6005A铝合金激光-MIG复合焊接接头超高周疲劳性能试验研究
2018-01-18,
,
(西南交通大学力学与工程学院,应用力学与结构安全四川省重点实验室,四川成都610031)
0 前言
6005A铝合金属于Al-Mg-Si系中强可焊铝合金,具有优良的挤压成形性、良好的焊接性与较好的力学综合性能,广泛应用在国内轨道车辆的车体结构[1]。机车车辆上挤压型材主要靠焊接方式连接,由于铝合金较高的热导率、较大的线膨胀系数和铝氧化膜,传统MIG或TIG等焊接工艺获得的焊接接头容易产生气孔、热裂纹等缺陷,导致焊缝力学性能降低、耐腐蚀性减弱[2-4]。激光-MIG复合焊接工艺结合激光和MIG电弧两种热源的优点,提高了焊接过程的能量利用率,热输入较低且焊缝、热影响区面积较小[5],对中厚板铝合金的焊接有良好的工艺适应性[6-10]。
我国已建成世界上运营里程最长、运营速度最快的高铁系统,据统计机车车辆许多结构在失效时已经历了107以上的循环载荷,开展轨道车辆用铝合金厚板焊接接头的超高周(107以上)疲劳性能研究对其疲劳寿命预测与安全寿命设计极为重要。以高速列车用6005A铝合金在激光-MIG复合焊接工艺下的焊接接头为研究对象,对其焊接接头进行对称拉压超声疲劳试验,得到6005A铝合金的焊接接头的超高周疲劳性能,并对断口进行电镜扫描,探讨焊接接头的裂纹萌生及扩展机理。
1 试验材料和方法
1.1 试验材料
焊接母材为3块18mm厚6005A铝合金挤压型材,供货状态 T6,弹性模量 70GPa,密度 2710kg·m3,抗拉强度260 MPa。其中1、2号试板尺寸为140mm×116 mm×18 mm,3号板尺寸70mm×116 mm×18 mm。三块板接口处均加工成50°的Y型坡口进行对焊,如图1所示。3块板均采用直径1.6 mm的ER5356铝镁合金作填充焊丝、四道焊堆积工艺进行激光-MIG复合焊接,6005A母材及焊丝的主要化学成分见表1。激光-MIG复合焊的基本焊接参数见表2,其中1、2号板在填充与盖面过程中激光光束设置有3 mm的摆动,3号板四道焊激光光束均无摆动。焊接后的试板如图2a所示,去掉起弧和落弧端,在垂直焊缝的方向上截取板状试样。

图1 Y型坡口示意Fig.1 Schematic diagram of Y-type groove
1.2 试验方法
对称拉压超声疲劳试验中要求试样的固有频率与加载系统的振动频率相同,利用有限元软件ANSYS确定板状试样的尺寸如图2b所示,试样厚度5 mm,进一步计算得到应力位移系数Cs=4.49 MPa·μm-1。使用USF-2000型超声疲劳试验机分别对焊接接头和母材进行超高周疲劳拉伸试验,加载频率20 kHz,应力比R=-1,环境温度为室温。试样在高频振动时会生热,采用空气压缩装置冷却试样表面。

表1 母材及焊丝的化学成分Table 1 Chemical composition of base metal and welding wire %

表2 激光-MIG复合焊接参数Table 2 Parameters of laser-MIG hybrid welding
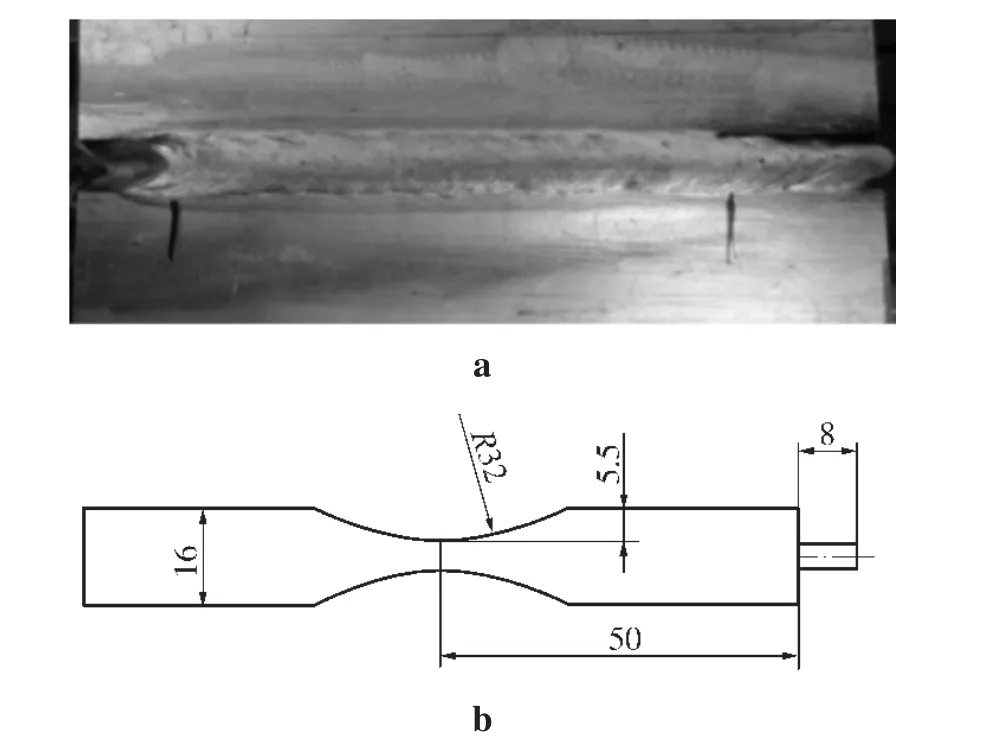
图2 试样尺寸Fig.2 Schematic diagram of specimen size
2 试验结果
2.1 宏观试验
6005A铝合金焊接接头和母材的超高周疲劳试验曲线(S-N曲线)如图3所示,其中R为相关系数。
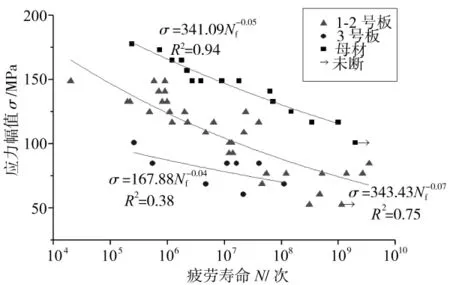
图3 焊接接头与母材的超高周疲劳试验曲线(S-N曲线)Fig.3 Ultrahigh cycle fatigue test curves of welded joints and base metal(S-N curve)
由图3可知,6005A铝合金母材和焊接接头的疲劳S-N曲线在104~109范围内均呈现连续下降趋势,在疲劳寿命109以后仍会发生断裂,不存在传统意义上的“疲劳极限”,焊接接头的疲劳性能均低于母材。由于焊接组织的不均匀性,3块板的焊接接头疲劳性能数据点分散性都比较大。
当循环次数N=106时,母材疲劳强度165.7 MPa,1、2号板疲劳强度为130.6 MPa,3号板疲劳强度为96.6MPa,分别为母材强度的78.8%和58.3%;当循环次数N=109时,母材疲劳强度为107.2 MPa,1、2号板疲劳强度为80.5MPa,3号板疲劳强度为73.3MPa,分别为母材强度的75.1%和68.4%,可见3号板因板长和焊接工艺的不同,总体的超高周疲劳性能比1、2号板更差。因此,焊接结构的疲劳极限仍按照传统107周次或者母材的疲劳极限设计非常危险,应充分考虑焊接缺陷及其他不利因素导致的焊接接头疲劳性能的降低。
为进一步评价焊接接头疲劳质量,统计分析1、2板的焊接接头,对比不同存活率下的S-N曲线与国际焊接学会(IIW)推荐的标准S-N曲线[11]。根据IIW标准主要考虑尺寸系数、加载系数、残余应力影响,分别取对应疲劳增强系数为1.3、1.6、1.3,修正后的S-N曲线如图4所示。
由图4可知,95%存活率下的焊接接头疲劳寿命在N=104时与IIW标准基本符合,在N=104以后3种存活率下的焊接接头疲劳性能相比IIW标准都有明显的提高,说明此试验的焊接接头在高周范围内的疲劳性能良好,反映了激光-MIG焊接铝合金厚板有明显的工艺优势。
试样的宏观断口形貌如图5所示。6005A母材试样的疲劳裂纹以剪切形式与试样轴向成45°方向扩展,焊接接头试样由于内部气孔等缺陷,裂纹扩展呈现出不规则形式。

图4 修正后的S-N曲线Fig.4 Corected S-N curve
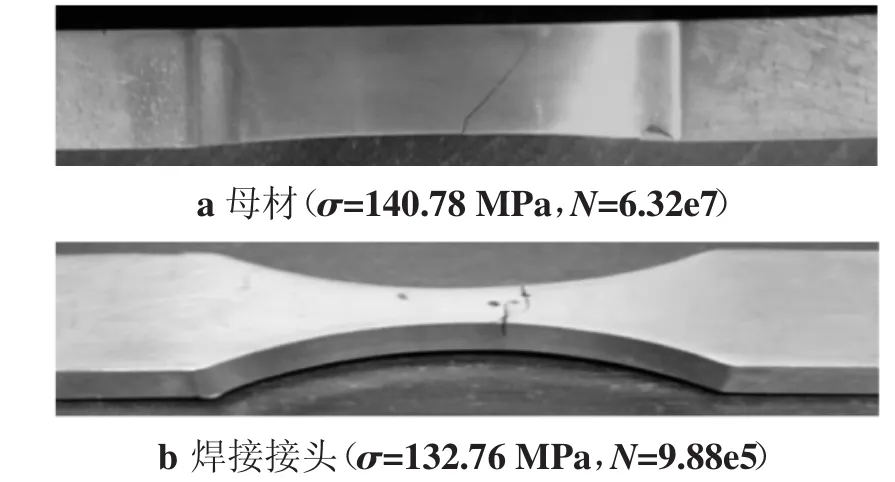
图5 断口宏观形貌Fig.5 Macroscopic fracture morphology
2.2 断口微观观察
采用扫描电镜观察分析焊接接头断口,结果如图6所示,焊接接头在N=3.44e9循环周次下的低倍形貌见图6a。可以看出,截面上分布着不同大小的气孔,整个试样的断口截面可分为3个不同区域:第一扩展区(A)、第二扩展区(B)和塑性区(C),箭头所指的表面气孔为裂纹源。其中区域A的平整光滑程度最高,这是由于该区处于裂纹扩展初期,裂纹扩展速率缓慢,裂纹反复张开闭合引起匹配断口表面相互摩擦与挤压形成。
由图6b、6c可知,整个试样的疲劳裂纹断裂为穿晶断裂,在扩展初期显示出准解理断裂形式,断面上有二次裂纹的存在。C区呈现韧窝形貌特征,表明试样在终断区的断裂以塑性变形为主。
3 结论
(1)6005A铝合金激光-MIG复合焊接接头的超高周疲劳性能数据分散性较大,焊接接头和母材在109循环周次后均会发生断裂,不存在传统意义上的疲劳极限。

图6 焊接接头超高周疲劳断口SEM形貌Fig.6 SEM morphology for ultrahigh cycle fatigue fracture of welded joints
(2)焊接接头与母材的S-N曲线均随疲劳循环周次的增加呈现连续下降趋势,焊接接头的超高周疲劳性能比母材差,在106~109周次范围内焊接接头的疲劳强度只有母材的50%~80%,焊接工艺会对焊接接头超高周疲劳性能产生影响。
(3)将所得焊接接头S-N曲线与IIW标准S-N曲线对比发现,在循环周次N=104时基本一致,在104以后焊接接头疲劳性能比IIW标准有明显的提高。
(4)6005A铝合金母材板状试样的疲劳裂纹以剪切方式扩展,且裂纹扩展面与试样轴线成45°的夹角,焊接接头板状试样裂纹以不规则的形式扩展。
(5)焊接接头的表面气孔是疲劳裂纹萌生的有利位置,疲劳裂纹断裂形式为穿晶断裂,主要表现为准机理断裂,断裂面上存在二次裂纹。
[1]何广忠,刘长青.动车组铝合金车体材料的发展与选型分析[J].焊接,2015(1):13-16.
[2]黎硕,王军,杨上陆,等.铝合金激光-MIG复合焊接气孔缺陷研究[J].应用激光,2013,33(6):595-600.
[3]BUNAZIV I,AKSELSEN O M,SALMINEN A,et al.Fiber laser-MIG hybrid welding of 5 mm 5083 aluminum alloy[J].Journal of Materials Processing Technology,2016(233):107-114.
[4]CARUSO S,SGAMBITTERRA E,RINALDI S,et al.Experimental comparison of the MIG,friction stir welding,cold metal transfer and hybrid laser-MIG processes for AA 6005-T6 aluminium alloy[C].Chinesta F,Cueto E,Abisset-Chavanne E.AIP Conference Proceedings.AIP Publishing,2016,1769(1):100004.
[5]ZHANG L J,BAI Q L,NING J,et al.A comparative study on the microstructure and properties of copper joint between MIG welding and laser-MIG hybrid welding[J].Materials&Design,2016(110):35-50.
[6]谭兵,马冰,张立君,等.中厚度铝合金激光-MIG复合焊接组织与性能研究[J].兵器材料科学与工程,2010,33(5):17-20.
[7]安治业,赵红伟,田爱琴,等.6005A铝合金激光-MIG复合焊接对板厚的工艺适应性[J].电焊机,2014,44(10):118-122.
[8]季卫东,陈辉.10 mm厚6005A铝合金激光-MIG复合焊接[J].电焊机,2014,44(9):128-132.
[9]张传臣,陈芙蓉.厚板高强铝合金焊接发展现状及展望[J].电焊机,2007,37(7):6-11.
[10]胡佩佩,王春明,胡席远.光纤激光-MIG复合焊接中厚板铝合金组织特征[J].电焊机,2010,40(11):42-46.
[11]Hobbacher A.Recommendations for fatigue design of welded joints and components[M].New York:Welding Research Council,2009.
