基于纤维形态的纸浆抄造性能研究
2018-01-03李庆华
杨 扬 李庆华
(齐鲁工业大学电气工程与自动化学院,山东济南,250000)
基于纤维形态的纸浆抄造性能研究
杨 扬 李庆华*
(齐鲁工业大学电气工程与自动化学院,山东济南,250000)
通过对纤维测量仪采集的图像进行计算,得出纸浆纤维长度、卷曲度及细小纤维含量等形态参数,通过实验获取纸浆抄造性能。探究了纤维形态参数与纸浆抄造性能之间的关系,并对描述的可行性进行了分析和验证。
纸浆纤维;形态参数;抄造性能
目前,纤维形态参数测量,主要通过国外进口纤维质量分析仪(FQA)[1]和国内自主研发基于机器视觉FQA[2],对于这些方面的介绍和研究已经较为成熟。对于全木浆纤维[3]、混合浆纤维[4]、非木浆纤维[5- 6],甚至化学纤维[7]抄造性能的研究也都已经十分成熟。通过纤维形态参数和纸浆抄造性能都可对纸浆和纸张品质做出预测和鉴别,纤维的形态参数通过测量得出是外在表现,其抄造性能通过实验获取是内在性质,但是目前对两者关系的研究很少。本课题研究了纤维长度、卷曲度及细小纤维含量等纤维形态参数和纸浆抄造性能之间的对应关系,以纤维形态参数来描述纸浆抄造性能,以减少对纸浆评价时的大量测量和实验。
1 纤维形态参数的测量
纸浆纤维的形态参数主要包括纸浆纤维的长度、卷曲度及细小纤维含量等,这些参数是评价纤维质量的主要指标。本课题纸浆纤维的图像通过流道式纸浆纤维测量仪获取。此纤维测量仪由齐鲁工业大学和济南润之科技有限公司联合开发研制,采用高精度工业面阵相机对流道内的纸浆纤维进行采集,然后将采集的图像传送到电脑,便于实时的计算和分析,并通过在VC++6.0的环境下配置OPENCV1.0来实现对图像的计算操作。
1.1单根纤维的提取
图像采集后进行滤波、平滑、二值化等预处理,然后对图像进行连通标记来提取纤维轮廓。将每个连通区域内像素点个数之和看作该轮廓的面积,并设定一个阈值,当轮廓面积小于设定的阈值时,把此轮廓作为细小纤维,进行计数;当轮廓面积大于此阈值时,把此轮廓作为非细小纤维并对轮廓进行细化,然后对细化后线条上的像素点进行判断。若某一像素点八邻域内只有一个像素点则该像素点为此线条的端点,记录该线条的端点个数。有两个端点的纤维是单根纤维,有多个端点的纤维是聚集纤维。
1.2纤维长度、卷曲指数和细小纤维含量计算方法
设曲线y=f(x)是区间[a,b]上的函数,a和b分别为纤维的两个端点,则可用曲线的长度来表示纤维的长度:
(1)

记录上述单个纤维的两个端点坐标分别为(i1,j1)和(i2,j2),则卷曲长度L0为:

(2)
卷曲指数P为:

(3)

采用上述方法测量后,得到的是以像素点个数为单位的结果,而实际中纤维长度测量应用的数据是以微米(μm)为长度单位,所以必须将像素点标定为标准单位:
l=p·L
(4)
式中,l为纤维长度,μm;p为比例系数;L为以像素点个数为单位的长度。
2 纤维形态参数与纸浆抄造性能的关系
纸浆抄造性能主要包括湿纸幅的强度性能、黏附性能和纸浆滤水性能3个方面。
2.1湿纸幅强度性能
一般来说,湿纸幅强度只用湿抗张强度来表示已经足够,但随着造纸业各种化学浆的引入使得只用湿抗张强度来表示湿纸幅强度显得不够全面。参考加拿大制浆造纸研究所Seth R S等人的“破裂包络线”理论[8],以湿纸幅累积破裂功为指标,结合湿抗张强度来描述湿纸幅的综合强度特性。
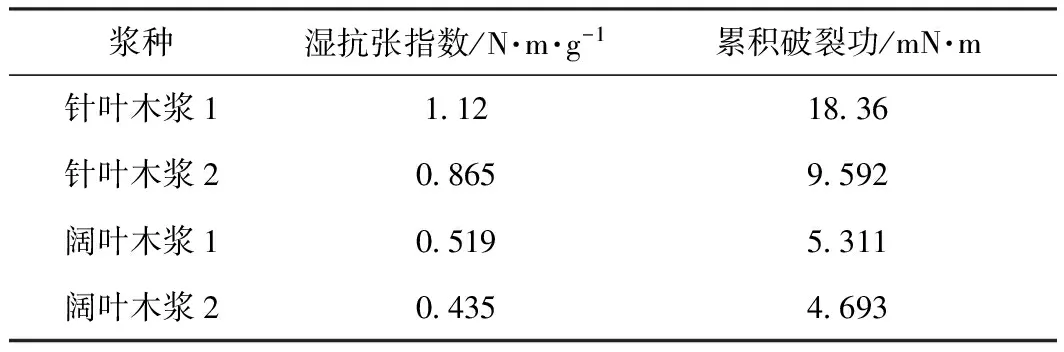
表1 针叶木浆和阔叶木浆的湿纸幅强度性能
2.2纤维形态参数
采用上述纤维形态参数的测量和计算方法对表1中的针叶木浆和阔叶木浆分别进行多次形态参数的测量,取平均值,结果见表2。
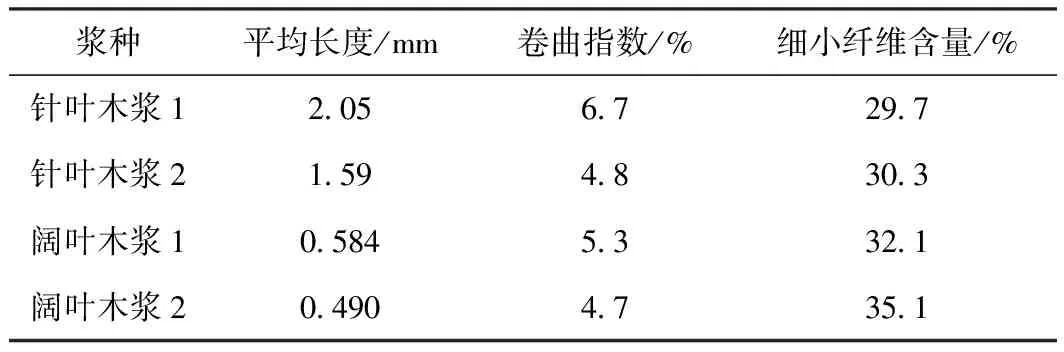
表2 不同纸浆的纤维形态参数
2.3纤维形态参数对湿纸幅强度的影响
加拿大学者Seth R S以化学木浆和机械木浆为研究对象,把湿纸幅强度的形成归结为纤维间的相互作用。这种“相互作用”属于纤维与水、空气的界面张力、范德华力及纤维间摩擦力等综合作用的结果[9]。用分子间作用力来表述湿纸幅强度性能符合客观实际,但这些相互作用性能来源于纸浆纤维本身。笔者希望通过纸浆纤维的形态参数对这种相互作用的形成和影响做出初步的描述。
首先考虑纤维长度的影响,从表1可以看出,针叶木浆抄造湿纸幅的抗张强度和累积破裂功均比阔叶木浆的高,并且针叶木浆1的高于针叶木浆2的,阔叶木浆1的高于阔叶木浆2的。而表2中,针叶木浆纤维平均长度与阔叶木浆纤维平均长度有较明显的差距,并且随着纤维长度的增加,湿纸幅抗张强度和累积破裂功呈增加的趋势。这是由于长纤维作为“骨架”能提供更多的结合点,同时长纤维本身具有较高的强度,有利于应力均匀分布,因此认为随着纤维长度的增加,湿纸幅强度性能越好。
其次是卷曲指数的影响,在纤维平均长度和细小纤维含量不变的情况下,改变纤维的卷曲指数。一般认为,随着打浆的进行,纸浆纤维的卷曲指数逐渐减小,因此增加打浆度即为减小卷曲指数。研究表明,对同一浆料进行适度的打浆,可使纤维分丝帚化,增加纤维间的接触面积,促进范德华力等的作用,会提高湿纸幅强度。从表3也验证了卷曲指数越低湿纸幅强度性能越好。
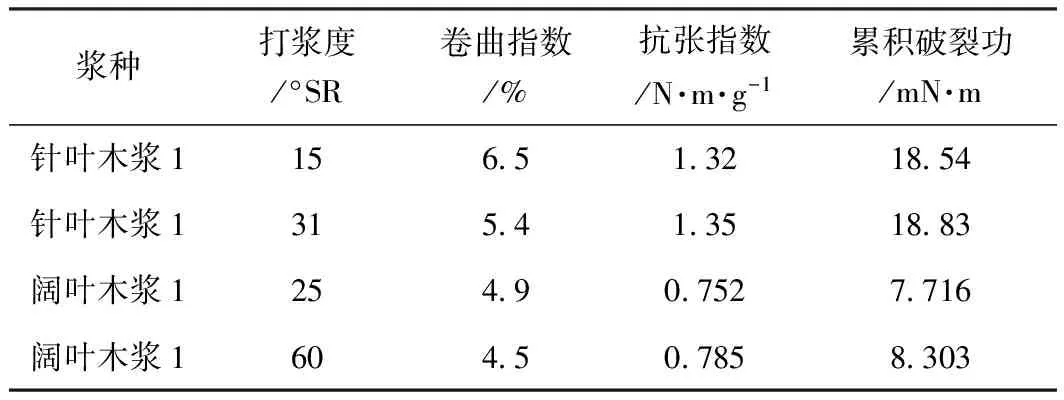
表3 卷曲指数与湿纸幅强度性能
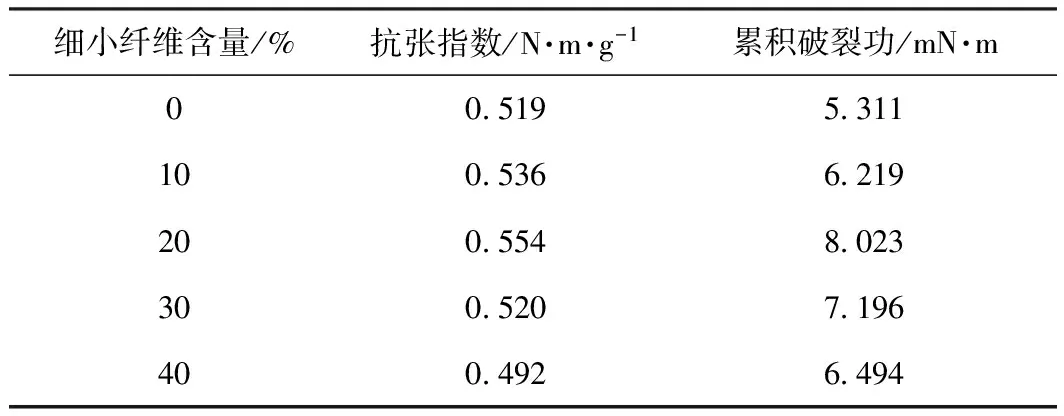
表4 细小纤维含量与湿纸幅强度性能
最后是细小纤维含量的影响,在不改变纤维平均长度和卷曲指数(打浆度)的情况下,增加细小纤维含量。细小纤维有助于纤维间的接触并能将纤维紧紧连在一起,但随着纸张内添加的细小组分越多,单位体积内纤维的比例就越少,因此在一定范围内,随着细小纤维含量的增加,湿纸幅强度会增加,但超过某一阈值,随着细小纤维含量的增加,湿纸幅强度会减小。卫晓琳等认为新鲜细小纤维的存在会改变纸张的一些重要性能,当添加20%的新鲜细小纤维时,对纸张强度的影响达到极限值[10]。这与实验预期及实验结果基本一致。
2.4纸浆纤维形态参数与纸浆的黏附性能和滤水性能
湿纸幅在网面或辊面的黏附,可看作是湿纸幅在固体材料表面的黏附性能。可用黏附功来表征湿纸幅的黏附特性,剥离湿纸幅所做的功称为剥离功,其值等于湿纸幅的黏附功,即把单位面积的固液界面分离成相同面积的固液表面所需的功[11]。与卷曲度和细小纤维含量相似的针叶木浆和阔叶木浆对比发现,针叶木浆的黏附功要比阔叶木浆的小一些,可见纤维长度有助于减小黏附功。
在抄纸过程中,纸浆在网上的滤水行为,被称为纸浆的滤水性能。现在广泛使用的纸浆滤水性能的评价方法依然是采用打浆度仪间接测量的方法,虽然具有一定的局限性,但对用纸浆参数来描述纸浆的滤水性能仍然具有重要意义。
由表5可知,随着打浆度的提高和卷曲指数的减小,纸浆的黏附功和滤水时间都会增大,此时卷曲指数越大,纸浆的黏附性能越好,滤水性能越差。加上之前得出卷曲指数越低湿纸幅强度性能越好,因此很难准确地用湿纸幅累积破裂功、黏附功和滤水性能综合评价打浆对纸浆抄造性能的影响。用纸浆湿纸幅累积破裂功与黏附功的比值S/A来评价纸浆的抄造性能可以较为准确地评价纸浆的抄造性能[12],适度的打浆可以改善纸浆的抄造性能。
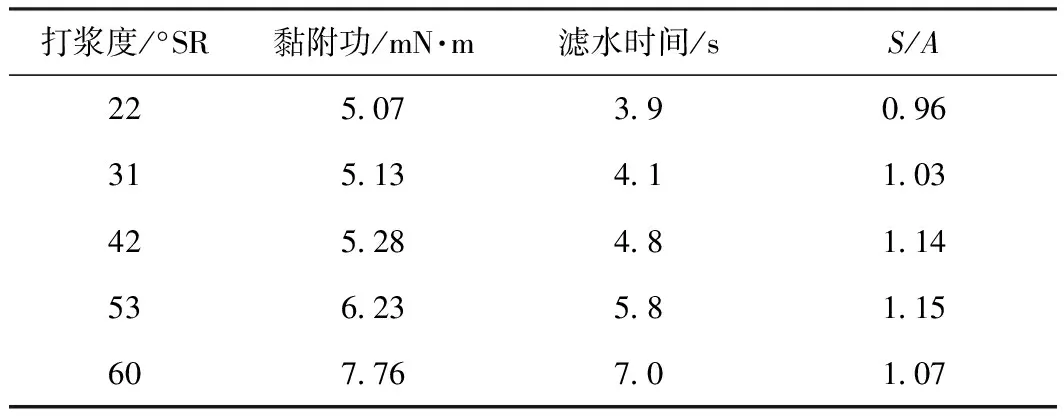
表5 打浆度对黏附力和滤水时间的影响
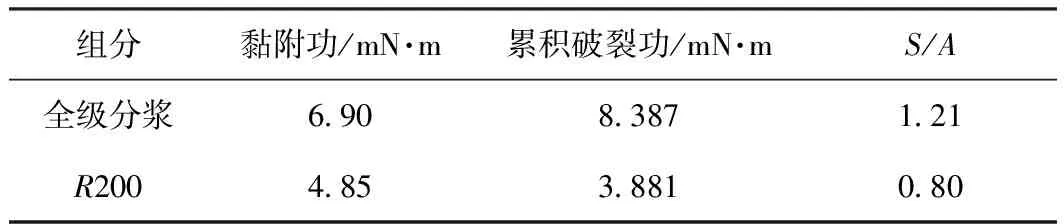
表6 细小组分对黏附功和累积破裂功的影响
注 全级分浆中P200为50%。
由表6可以看出,虽然除去细小纤维会使黏附功减小,但是湿纸幅累积破裂功减小速度更快,从而造成湿纸幅累积破裂功与黏附功之比值(S/A)下降,进而影响到纸浆的抄造性能。因此,适当保留细小纤维可以改善浆料的抄造性能。
综上可知,较好抄造性能的纸浆应具有较高湿纸幅累积破裂功、较低的湿纸幅黏附功和较好的滤水性能,因此要想获得较好抄造性能,纸浆的形态参数应该满足较长的纤维长度、适宜的卷曲度和恰当的细小纤维含量。
3 纤维形态参数对纸浆抄造性能的具体描述
针对纤维形态参数和纸浆抄造性能之间有没有直接具体的相关关系问题,本节采用IBM SPSS统计软件的22.0版本对纤维形态参数和纸浆抄造性能进行统计和分析,并通过曲线拟合,对其相关性给出具体的答案和适宜的描述。由于本文所有纤维形态参数和纸浆抄造性能参数均来源于原木纤维,并未对非木纤维的特性进行研究,因此本节所得的拟合曲线和拟合函数仅对长度超过0.49 mm以上的原木纤维有效。
3.1纤维长度对纸浆抄造性能的影响
分别对纤维长度与抗张指数和累积破裂功进行线性、二次曲线和三次曲线拟合。粗略地说,决定系数R2表示被模型解释的方差与原始数据总方差之比,越高说明模型解释能力越强,但并不是越高越好,通常超过80%可以认为拟合得较好。图1和图2分别为纤维长度对抗张指数的线性描述和纤维长度对累积破裂功的3次描述,图像左上显示的是该回归曲线的决定系数,这两幅图像的描述函数分别为y=0.41x+0.25和y=7.9x3-23.12x2+24.56x-2.72。
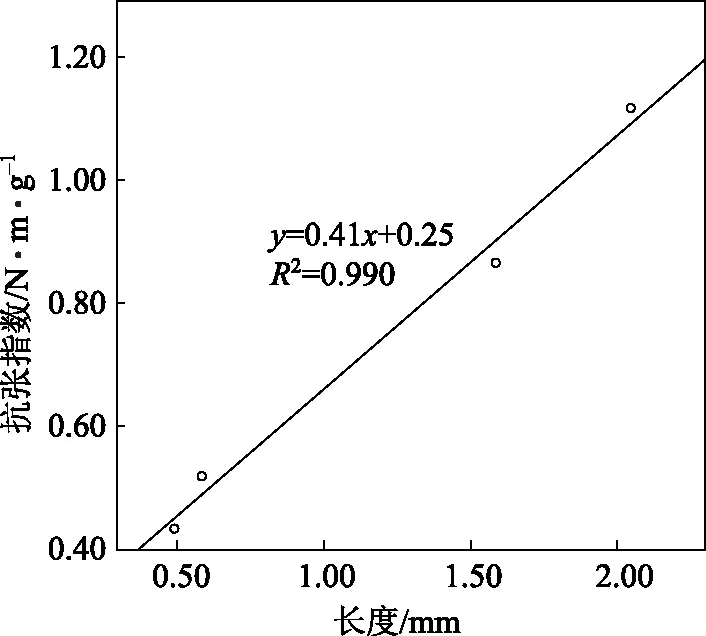
图1 纤维长度与抗张指数关系
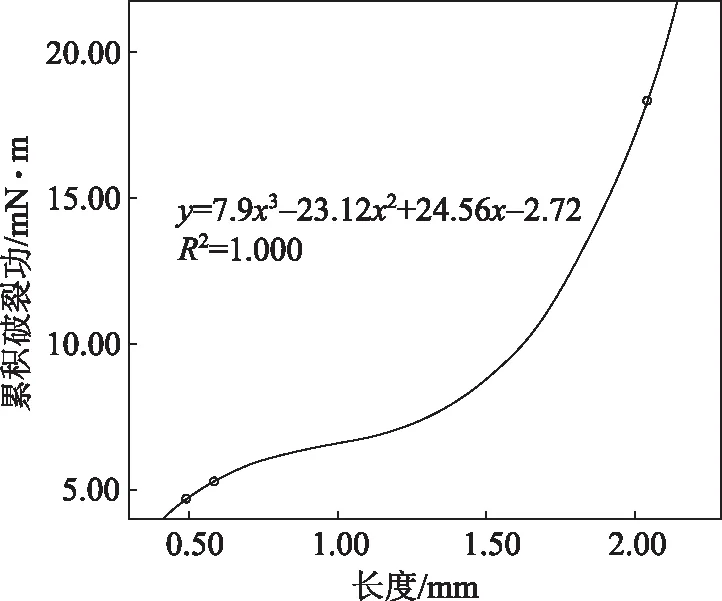
图2 纤维长度与累积破裂功关系
3.2细小纤维含量和打浆度对纸浆抄造性能的影响
分别对细小纤维含量与抗张指数和累积破裂功进行线性、二次曲线和三次曲线拟合,并选择适宜描述曲线和描述函数。如图3和图4所示,其描述函数分别为:y=-1.01×10-4x2+3.36×10-3x+0.52和y=-4.18×10-3x2+0.2x+5.14。由于打浆度对湿纸幅累积破裂功、黏附功和滤水性能都有影响,因此对打浆度和纸浆湿纸幅累积破裂功与黏附功的比值S/A进行线性、二次曲线和三次曲线进行曲线拟合,并选择适宜描述曲线和描述函数,如图5所示,其描述函数为:y=-3.13×10-4x2+0.03x+0.45。
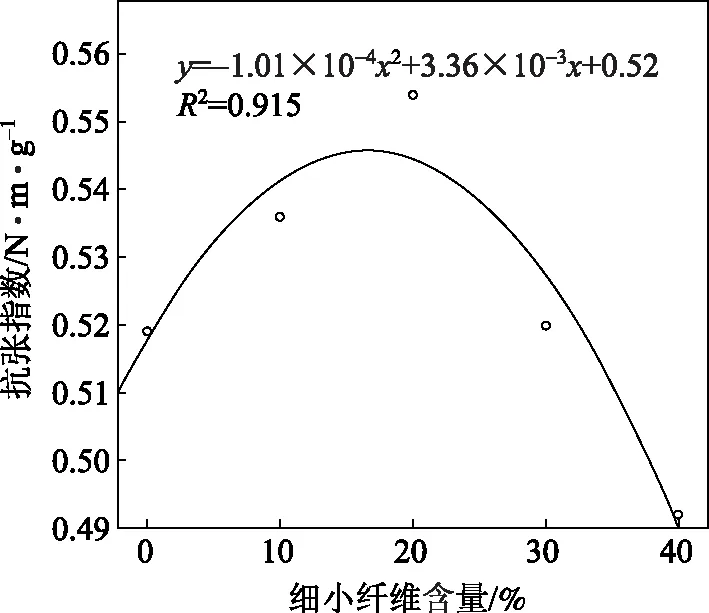
图3 细小纤维含量与抗张指数关系
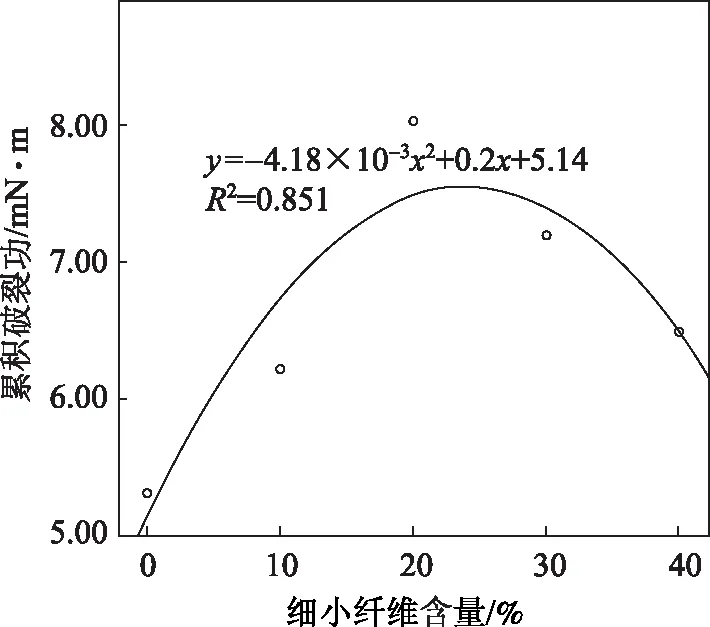
图4 细小纤维含量与累积破裂功关系
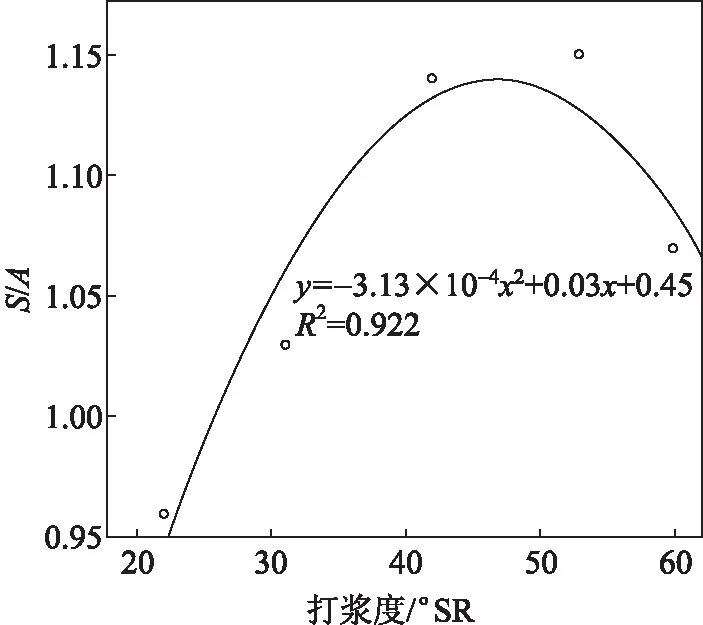
图5 打浆度与S/A关系
3.3预测及验证
为了保证以上描述图像和描述函数的准确可信,必须选择一种未参与第二节计算的原木纸浆进行验证,因此选择了纤维长度0.85 mm、打浆度为45°SR,未添加细小纤维的毛竹浆进行预测和验证。其根据描述曲线和描述函数的预测值和实测值见表7。
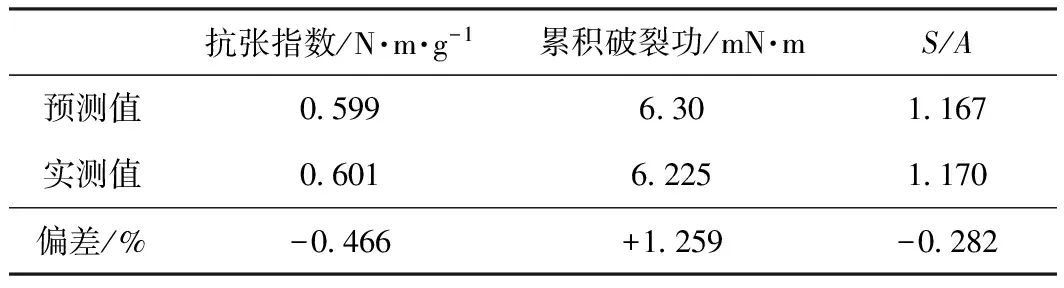
表7 预测值和实测值对比
由表7可知,其预测值和实测值的偏差最大为+1.259%,最小值仅为-0.282%,因此其纤维长度和打浆度的描述曲线可信度较高,可以用来直接描述其抄造性能。
将逐步添加细小纤维后的抗张指数和累积破裂功通过相同的方式进行曲线拟合,其对比结果如图6和图7所示,其描述函数分别为y=-1.23×10-4x2+4.09×10-3x+0.6和y=-5.12×10-3x2+0.24x+6.1。由描述函数可知,其常数项为未添加细小纤维的抗张指数和破裂功的初始值,不同浆种的初始值不尽相同,最大的偏差来源于描述函数在x2和x的系数,均在20%左右。通过对比图可以看出虽然描述函数具体系数的精确度有待提高,但是却将其先增后减的趋势准确地展现出来。

图6 抗张指数对比图

图7 累积破裂功对比图
4 总结和展望
较好抄造性能的纸浆应具有较高湿纸幅累积破裂功、较低的湿纸幅黏附功和较好的滤水性能。纤维的长度、卷曲度和细小纤维含量均可以改变纸浆的抄造性能,总体来说,要想获得较好抄造性能,纸浆的形态参数应该满足较长的纤维长度、适宜卷曲度和恰当的细小纤维含量。纸浆纤维的形态参数和抄造性能之间的关系可以通过统计软件进行拟合,拟合的结果也得到了很好验证。纤维长度和打浆度的偏差较小可信度较高,可以用来直接描述浆种的抄造性能,但是细小纤维含量的拟合结果不尽人意。
本文只考虑了纤维形态参数的几个基本部分,并且仅对长度0.49 mm以上的原木纸浆进行研究,并未对其他纸浆如粗度、扭结度和长度较短的原木纸浆、混合浆、非木浆等进行研究,使得研究不够完善。但相信随着实验和实际应用数据量的增加,一定能得出比较完善的描述体系,使得纸浆的抄造性能可以通过纤维的形态参数更加直观地显现出来。进一步为废纸浆通过形态测量对成纸性能的预测奠定研究基础。
[1] 王丹枫. 纤维形态参数及测量[J]. 中国造纸, 2000, 19(1): 36.
[2] 马磊. 基于机器视觉的纸浆纤维形态参数测量的研究[D]. 济南: 山东轻工业学院, 2009.
[3] 沈阳耀, 陶利. 浅谈全木浆底层纸的抄造[J]. 江苏造纸, 2001(3): 19.
[4] 陈礼辉, 詹怀宇. 混合竹材漂白硫酸盐浆湿纸幅强度和黏附特性[J]. 中国造纸学报, 2003, 18(2): 94.
[5] 何北海, 卢谦和. 非木纤维纸浆的抄造性能研究[J]. 华南理工大学学报, 1998, 26(7): 99.
[6] 李 权, 林金国, 黄秋月, 等. 三年生花眉竹不同部位纤维形态特征的分析研究[J]. 中国造纸, 2017, 36(6): 27.
[7] 范玉敏, 汤人望, 胡晓东, 等. 聚乳酸纤维在湿法非织造材料生产中的抄造性能[J]. 中国造纸, 2014, 33(10): 31.
[8] Seth R S, Page D H. Fiber properties and tearing resistance[J]. TAPPI Journal, 1988, 71(2): 103.
[9] Seth R S, Kingsland M A. The reinforcing properties of softwood kraft pulps[J]. Pulp & Paper Canada, 1990, 91(7): T273.
[10] 卫晓琳, 李洪才. 细小组分和纤维之间的相互作用及其对纸张性能的影响[J]. 国际造纸, 2013, 32(1): 17.
[11] 陈道义, 张军营. 胶结基本原理[M]. 北京: 科学出版社, 1992.
[12] 陈礼辉, 何北海, 詹怀宇, 等. 纸浆抄造性能的评价方法[J]. 福建林学院学报, 2001, 21(2): 116.
StudyonPapermakingPerformanceofthePulpBasedonFiberMorphology
YANG Yang LI Qing-hua*
(QiluUniversityofTechnology,Ji’nan,ShandongProvince, 250000) (*E-mail: 83786013@qq.com)
Through the calculation of the images collected by the fiber measuring instrument, the morphological parameters of the pulp including fiber length, curl and fines were obtained, at the same time the papermaking performance of the pulp was studied by experiment. The relationship between morphological parameters of the pulp and its papermaking performance was analyzed and verified.
pulp fiber; morphological parameters; papermaking performance
刘振华)
TS71+2
A
1000- 6842(2017)04- 0011- 05
2016- 12- 15
制浆造纸科学与技术教育部重点实验室开放基金项目(KF2015018)。
杨 扬,男,1992年生;在读硕士研究生;主要研究方向:控制科学与工程。
*通信联系人:李庆华,E-mail:83786013@qq.com。
