回转窑大齿圈齿面的修复
2017-12-28邓荣娟
邓荣娟
回转窑大齿圈齿面的修复
邓荣娟
回转窑用大齿圈为铸造成型,其质量是QCP控制的重中之重。大齿圈不仅要使用超声波无损检测(UT)对其内部铸造质量进行严格检测,而且在成品时需使用磁粉无损检测(MT)对其表面进行检测。UT检测不合格时,通常齿圈不可使用,UT检测合格但MT检测不合格,尤其是齿面存在疏松、夹渣、微裂纹等缺陷而导致MT检测不合格时,对缺陷进行打磨清理干净即可。此时的问题是,表面外观(VC)检测不合格。为了解决该问题,一种表面冷焊技术被运用到齿面修复上,该技术只是针对齿圈外观进行“美化”修复,对齿圈本身的性能不会产生任何的影响。
回转窑;齿圈;质量;UT;MT;冷焊修复
1 前言
回转窑用大齿圈为铸造成型,其质量一直是QCP控制的重中之重。大齿圈不仅要使用超声波无损检测(UT)对其内部铸造质量进行严格检测,而且在成品时需使用磁粉无损检测(MT)对其表面进行检测。UT检测不合格时,通常齿圈不可使用,UT检测合格但MT检测不合格,尤其是齿面存在疏松、夹渣、微裂纹等缺陷而导致MT检测不合格时,对缺陷进行打磨清理干净即可,而此时表面外观(VC)检测会不合格。为了解决该问题,一种表面冷焊技术被运用到齿面修复上,该技术只是针对齿圈外观进行“美化”修复,对齿圈本身的性能不产生任何的影响。
冷焊是一种应用机械力、分子力或电力使得焊材扩散到器具表面的工艺(方法)。简而言之,是一种基材热影响区较小的焊接方式。用该工艺对不影响齿面使用性能的圆滑凹坑进行填补修复,可解决外观检测不合格的困扰。
2 冷焊工艺
2.1 环境要求
(1)焊接前用专用磨具清洗液把需修补部分清洗干净,无需预热,需要有专业人员密切关注施工过程。
(2)尽量在无风、无灰尘的外部环境下作业。(3)根据工件大小和焊接部位具体情况进行焊接操作。
2.2 焊接材料
根据大齿圈的材料成分ZG42CrMo,选择牌号为JQ-MC50-C的焊丝,焊丝直径控制在0.6~0.8mm。
2.3 焊接参数
脉冲焊接电流30A,焊接时间100ms,间隔时间200ms。
2.4 工艺方案
焊枪顶尖对焊丝瞬时通电,焊丝熔化(瞬间工作温度在2 000℃左右),同时冲击将其附着在工件上,瞬间完成一个工作单位300ms,工件所受热影响较小,工件温度不会升高;焊缝和热影响区的区域极窄,其硬度适中;热影响区域小,不会导致精密母体变形;焊接牢固,熔合充分。
3 冷焊试验
采用冷焊技术修复成品齿圈齿面,最为关键的两个问题是:焊材和基材的结合是否良好;焊材和基材的过渡区、热影响区的宽度以及相关硬度是否适合。
3.1 试样制作
打磨清理齿面疏松、夹渣等缺陷,清理干净后的圆滑凹坑尺寸一般≯30mm×10mm×5mm,采用磁粉+着色两种表面检测方式确认缺陷是否清理干净。为了保证凹坑的深度得到实际测量,试块在打磨凹坑之前,对试块打眼定位并压出分割线,便于后续切割定位,见图1。对试块实施冷焊,将凹坑焊补填平,然后对其进行抛光打磨处理,见图2。

图1 冷焊试验用试块
3.2 试样测试

图2 试样制作完成后的宏观形貌图
试样制作完成后,使用维氏显微硬度计对基材、冷焊热影响区、冷焊过渡区以及焊材的硬度进行测试,同时给出尺寸,可以预估过渡区和热影响区的宽度。
通过显微镜进行分析,以120kg以内的载荷和顶角为136°的金刚石方形锥压入器压入材料表面,用载荷值除以材料压痕凹坑的表面积,即为维氏硬度值(HV)。根据试验负载的不同,适用于不同工件的维氏硬度测试。
(1)试验负荷49.03~980.7N,将相对面夹角为136°的金刚石方形锥压入器压入材料表面,保持规定时间后,测量压痕对角线长度,再按公式来计算硬度的大小,适用于较大工件和较深表面层的硬度测定。
(2)试验负荷1.961~49.03N,它适用于较薄工件、工具表面或镀层的硬度测定。
(3)试验负荷<1.961N,适用于金属箔、极薄表面层的硬度测定。
计算公式:

式中:
F——负载,N
S——压痕表面积,mm2
α——压头相对面夹角,136°
d——压痕对角线平均长度,mm
图3a中给出了本次试验的测试区,由图可以看出表面测试区为下半部分(试块写有MS和MT字样);图3b中7~10所测试的为冷焊表面的测试区域,11~13为冷焊根部的测试区域,该区域来自于图3a中上半部分(试块写有BF字样)旋转90°展现出的根部区域。
3.3 测试结果
从图4可以看出,区域7的维氏显微硬度测试值以及显微组织,从右向左分别为焊材区、过渡区、热影响区以及基材区,焊接结合处非常致密。过渡区的宽度约为0.4mm,维氏硬度528~657(折算成布氏硬度约为504~618);热影响区的宽度约为0.5mm,维氏硬度363~377(折算成布氏硬度约为342~361);基材维氏硬度为221(折算成布氏硬度约为209)。

图3 试块测试区域的选择
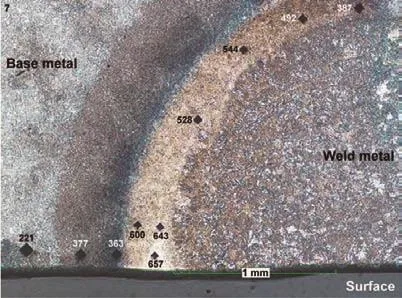
图4 区域7的维氏显微硬度测试图
区域8、9、10的情况和区域7相当,从图5可以看出焊材和基材的结合处非常致密,过渡区和热影响区均可看出。
从图6可以看出,区域12的维氏显微硬度测试值以及显微组织,从上向下分别为焊材区、过渡区、热影响区、过渡区以及基材区,焊接结合处非常致密。过渡区的宽度约为0.4mm,维氏硬度336~381(折算成布氏硬度约为323~361);两个热影响区的宽度约为0.4mm,维氏硬度311~323(折算成布氏硬度约为295~304);基材维氏硬度为230~270(折算成布氏硬度约为219~257)。
区域11、13的情况和区域12相当,从图7可以看出焊材和基材的结合处非常致密,过渡区和热影响区均可看出。

图5 区域8~10的维氏显微硬度测试图

图7 区域11、13的维氏显微硬度测试图

图6 区域12的维氏显微硬度测试图
4 冷焊修复效果检验
在现场对成品大齿圈的齿面进行实际冷焊操作,按照工艺流程对清理干净的自然缺陷处进行焊补修复,冷焊完成后无论着色检测还是磁粉检测,均未发现缺陷,表明冷焊修复效果较好,见图8。
5 结语
(1)试验结果表明,无论在表面冷焊还是在根部冷焊,焊材和基材都非常致密地结合在一起。
(2)试验结果表明,无论在表面冷焊还是在根部冷焊,都存在过渡区和热影响区,但在表面热影响区只存在基材一侧,在根部热影响区两侧都存在,越靠近表面,过渡区和热影响区的硬度越高。

图8 大齿圈修复后以及检测的宏观形貌
(3)冷焊技术已成功地应用在回转窑用大齿圈的齿面修复上。■
Repair of Tooth Surface for Rotary Kiln Girth Gear
DENG RongJuan
(Sinoma Technology and Equipment Co.,Ltd.,Tianjin 300400)
The quality of girth gear was always the top priority in Quality Control Planning which was formed by casting and used for rotary kiln.The inner quality of girth gear was not only strictly tested by the ultrasonic nondestructive testing(UT),but also the surface quality was tested by magnetic particle nondestructive testing(MT)in the finished.UT unqualified,the girth gear failed.UT qualified,but MT unqualified,especially loose,slag and micro cracks on tooth surface caused MT unqualified,the defect could be polished cleanly.At the same time,VC unqualified,in order to solve this problem,a surface cold welding technology was applied to the teeth on the girth gear technology only for the appearance"beautifying".Repair performance of the gear ring itself did not affect.
rotary kiln;girth gear;quality;UT;MT;cold welding repair
2017-03-22; 编辑:孙 娟
TQ172.622.19
A
1001-6171(2017)06-0057-04