功能指令SUB25的应用研究
2018-01-04刘红艳张明伟苗雅丽
刘红艳,张明伟,苗雅丽
(济源职业技术学院 机电工程系,河南 济源 459000)
功能指令SUB25的应用研究
刘红艳,张明伟,苗雅丽
(济源职业技术学院 机电工程系,河南 济源 459000)
为实现机床可编程控制器(PMC)程序结构的优化,在数控机床工作方式PMC程序段中引入功能指令SUB25代替常规的自锁结构,并结合排列组合的方法减少对机床物理输入点(DI点)的占用,其结果经生产验证是切实可行的。合理利用功能指令SUB25的输出特性,对于提高PMC程序的整体效能具有积极的作用和意义。
功能指令SUB25;工作方式;PMC程序;数控机床
0 引言
功能指令SUB25是FANUC系统常用的机床可编程控制器(PMC)编程指令之一,主要用于二进制数据的译码操作。工作方式选择是数控机床操作的重要内容,其对应的PMC程序往往因为要求具有自锁结构而显得较为冗长和繁杂。本文通过引入功能指令SUB25省略了自锁结构,从而实现了对机床工作方式PMC程序的优化。
1 数控机床工作方式的选择
FANUC机床常用的工作方式包括编辑、自动运行、手动数据输入、手动进给、DNC运行和手动回参考点等。在选择工作方式时,数控系统要求某一时刻只能有一种工作方式起作用,且该种工作方式必须能够保持不变[1]。
G43信号是实现上述工作方式选择的关键信号[2],其定义见表1。通过所含5位数据的不同组合,G43信号与不同工作方式之间建立起一一对应的关系见表2[3],如编辑模式(EDIT)要求G43.0和G43.1的信号同时为1。因此,数控机床工作方式选择的实质就是将与该功能对应的G43置1信号并联起来,并通过自锁实现功能保持的过程。
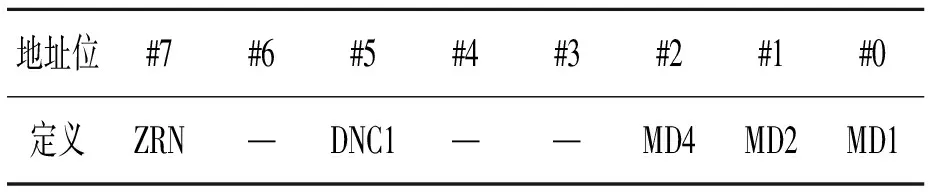
表1 G43信号的定义

表2 工作方式与G43信号的对应关系
2 功能指令SUB25
FANUC的功能指令SUB25为二进制数据译码指令,该指令可一次性针对8个连续的数据进行译码。译码时,功能指令SUB25需先指定8个连续的数据,然后将外部输入的信号与这8个数据进行比较,再将比较结果按位序输出到指定的内部继电器或数据寄存器上并赋值,从而完成整个译码过程。
以数控机床辅助功能指令M代码的译码过程为例,辅助功能指令M代码存储于数控机床可编程控制器PMC的代码寄存器中,地址为F0010~F0013[4],辅助功能指令对应地址见表3。
当功能指令SUB25对数控机床辅助功能指令M代码译码时,首先需要通过指定数据首地址的方式确定8个连续的数据。功能指令SUB25对辅助功能指令M代码的译码指令如图1所示。在图1所示的PMC程序中,功能指令SUB25指定的数据首地址为F0010的#3,则其后直到地址F0011#2中的8个数据即为所需的数据(表3中M03~M10)。

表3 辅助功能指令对应地址表

图1 功能指令SUB25对辅助功能指令M代码的译码指令
当数控机床从外部输入M代码后(如主轴正转指令M03),PMC将该外部指令与上述8个数据逐一进行比对,按照“相同为1,不同为0”的原则,即可获得一组比较结果。如上述主轴正转指令M03,因与所指定的8位数据的第1位相同,而与其后的7位不同,因此可得到比较结果00000001。其余M指令的比较结果的译码过程如图2所示。
在获得比较结果后,功能指令SUB25会将该结果按位序输出到指定内部继电器或数据寄存器上,并将该位置上的值置1。由图2可知,主轴正转指令M03在获得比较结果00000001后,功能指令SUB25会按位序将其输出到内部继电器R0100的#0位,并将其内赋值1,即R0100.0=1。当R0100.0得电后,便可触发相应的机床动作,从而实现主轴的正转。
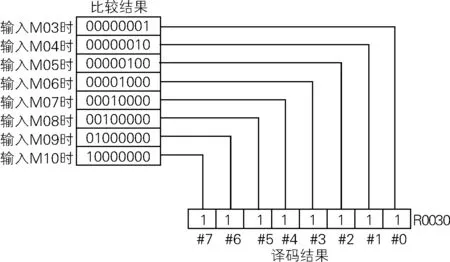
图2 辅助功能指令M代码比较结果的译码过程
使用功能指令SUB25时有3点需要特别注意:
1)指定数据的首地址一旦确定,就相当于定义了连续的8个数据[5]。
2)每个外部指令所对应的包含8位二进制数的“比较结果”具有唯一性。
3)译码输出的8位地址中仅能有一位状态为1,且该译码输出具有一定的持续性,直到有新的译码输出将其覆盖为止。
3 功能指令SUB25对机床工作方式PMC程序的优化
常规的数控机床工作方式PMC编程如图3所示。这种编程方式的缺点是:①结构较为冗长,需要多次使用自锁结构;②占用机床较多的DI点,如图3中的X0024.0~X0024.7。
使用功能指令SUB25编写机床工作方式的PMC程序可有效地避免上述缺点。由本文第2部分所述注意事项的第3点可知,功能指令SUB25每次仅可以输出1位状态为1的信号,且该信号具有一定的持续性。这样的输出特性相当于是自锁功能,因此,可以利用这一特性实现PMC程序的优化。另外,图3所示占用机床较多DI点的缺点,可以通过机床DI点排列组合的方式加以解决[6]。
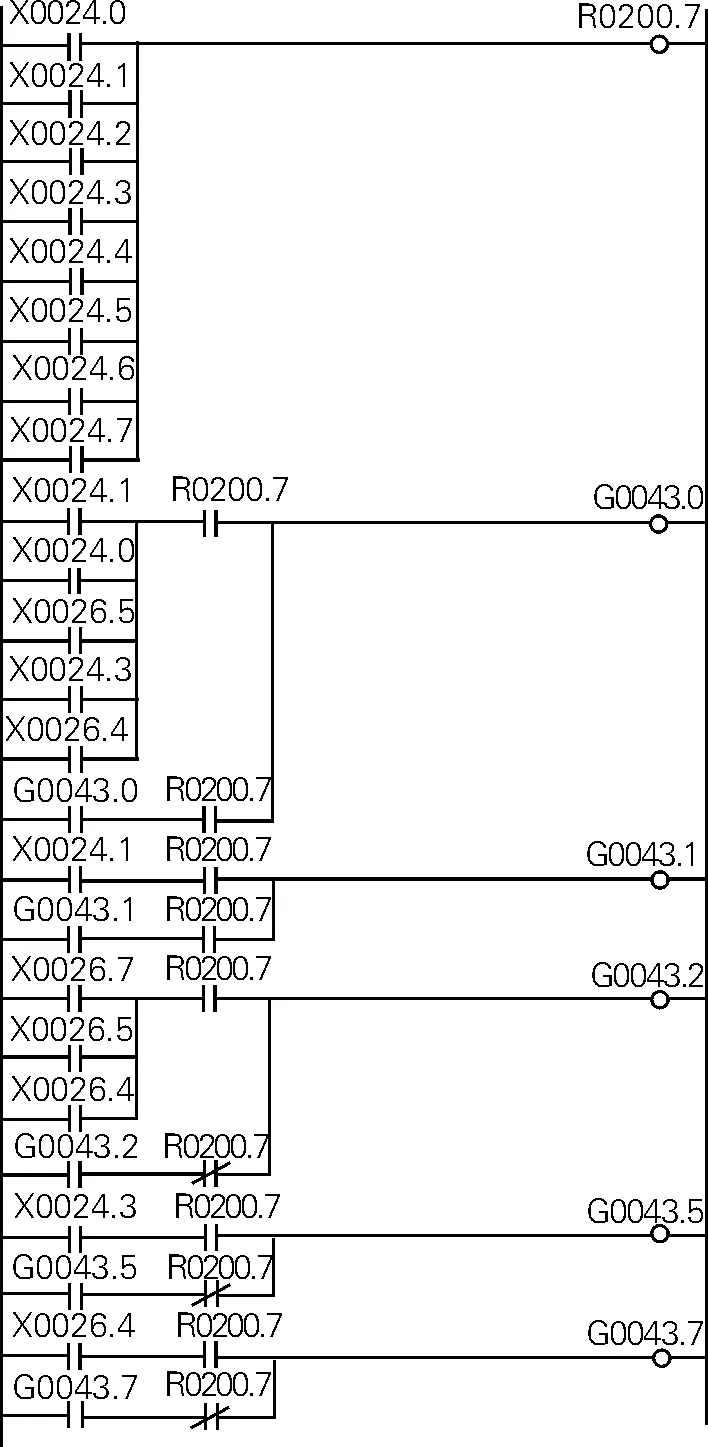
图3 常规的工作方式PMC编程
使用功能指令的工作方式PMC编程如图4所示。功能指令SUB25实现工作方式PMC编程原理图如图5所示。根据以上分析,图4所示的PMC程序可以将机床工作方式作为外部信号(X0000.2,X0000.4和X0000.6的排列组合)与功能指令SUB25的指定数据R0030.0~R0030.7(初始值均为0)进行比对,再将比较结果(见图5中的“比较结果”部分)输出到指定内部继电器R0031并将相应位置上的值置1(见图5中的“译码结果”部分),最后按照表2的要求将置1信号与G43信号连通即可。以“编辑(EDIT)”方式为例,当选择“编辑(EDIT)”时,对应X0000.2,X0000.4,X0000.6的排列组合为000;与R0030.0~R0030.7的比较结果为11111111;功能指令SUB25的输出结果为R0031.0=1。由表2可知,“编辑(EDIT)”方式要求G43.0和G43.1的信号同时为1,故将功能指令SUB25的输出R0031.0=1分别与G43.0和G43.1的线圈相连即可(见图4)。

图4 使用功能指令的工作方式PMC编程

图5 功能指令SUB25实现工作方式PMC编程原理图
4 结论
图4所示的包含功能指令SUB25的数控机床工作方式选择PMC程序经验证是切实可行的。该方法充分利用功能指令SUB25的输出特性,通过省略自锁结构并结合机床DI点排列组合的方式,使得PMC程序的结构变得更加简洁有效,这对于提高PMC程序的整体效能具有积极的作用和意义。
[1] 呼刚义,杨新刚,杨鹏.基于FANUC 0i Mate-MD系统的数控辅助功能M指令的PMC控制设计原理和程序实现[J].机床与液压,2013,41(22):123-124.
[2] 周兰,陈少艾.FANUC 0i-D/0i Mate-D数控系统连接调试与PMC编程[M].北京:机械工业出版社,2016:230.
[3] 唐国兰,吴云忠.数控机床操作方式的PMC程序设计与应用[J].工业控制计算机,2014(8):137.
[4] 揭晓.运用辅助功能代码维修数控机床[J].金属加工(冷加工),2014(9):77-78.
[5] 龚仲华.数控系统连接与调试[M].北京:高等教育出版社,2012:211-212.
[6] 张志军.FANUC数控机床操作面板PMC程序设计[J].自动化与仪器仪表,2015(7):66-68.
Application Research of Function Instruction SUB25
LiuHongyan,ZhangMingwei,MiaoYali
(Department of Mechanical and Electrical Engineering,Jiyuan Vocational and Technical College,Jiyuan Henan 459000)
To optimize the structure of PMC program,the functional instruction SUB25 was introduced into the PMC program segment of the operational mode to replace the conventional self-locking structure,and the method of permutation and combination was used to reduce the occupancy of DI points,which was proved to be feasible by production verification.The rational use of the output characteristics of functional instruction SUB25 had a positive function and meaning on improving the overall efficiency of PMC program.
functional instruction SUB25;operational mode;PMC program;NC machine tool
2017-09-16
刘红艳,讲师,硕士。
10.3969/j.issn.2095-4565.2017.06.004
TP274
A
2095-4565(2017)06-0013-04
(责任编辑吴鸿霞)
