非PVC三层共挤输液用膜生产工艺处方的改进研究
2018-01-16林艳华姜大公
曲 晶 林艳华 姜大公
(1.吉林敖东洮南药业股份有限公司,吉林白城137100;2.山东威高药业集团股份有限公司,山东威海264200)
0 引言
非PVC三层共挤输液用膜[1]作为输液产品的软包装用材料,近几年获得了飞速的发展,它能够满足大输液包装安全、无菌和易处理的基本要求,且具有便捷、经济和绿色环保的特点。非PVC三层共挤输液用膜是一种理想的大输液包装材料,它既克服了原玻璃瓶易碎、体积和重量大、污染空气、运输和回收费用高等缺陷,又避免了原PVC膜有害成分污染药液、危害人体健康情况的发生,且深埋和焚烧PVC膜均会产生有害物质污染环境和空气,不符合环保要求。
目前,我国软袋大输液产品的灌装生产线所用的非PVC三层共挤输液用膜主要是由德国玻利西尼公司生产的。国内的朗活医药耗材(北京)有限公司、宁波华丰包装有限公司、南京泰邦生物医用材料有限公司、江苏中金玛泰医药包装有限公司等也生产非PVC三层共挤输液用膜,但是产量较低,且产品质量尚未得到各大制药企业的认可,与进口产品相比仍然有比较大的差距。这些差距产生的原因主要体现在生产工艺处方上,生产工艺处方决定了非PVC三层共挤输液用膜的各种性能,主要包括阻绝空气、印刷、阻水、抗渗透、弹性、无毒、热封性、相容性等,因此对传统的非PVC三层共挤输液用膜的生产工艺处方进行改进,可以有效提高上述各种性能,从而保证产品质量,给企业带来可观的经济效益。
鉴于非PVC三层共挤输液用膜的各项技术指标严重影响了软袋大输液的产品质量,因此有必要对非PVC三层共挤输液用膜的生产工艺处方进行改进研究,以便生产出的非PVC三层共挤输液用膜能够满足软袋大输液产品的质量需求,使软袋大输液产品的档次和附加值得到有效提升。
1 试验材料
1.1 设备
非PVC三层共挤输液用膜生产线,广东金明精机股份有限公司;非PVC软袋大输液生产线,楚天科技股份有限公司;拉力试验机,东莞市力显仪器科技有限公司;灯检机,天津市精拓仪器科技有限公司;BBA231电子台秤,梅特勒-托利多。
1.2 原辅料
现在国内各企业生产非PVC三层共挤输液用膜的工艺处方[2]一般都是:外层为机械强度较高的聚酯或聚丙烯,中间层为聚丙烯与不同比例的弹性材料混合或SEBS(苯乙烯-乙烯-丁烯-苯乙烯),内层为聚丙烯与SEBS共聚物的混合。
三层共挤输液用膜各层的性能分别为:外层,阻绝空气,保证良好的印刷性能;中间层,阻水并具有抗渗透性和弹性;内层,无毒,良好的热封性和弹性,与药液具有很好的相容性。
1.2.1 改进前的工艺处方
外层为聚丙烯,中间层为聚丙烯与美国科腾1645混合物(比例为1∶0.5),内层为聚丙烯与美国科腾1645混合物(比例为1∶1)。
1.2.2 改进后的工艺处方
外层为改性聚丙烯,中间层为改性聚丙烯与国产YH506混合物(比例为1∶0.5),内层为改性聚丙烯与国产YH506混合物(比例为1∶1)。
1.2.3 非PVC三层共挤输液用膜的制备
按照非PVC三层共挤输液用膜改进前后的工艺处方和制备工艺生产两个样品,分别为样品1和样品2。
(1)配料:采用重量流量控制技术精确地控制挤出机的挤出量,及时测出实际值与设定值的偏差,自动调节挤出螺杆转速,相应地改变挤出量,从而将共挤薄膜各层次厚度与设定值的偏差控制在很小范围内。
(2)成型:设置、调节分流道和平膜头,使分流道中各层的流速适宜。
(3)定型:调节冷却辊定边装置、真空吸气罩及气刀,使薄膜的内、外两个表面得到充分冷却。
(4)测厚:采用在线连续扫描测量方式及时将测量结果反馈给自动平膜头,自动调节膜厚度。
(5)收卷:用双重盘绕收卷,保护内表面在使用前不受污染。
2 研究方法与结果
2.1 研究方法
利用同一条非PVC软袋大输液生产线分别使用非PVC三层共挤输液用膜样品1和样品2进行生产,批量为8 400袋/批,生产批数为6批,通过统计设备焊合参数、软袋大输液产量、灌装岗位空袋废袋数量、灌装岗位空袋废袋率、灌装不合格品数量、灌装不合格品率、生产效率、生产间断次数、灯检不合格品数量、灯检不合格品率等数据,对比两种样品膜的优缺点。
2.2 研究结果
2.2.1 焊合参数
两种样品膜的焊合参数对比如表1所示。结论:两种样品膜焊合参数相差不大。
2.2.2 拉力试验
两种样品膜的拉力试验对比如图1所示。
结论:在做拉力试验时,样品1和样品2的拉力试验结果都符合标准(拉力大于30 N),但样品2的拉力更大一些,达到标准后再继续拉伸,样品1易断裂,而样品2不易断裂。
2.2.3 软袋大输液灌装岗位空袋、废袋数量对比
由于挤膜时各因素影响,往往造成周边热合不合格、口管热合不合格、印字不合格、袋体变形,软袋大输液灌装岗位空袋、废袋数量对比如图2所示。
结论:在生产过程中,样品1的灌装岗位空袋、废袋数量要高于样品2。
2.2.4 软袋大输液灌装岗位空袋、废袋率对比
两种样品膜的软袋大输液灌装岗位空袋、废袋率对比如图3所示。
结论:在生产过程中,样品1的灌装岗位空袋、废袋率要高于样品2。

表1 焊合参数对比

图1 拉力试验对比
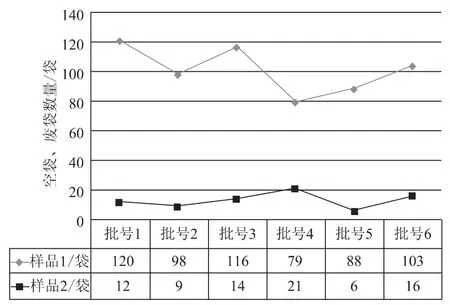
图2 软袋大输液灌装岗位空袋、废袋数量对比
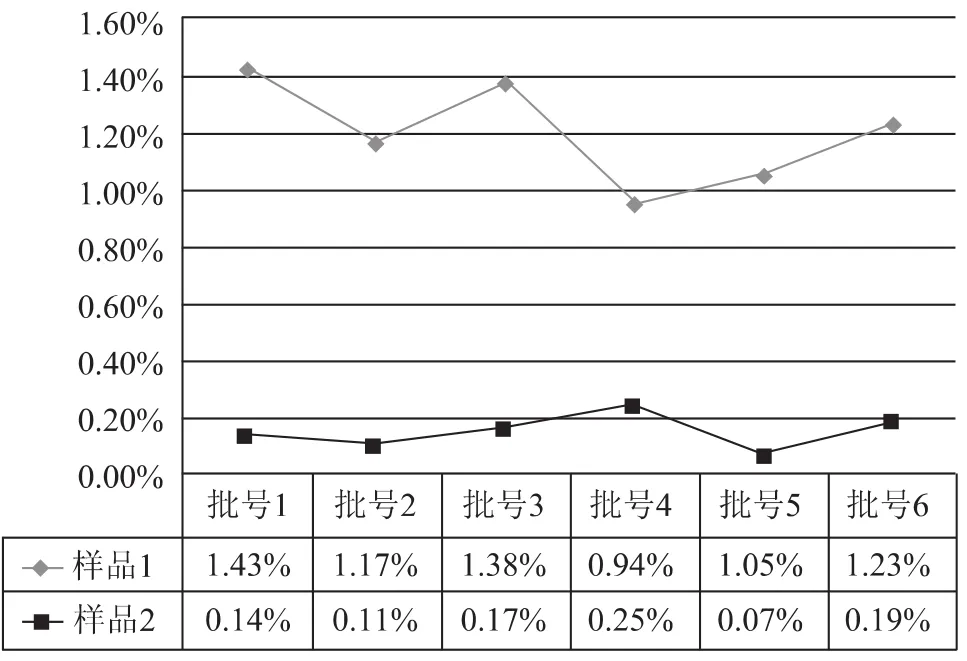
图3 软袋大输液灌装岗位空袋、废袋率对比

图4 软袋大输液灌装不合格品数量对比
2.2.5 软袋大输液灌装不合格品数量对比
软袋大输液灌装不合格品(周边热合不合格、口管热合不合格、印字不合格)数量对比如图4所示。
结论:在生产过程中,样品1的灌装不合格品数量要高于样品2。
2.2.6 软袋大输液灌装不合格品率对比
两种样品膜的软袋大输液灌装不合格品率对比如图5所示。

图5 软袋大输液灌装不合格品率对比
结论:在生产过程中,样品1的灌装不合格品率要高于样品2。
2.2.7 软袋大输液产量对比
两种样品膜的软袋大输液产量对比如图6所示。
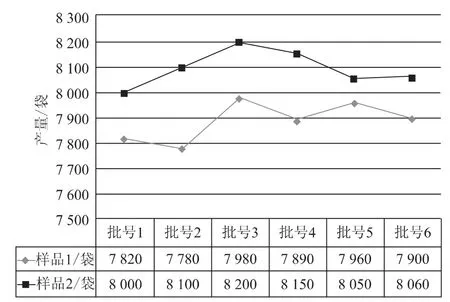
图6 软袋大输液产量对比
结论:在生产过程中,样品1的损耗大、产量低;样品2的损耗小、产量高。
2.2.8 软袋大输液生产效率对比
两种样品膜的软袋大输液生产效率对比如图7所示。
结论:在生产过程中,样品1的生产效率要低于样品2。
2.2.9 软袋大输液生产间断次数对比
两种样品膜的软袋大输液生产间断次数对比如图8所示。

图7 软袋大输液生产效率对比
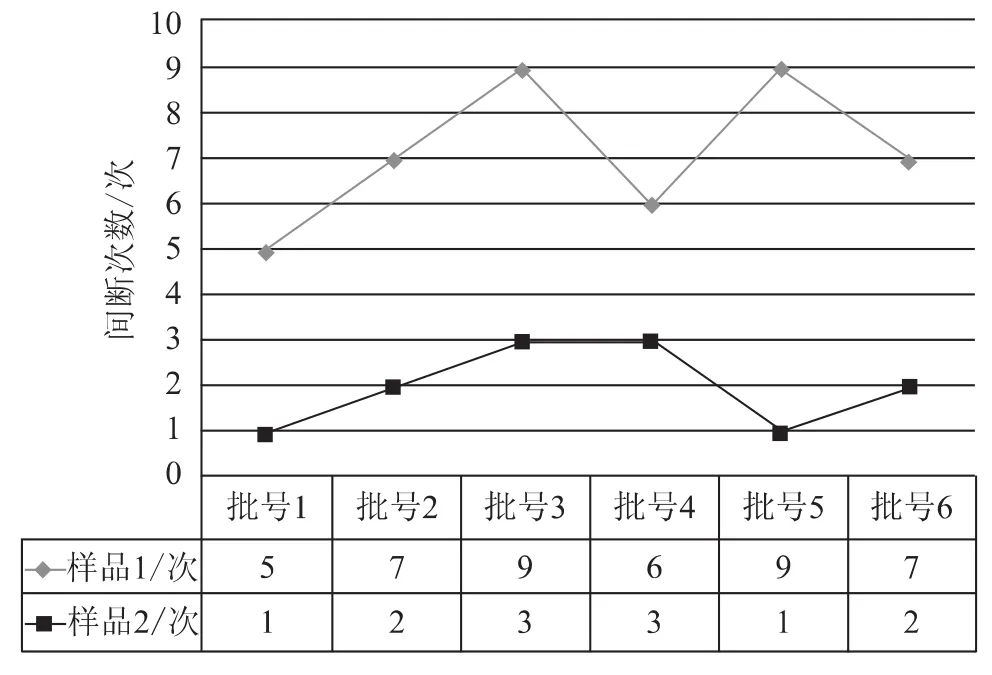
图8 软袋大输液生产间断次数对比
结论:在生产过程中,样品1的生产间断次数要高于样品2。
2.2.10 软袋大输液灯检不合格品数量对比
两种样品膜的软袋大输液灯检不合格品(膜材里有异物、延展不良、漏液)数量对比如图9所示。

图9 软袋大输液灯检不合格品数量对比
结论:在生产过程中,样品1的灯检不合格品数量要高于样品2。
2.2.11 软袋大输液灯检不合格率对比
两种样品膜的软袋大输液灯检不合格率对比如图10所示。
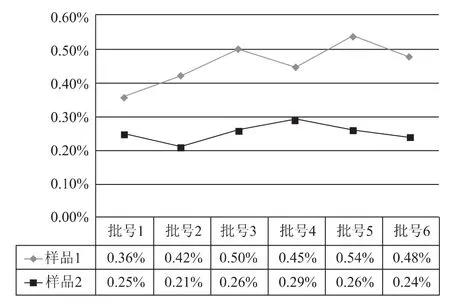
图10 软袋大输液灯检不合格率对比
结论:在生产过程中,样品1的灯检不合格品率要高于样品2。
2.2.12 软袋大输液抗跌落试验对比
两种样品膜的软袋大输液抗跌落试验对比如图11所示。
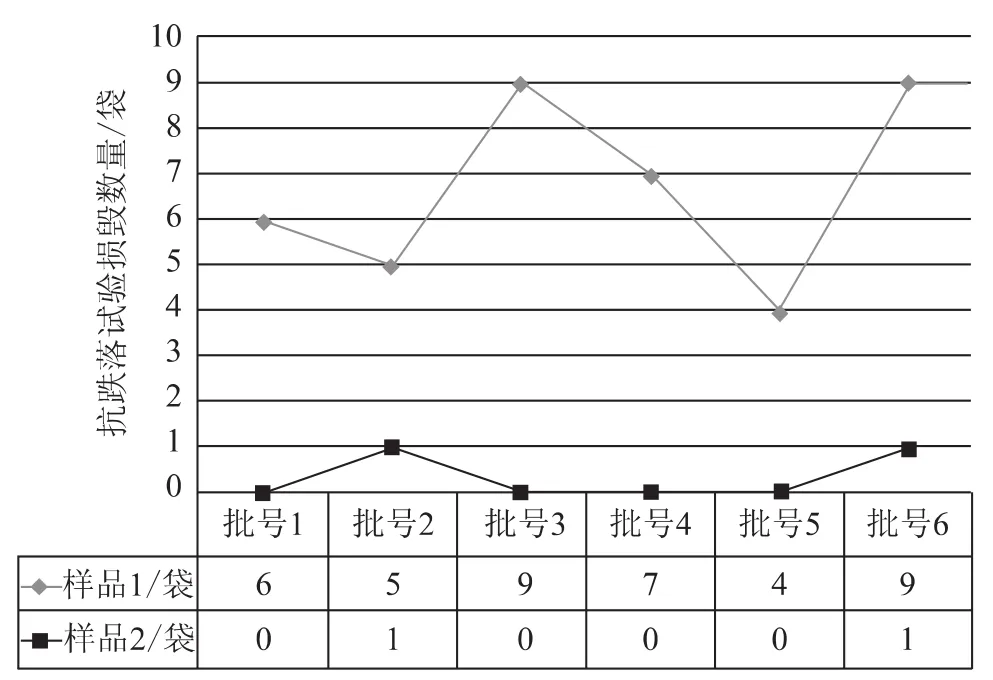
图11 软袋大输液抗跌落试验对比
结论:在抗跌落试验过程中,样品1的损毁数量要高于样品2。
3 结语
本文通过对非PVC三层共挤输液用膜样品1和样品2进行试验对比发现:样品1和样品2的整体质量均匀,无可见异物。样品2透明度高、膜较软,柔韧性更好,在做拉力试验时,虽然两种膜都符合标准(拉力大于30 N),但是达到标准后再继续拉伸,样品1易断裂,样品2不易断裂。其他数据如产量、空袋废袋数量、空袋废袋率、灌装不合格品数量、灌装不合格品率、灯检不合格品数量、灯检不合格品率、生产效率、生产间断次数等对比表明,样品2的数据指标都要优于样品1。
这样看来,非PVC三层共挤输液用膜样品2的生产工艺处方要优于样品1,它能够提高软袋大输液的产量、生产效率、成品率,保证产品质量,同时样品2的生产原料比样品1每吨节省5 000余元,能给企业带来可观的经济效益。
[1]程联芳,刘子明.非PVC输液膜的加工及应用[J].广东包装,2011,7(2):23-25.
[2]杨泽民,陈吉生,冯瑞智,等.非PVC多层共挤膜输液袋的研制及质量标准[J].中国药房,2003,14(7):395-397.
