青海某含钼铅矿石选矿试验
2018-01-18靳建平吴天骄西安西北有色地质研究院有限公司陕西西安70054东北大学资源与土木工程学院辽宁沈阳0006西安建筑科技大学材料与矿资学院陕西西安7004
靳建平 李 慧 吴天骄(.西安西北有色地质研究院有限公司,陕西 西安 70054;2.东北大学资源与土木工程学院,辽宁 沈阳 0006;.西安建筑科技大学材料与矿资学院,陕西 西安 7004)
由于铅具有抗酸、碱腐蚀性而被广泛应用于军工、原子能、冶金、化工、电子、轻工、农药、医药、石油等行业[1-2]。我国铅资源储量居世界前列,但由于需求量大而呈现短缺局面,因此,提高现有铅矿资源的开发利用效率对企业和社会都有重要意义[3]。
青海某含钼铅矿石为石英脉型混合矿石,方铅矿是矿石中主要的可回收矿物,钼具有综合回收价值。试验对该矿石进行了选矿工艺研究。
1 原矿性质
试验用矿石主要为长石-石英脉型、石英脉型、方解石-石英脉及硅化片麻岩型铅钼混合矿石。矿石中的主要金属矿物为方铅矿,伴生矿物主要有黄铁矿,其次为辉钼矿;非金属矿物主要为石英、钾长石、方解石等。矿石中的铅主要以方铅矿形式存在,少量以钼铅矿和铅黄形式存在。方铅矿分布不均匀,呈星散状、集合体状分布,粒度大小差异较大,一般为0.1~0.8 mm。矿石中的方铅矿与辉钼矿、黄铁矿等嵌布关系密切,粒度大于0.1 mm的方铅矿呈星散状分布,与辉钼矿形成半规则连生,部分方铅矿内包裹有呈放射状、花瓣状的辉钼矿;粒度小于0.1 mm、尤其是粒度小于0.05 mm的方铅矿呈微细粒状、线状、不规则状分布于辉钼矿粒间或包裹于辉钼矿中,铅钼矿物的这种嵌布关系可能会造成铅钼分离困难。矿石主要化学成分分析结果见表1,铅、钼物相分析结果见表2、表3。
注:Au、Ag的含量单位为g/t。

表2 铅物相分析结果Table 2 Phase analysis of lead ore %

表3 钼物相分析结果Table 3 Phase analysis of molybdenum ore %
由表1可知,矿石中有回收价值的元素为铅和钼,含量分别为3.60%和0.041%。
由表2、表3可知,矿石铅、钼氧化率均不高。
2 试验结果与分析
由于矿石钼含量较低,且铅钼共生关系密切,因此,采用铅钼混合再分离工艺回收铅钼。
2.1 铅钼混浮条件试验
铅钼混浮条件试验采用1次粗选流程。
2.1.1 石灰用量试验
石灰是硫化矿石浮选中常用的pH调整剂和黄铁矿等矿物的有效抑制剂,铅钼混合浮选的关键是抑硫浮铅钼,因此,确定石灰用量非常重要。石灰用量试验的磨矿细度为-0.074 mm占70%,水玻璃用量为300 g/t,乙硫氮为45 g/t,松醇油为10 g/t,试验结果见表4。

表4 石灰用量试验铅钼混合粗精矿指标Table 4 Lead molybdenum mixed coarse concentrate index in lime dosage tests
从表4可知,随着石灰用量的增加,铅钼混合粗精矿铅、钼品位上升,钼回收率上升,铅回收率下降。综合考虑,确定铅钼混浮粗选的石灰用量为1 000 g/t。
2.1.2 水玻璃用量试验
水玻璃用量试验的磨矿细度为-0.074 mm占70%,石灰用量为1 000 g/t,乙硫氮为45 g/t,松醇油为10 g/t,试验结果见表5。
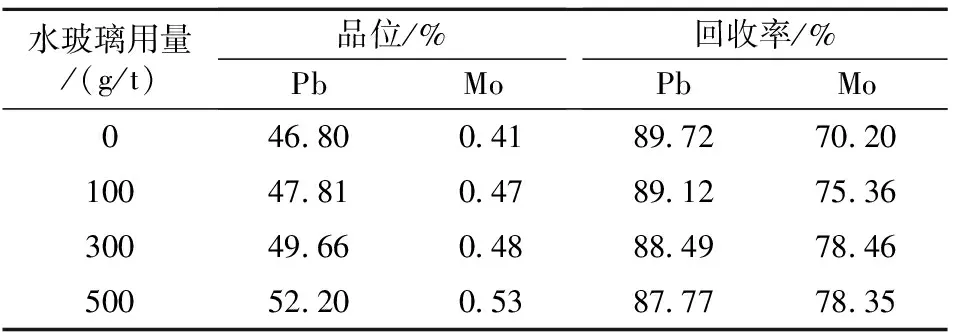
表5 水玻璃用量试验铅钼混合粗精矿指标Table 5 Lead molybdenum mixed coarse concentrate index in dosage tests of sodium silicate
从表5可知,随着水玻璃用量的增加,铅钼混合粗精矿铅、钼品位上升,钼回收率上升,铅回收率下降。综合考虑,确定水玻璃用量为300 g/t。
2.1.3 捕收剂用量试验
矿石中黄铁矿含量较高时,应考虑选用对方铅矿捕收力强,对黄铁矿捕收能力弱的捕收剂,如乙硫氮、Z-200、丁铵黑药、25#黑药等。在参阅众多文献及探索试验的基础上[4-8],选用乙硫氮和柴油作为铅钼混浮的捕收剂。
2.1.3.1 乙硫氮用量试验
乙硫氮用量试验的磨矿细度为-0.074 mm占70%,石灰用量为1 000 g/t,水玻璃为300 g/t,松醇油为10 g/t,试验结果见表6。
从表6可知,随着乙硫氮用量的增加,铅钼混合粗精矿铅、钼品位下降,铅、钼回收率上升。综合考虑,确定乙硫氮用量为45 g/t。

表6 乙硫氮用量试验铅钼混合粗精矿指标Table 6 Lead molybdenum mixed coarse concentrate index in diethyldithiocarbamate dosage tests
2.1.3.2 柴油用量试验
柴油用量试验的磨矿细度为-0.074 mm占70%,石灰用量为1 000 g/t,水玻璃为300 g/t,乙硫氮为45 g/t,松醇油为10 g/t,试验结果见表7。
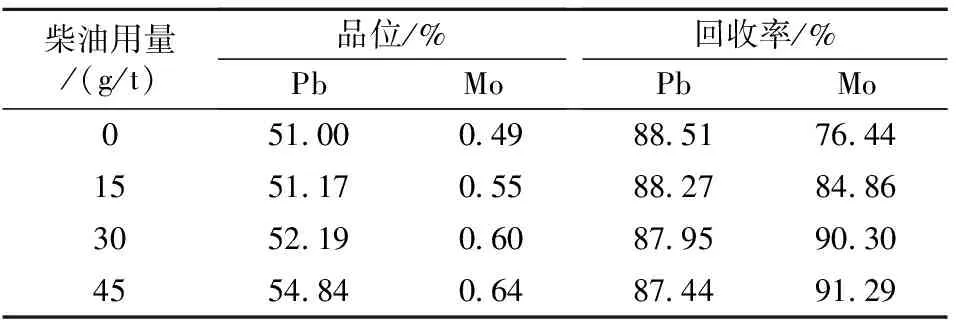
表7 柴油用量试验结果Table 7 Experimrnt results of diesel dosage
从表7可知,随着柴油用量的增加,铅钼混合粗精矿铅、钼品位上升,钼回收率明显上升,铅回收率微幅下降。综合考虑,确定柴油用量为30 g/t。
2.1.4 磨矿细度试验
磨矿细度的高低直接决定着有用矿物的单体解离度和过磨情况,也决定着磨矿成本。因此,确定合适的磨矿细度非常重要。磨矿细度试验的石灰用量为1 000 g/t,水玻璃为300 g/t,乙硫氮为45 g/t,柴油为30 g/t,松醇油为10 g/t,试验结果见表8。
从表8可知,随着磨矿细度的提高,铅钼混合粗精矿铅、钼回收率上升,铅品位下降、钼品位上升。综合考虑,确定磨矿细度为-0.074 mm占70%。

表8 磨矿细度试验结果Table 8 Results of grinding fineness experiments %
2.2 铅钼分离条件试验
因辉钼矿可浮性比方铅矿好,难以抑制,因此,铅钼浮选分离一般采用抑铅浮钼流程。由于铅钼矿物嵌布关系复杂,嵌布粒度较细,因此,在进行铅钼浮选分离前应对铅钼混合精矿进行再磨。试验流程见图1。

图1 铅钼分离试验流程Fig.1 Flowsheet of lead-molybdenum separation experiment
2.2.1 铅钼浮选分离抑制剂试验
铅钼混合精矿中的主要矿物为方铅矿和辉钼矿,要实现铅钼有效分离,除铅钼矿物需充分单体解离,还需要在浮选辉钼矿时有效抑制方铅矿的上浮,因此,确定方铅矿抑制剂的种类和用量非常重要。铅钼浮选分离抑制剂试验的磨矿细度为-0.037 mm占80%,试验结果见表9。

表9 铅钼浮选分离抑制剂试验结果Table 9 Test results of lead molybdenum flotation separation as inhibitor
从表9可知,硫化钠+重铬酸钾和硫化钠+磷诺克斯均能较好地实现铅钼分离,但重铬酸钾为有毒有害药剂,对环境不利,因此,确定以硫化钠+磷诺克斯为抑制剂抑铅浮钼。
进一步的试验研究表明,铅钼分离粗选的硫化钠+磷诺克斯用量为1 500+50 g/t。
2.2.2 铅钼混合精矿再磨细度试验
铅钼混合精矿再磨细度试验的硫化钠+磷诺克斯用量为1 500+50 g/t,试验结果见表10。
由表10可知,随着磨矿细度的提高,钼粗精矿钼品位上升,钼回收率先小幅上升后明显下降,铅品位和铅回收率均下降;铅粗精矿铅品位和铅回收率变化不大,但当再磨细度超过-0.037 mm占80%后,铅粗精矿钼品位和钼回收率均显著上升。综合考虑,确定再磨细度为-0.037 mm占80%。
2.3 闭路试验
在条件试验和开路试验基础上进行了闭路试验,试验流程见图2,试验结果见表11。

表10 铅钼混合精矿再磨细度试验结果Table 10 Test results of regrinding fineness of lead molybdenum mixed concentrates %
由表11可知,采用图2所示的流程处理该矿石,可得到铅品位为70.30%、铅回收率为86.98%的铅精矿和钼品位为45.68%、钼回收率为84.67%的钼精矿。
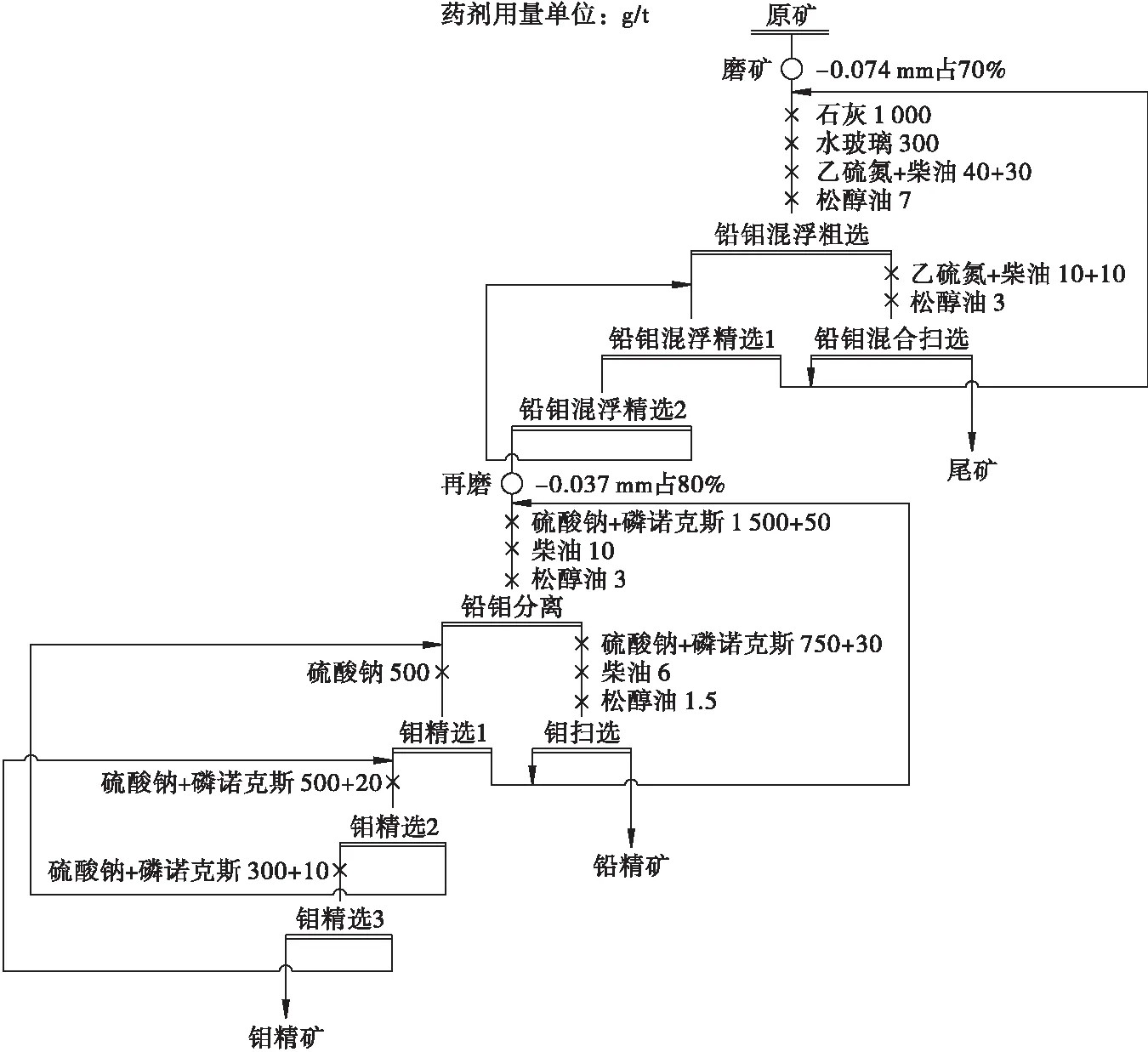
图2 闭路试验流程Fig.2 Flowsheet of the closed-circuit flotation test
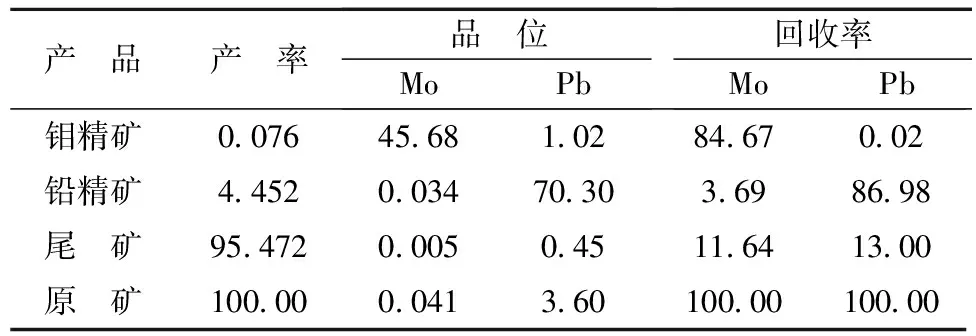
表11 闭路试验结果Table 11 Results of closed-circuit test %
3 结 论
(1)青海某含钼铅矿石主要为长石-石英脉型、石英脉型、方解石-石英脉及硅化片麻岩型铅钼混合矿石。矿石中的主要有价矿物为方铅矿和辉钼矿,是本次试验的主要回收对象。
(2)矿石在磨矿细度为-0.074 mm占70%的情况下1粗2精1扫混合浮选铅钼,铅钼混合精矿再磨至-0.037 mm占80%的情况下1粗3精1扫抑铅浮钼,最终获得铅品位为70.30%、铅回收率为86.98%的铅精矿和钼品位为45.68%、钼回收率为84.67%的钼精矿。
[1] 冯安生,曹 飞,吕振福,等.我国铅矿资源开发利用“三率”调查与评价[J].矿产保护与利用,2016(5):19-23.
Feng Ansheng,Cao Fei,Lv Zhenfu,et al.An investigation on mining recovery,processing recovery and comprehensive recovery of lead mines in China[J].Conservation and Utilization of Mineral Resources,2016(5):19-23.
[2] 靳建平,万宏民,吴天骄,等.陕西某含铅钼矿石选矿试验研究[J].有色金属:选矿部分,2016(5):25-29.
Jin Jianping,Wan Hongmin,Wu Tianjiao,et al.Mineral processing test for lead-bearing molybdenum ore in Shaanxi province[J].Nonferrous Metals:Mineral Processing Section,2016(5):25-29.
[3] 梁溢强,简 胜,刘玫华,等.某难选氧化铜铅矿选矿试验研究[J].云南冶金,2014(6):9-13.
Liang Yiqiang,Jian Sheng,Liu Meihua,et al.The mineral separation experimental study on lead ore from one refractory copper oxide[J].Yunnan Metallurgy,2014(6):9-13.
[4] 李 英,万宏民.辉钼矿与方铅矿的连生关系及其对选矿指标的影响[J].中国钼业,2013(3):14-19.
Li Ying,Wan Hongmin.Interlocking relation of molybdenite and galena and its effect on separation target[J].China Molybdenum Industry,2013(3):14-19.
[5] 乔吉波,文书明,王少东.登高某铜铅矿选矿工艺试验研究[J].矿业研究与开发,2012(4):47-50.
Qiao Jibo,Wen Shuming,Wang Shaodong.Experimental study on the benefication process of a copper-lead ore from Denggao[J].Mining Research and Development,2012(4):47-50.
[6] 于大华.某贫砂锡铅矿选矿工艺流程研究[J].有色金属:选矿部分,1994(1):2-10.
Yu Dahua.Study on mineral processing technology of a poor sand tin-lead ore[J].Nonferrous Metals:Mieral Processing Section,1994(1):2-10.
[7] 岳紫龙,成 建,刘 威.河南某钼铅硫矿选矿试验研究[J].有色金属:选矿部分,2015(1):21-24.
Yue Zilong,Cheng Jian,Liu Wei.The mineral processing research on a molybdenum-lead-sulfur ore in Henan[J].Nonferrous Metals:Mieral Processing Section,2015(1):21-24.
[8] 黄汝杰,谢建宏,张崇辉,等.陕西某含铅钼矿石选矿试验[J].金属矿山,2013(7):71-74.
Huang Rujie,Xie Jianhong,Zhang Chonghui,et al.Benefication tests of molybdenum ore with lead from Shanxi[J].Metal Mine,2013(7):71-74.