
在铸带条被切粒成形后,如果切粒脱盐水温度过高或切粒脱盐水水量过小,未能将切粒颗粒完全冷却时,切粒内部温度仍会较高,再经干燥除水后,在后续的振动筛筛选和切片贮罐中就会因内部热量传导,使切粒外表软化,导致出现两个粒子或多个粒子相互粘结,形成粘粒,严重时切粒大量粘结成块,堵塞输送管道。
综上分析,在聚酯切粒整个生产过程中,影响聚酯切粒外观质量的主要因素见表2。

表2 异状切粒超标的原因Tab.2 Reasons for excess abnormal chips
4 聚酯切粒外观质量的改进措施
4.1 提高操作人员技能水平
(1)通过有针对性的进行现场模拟操作技能培训;(2)加强岗位练兵,组织班组劳动竞赛,调动职工的积极性和自主性;(3)加强切粒岗位培训、考核,规范切粒岗位的操作标准细则和注意事项;(4)加强班组团队意识建设,提高DCS人员与现场人员的配合默契度。
4.2 及时调整生产负荷
随着切粒机负荷变化及时调节刀速;调节刀速幅度要均匀缓慢,避免出现过小或过大切粒;调试刀速中用目测法调节刀速,结束后及时称量标定粒重,控制100粒质量为(3.20±0.15)g。
4.3 工艺参数调节
对各台切粒机性能进行评定,根据负荷进行参数优化,找到各自对应的切刀转速,喷淋水和溢流水量,保证切粒机的长满优运行;在不同生产状态下,匹配相应最佳参数。
4.4 间隙的优化调整
切割间隙,引料间隙是切粒机切刀调整的核心。切割间隙的标准要求较高,应控制在0.03~0.04 mm。因为切割间隙过大过小或不均匀,都会对刀具寿命产生影响,而且该间隙的调整需按一定程序进行,紧固顺序和力矩也均有要求。引料间隙的调整则要保证适当均匀,合适的引料间隙为1.7~1.8 mm。
4.5 切粒水参数的调整优化
切粒水参数的调整主要是流量和温度。操作人员要在不同工况下将切粒水流量、温度调整到相匹配的条件。温度一般控制在29~34 ℃,而输送水流量一般为10~15 t/h。为保证切粒水的清洁,采取优化措施有:增加水过滤器清扫频次,及时更新水滤布,定期清扫脱盐水罐,强化切粒预知性维修,用蒸汽清扫溢流水、喷淋水、输送水管线内异物并彻底清扫脱盐水系统。
4.6 切粒机定刀的优化
装置定刀分为合金和陶瓷两种材质,使用过程中,合金刀使用寿命较短,不利于产品质量稳定,对此装置目前定刀全部更换为陶瓷材质。
以上改进措施自2016年开始实施,通过对切粒外观质量在线检测数据统计对比发现,切粒产品外观质量不合格的现象得到有效控制,产生异状切粒超标次数大幅度减少,由2015年的41次降至2016的5次,切粒的外观质量得到明显的提高,优化改进取得良好的效果。
5 结论
a. 影响聚酯切粒外观质量的主要因素有:操作人员、切粒机的切刀间隙、生产负荷的调整、生产工艺调整、脱盐水等。
b. 通过优化改进,可以实现对聚酯切粒外观质量的有效控制,异状切粒超标次数大幅度减少,切粒产品外观得到有效控制。
参 考 文 献
[1] 徐心华.聚酯质量对超细涤纶长丝生产的影响[J].合成纤维工业,1995,18(6):46-47.
Xu Xinhua. The influence of polyester quality on superfine PET filament production[J].Chin Syn Fiber Ind,1995,18(6):46-47.
[2] 孙正仪. GB/T纤维级聚酯切片标准和纤维级聚酯切片标样的浅析[J].聚酯工业,2000,13(4):12-14.
Sun Zhengyi.Analysis standard of GB/T fiber-grade PET chips and standard sample of fiber-grade PET chip[J]. Polyest Ind,2000,13(4):12-14.