燃料生坯密度测量系统研制
2018-01-18彭俊超秦东兴李光旭
彭俊超,秦东兴,李光旭
(成都信息工程大学 控制工程学院,成都 610225)
0 引言
核燃料生坯的生产是作为民用核材料产业中重要的一环。提高核燃料生坯生产的良品率与效率十分重要。因此,精确并快速地测量燃料生坯密度对于生坯的生产具有重要意义。
本文设计了一种基于LabVIEW与ARM的生坯密度测量系统,以PC机和ARM处理器构成上下位机测量结构,利用激光扫描测量技术、精确的重量测量技术和数据处理技术,同步实现在测量工位上对生坯重量的精确测量和通过非接触方式实现对生坯高度的精确测量。然后,对获取的数据进行数据处理计算出生坯的密度,并以图形化的方式显示数据并对数据进行储存、分析处理、打印。在生产应用表明,该系统能够在保证测量精度地同时,大幅提高生坯密度检测的效率和数据管理水平。
1 工作原理与总体结构
1.1 生坯密度计算原理
燃料生坯为圆柱体形状,中间包含空腔体积,如图1所示。
生坯密度的计算公式:


图1 燃料生坯简图
式中,ρ代表生坯密度,M代表生坯重量,V代表生坯等效实心圆柱体(无空腔)体积,VV代表生坯内倒角、蝶形等空腔部分产生体积的总和,通常为常数。
1.2 总体结构与工作原理
根据燃料生坯实际生产的需求,本文以ARM处理器为下位机、PC机为上位机,基于LabVIEW编写上位机软件,通过RS232通信总线与ARM实现串行通信过程,控制重量测量传感器与激光扫描传感器精确地测量生坯高度、重量,并对数据进行处理计算,得到生坯精确的密度数据,实时显示并保存到数据库。整个测量过程高效、便捷、人性化。操作人员可通过上位机对已获取的数据进行分析处理,如查询、统计、打印等。
生坯密度测量仪总体结构示意图如图2所示,主要包括测量系统、通信显示系统、数据采集与处理系统。测量系统采用精确的重量测量技术实现在测量工位上对生坯重量的精确测量,同时利用先进的激光扫描测量技术实现非接触方式的生坯高度精确测量。以带显示屏的ARM控制板为通信显示系统主体,实时显示获取的高度与重量信息并发送至上位机。
数据采集与处理系统以PC上位机为主体,主要功能包括采集生坯重量、高度数据,结合输入参数计算生坯密度,与ARM显示器同步显示当前测量数据,并将数据保存至本地数据库,对已存数据进行查询、统计、修改、删除,以表格、图形等方式显示并打印等功能。

图2 生坯密度测量仪结构示意图
2 件设计
2.1 测量系统
测量模块主要由电子天平及激光扫描仪组成,电子天平固定在水平工作台上,通过旋转螺丝和电子天平水平仪实现电子天平水平。电子天平采用梅特勒托利多ME104E分析天平,其基本参数如表1所示。

表1 梅特勒托利多ME104E分析天平参数
考虑到测量生坯高度时,生坯外形等效为圆柱体,但由于生坯的特殊性质,其表面容易因外力脱落粉状放射性物质,操作人员不可直接用手接触,为保证测量数据精度达到所需要求,本文中选用高精度的激光扫描仪实现非接触式高度测量。测量激光扫描仪通过调整支架固定在工作台上,调整支架可以独立调整激光扫描仪位置,使之与电子天平秤盘保持水平位置。
激光扫描仪采用基恩士测量传感器TM-040,基本参数如表2所示。

表2 激光扫描传感器TM-040基本参数
2.2 通信显示系统
数据通信模块以带显示功能的ARM 处理器为主,通信流程如图3所示。

图3 系统通信流程
生坯密度测量系统采取分布式上下位机结构,上位机选用高稳定性PC机,下位机采用ARM控制板开发设计,两者之间通过RS232总线进行通信。同时ARM控制板通过RS232总线接收电子天平与激光扫描仪获取到的重量、高度数据,并将上述数据分别发送至上位机。若上位机处于离线状态时,ARM控制板将自主获取传感器数据并显示到LCD显示屏。
2.3 数据采集与处理系统
本文的数据采集与处理系统以上位机为主体。上位机通过串口发送测量指令到下位机,下位机获取当前时刻电子天平测量的重量数据,激光扫描仪测量的高度数据后在LCD显示屏中实时显示,同时数据回传到上位机,上位机对数据进行处理计算,获得密度数据并判断是否符合生产指标,若满足所需要求,自动将生坯密度数据以及批号、测量时间等信息融合上传至数据库。上位机还具有对已存数据的查询、统计、修改、打印等功能。
系统各部分的连接图如图4所示,传感部件的通信选用RS232通信方式,对应波特率为9600,高度数据与重量数据分别以8位数据位加停止位上传,输出数据格式为ASCII码。

图4 数据采集接线图
3 软件设计
上位机软件采用LabVIEW2009开发。LabVIEW是一种图形化编程语言和开发环境,功能强大灵活,有丰富的界面控件与信号处理模块、设备驱动、VISA通信模块等,适用于作为测量与控制仪器或系统的开发平台。测量软件的模块组成如图5所示。
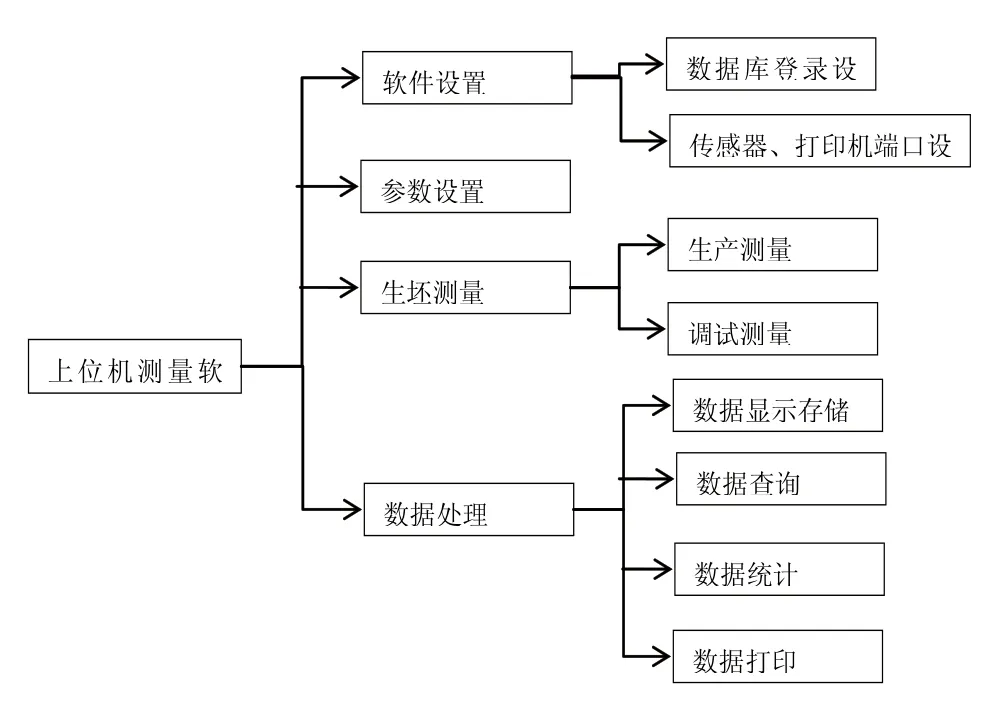
图5 测量软件功能模块构成
3.1 软件系统设置
为增加程序的灵活性,初次打开程序后,需要对软件进行相关设置,包括选择ARM控制板通信端口以及打印机的端口;输入访问数据库需要的身份信息,并测试是否与数据库成功连接。设置成功后,程序将自动保存设置参数。
3.2 生坯测量参数设定
计算生坯密度时需要人工输入测量参数,所以软件需要录入如生坯外直径,空腔体积,以及设定生坯合格高度、密度的上下限等参数,同时设定所测生坯的批次,舟号,每舟测量数量等。为满足企业生产质量检测要求,软件需要操作人员登录个人帐号、班次等信息并保存。
3.3 测量数据
操作人员点击界面中“测量”按钮,软件将发送测量指令到下位机,获取该时刻生坯重量数据和高度数据,并根据获得的数据与设定的参数计算出生坯密度,连同批次、舟号、日期、时间等信息一同显示到表格。若生坯密度属于合格范围内,程序自动将数据保存至数据库中。测量数据界面如图6所示。

图6 上位机测量软件操作界面
3.4 数据处理
数据库服务器采用微软SQL Server数据库管理系统,LabVIEW基于配置ODBC方法读写SQL数据库。操作人员可对数据库中的数据进行查询、统计、修改、删除、统计等操作。统计功能与查询界面如图7和图8所示。

图7 测量软件的统计界面
【】【】

图8 测量软件的查询界面
4 结论
本文介绍了一种核燃料生坯密度测量系统的工作原理和实现方法,并分别从硬件和软件部分介绍了整个系统。系统以PC与ARM处理器构成上下测量结构,通过RS232通信方式连接上、下位机以及测量传感器接收命令与数据,结构简单可靠可拓展。测量软件上基于LabVIEW开发,界面友好,易于使用。系统可以有效地提高生坯密度检测效率和数据管理效率,减轻了操作人员的劳动强度。
[1]崔红梅.面向测试系统的虚拟仪器设计与应用研究[D].内蒙古农业大学,2007.
[2]杨乐平,李海涛,杨磊.LabVIEW程序设计与应用[M].北京:电子工业出版社,2005.
[3]郭会军,张建丰,王志林,耿小江.基于LabVIEW和ARM处理器的大型称重式蒸渗仪测控系统[J].农业工程学报,2013,29(16):134-141.
[4]马忠梅,李善平,康慨.ARM & Linux 嵌入式系统教程[M].北京:北京航空航天大学出版社,2004.
