飞轮齿圈热套硬度控制工艺
2013-08-02广西玉柴机器股份有限公司玉林537005赵添常
广西玉柴机器股份有限公司 (玉林 537005) 赵添常
飞轮齿圈材料为45钢,经正火、高频感应淬火并电阻炉低温回火处理,需高硬度耐磨。如附图所示,飞轮齿圈的硬度在热套入飞轮之前要求56~63HRC,热压入飞轮后要求控制在52~63HRC,飞轮齿圈与飞轮配合面端面间隙≤0.2mm。
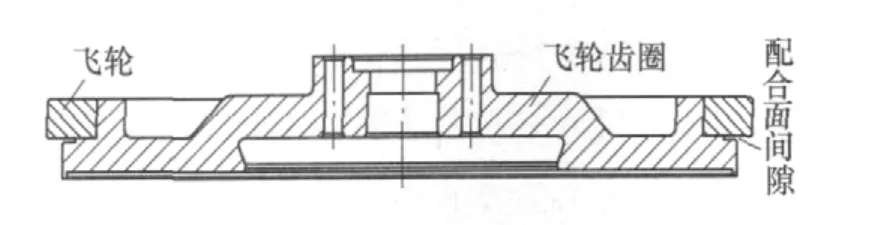
飞轮与飞轮齿圈配合
1.原工艺分析
现飞轮齿圈热套是用传统的加热工艺,将飞轮齿圈叠放在加热框中,吊装入井式电阻回火炉,配有温度、时间自动控制仪表。加热温度(210±10)℃,升温保温时间长达2~2.5h后膨胀量才能满足热套要求。但是耗能高,最大缺点是齿圈表面硬度下降高达6HRC,达不到齿圈压装的硬度控制要求,使得齿圈被驱动齿轮磨损的现象时常发生。
飞轮齿圈加热套装到飞轮上才算完成过程加工,齿圈的硬度取决于套装时的加热温度。飞轮齿圈在箱式炉中不同加热温度保温后平均硬度见表1。
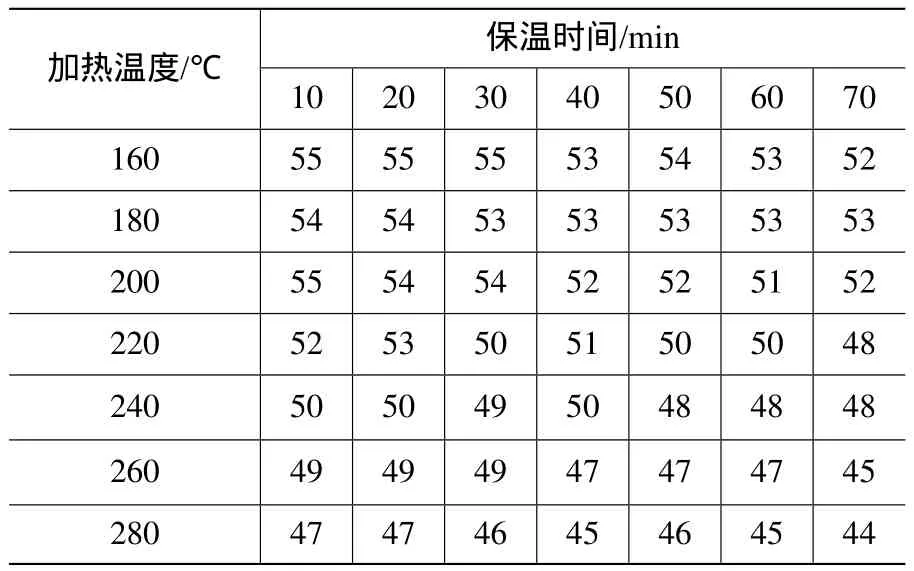
表1 不同加热温度保温后平均硬度对比(HRC)
可见,要保证加热后硬度在52HRC以上,又能达到膨胀量满足过盈装配要求,加热温度不能高过220℃,在220℃时保温时间要控制在20min以内。
2.感应加热工艺
表面温度检测采用STW20高灵敏度点温计,在零件表面点接触,液晶显示温升值,响应速度快,精度高,操作简单方便。
介于齿圈内径在400mm左右,模数为3~4,厚度20mm,考虑到加热速度与热透层深的关系,选择ZJ20系列干式自冷工频感应快速加热器加热齿圈,具有自动退磁功能,能够满足齿圈热套的过盈量及高硬度要求。工频感应器采用多层结构的导磁体。感应加热器额定功率为18kW,额定电流47A,电压380V。
在要求的相同硬度范围内,感应回火温度比传统回火温度高100~120℃。对感应淬火层的硬度梯度分析,45钢的高频感应淬火后,淬硬层硬度的平均值可用公式HRC=20+60(2C-1.3C2)计算,式中C是钢中的含碳量(0.15%~0.75%)。所以齿圈的齿部表面平均硬度为58HRC,在该部分的回火温度与试验要求基本一致。
3.快速感应加热效果
对多批次飞轮齿圈多型号进行快速感应加热,对加热前后测定硬度与炉子常规加热进行对比。
(1)井式电炉加热 温度(210±10)℃,保温2h,空冷。
(2)感应加热 温度(210~230)℃,不同齿圈型号加热时间见表2,空冷。

表2 感应加热不同齿圈型号加热时间
不同型号加热空冷后的硬度下降见表3。
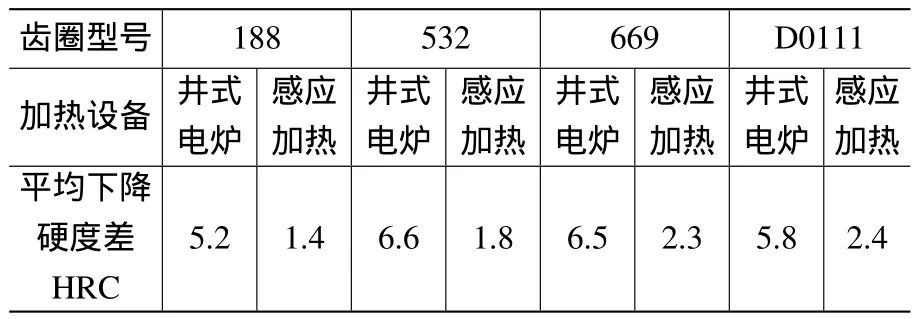
表3 不同齿圈型号加热空冷后硬度下降对比
根据数据可知:井式炉加热后硬度平均下降达6HRC,而感应加热硬度下降在2.5HRC以内。
通过试验,还得出对两个齿圈同时加热的方式,比单个加热时间缩短50%以上,大大减少用电量,节约成本,提高生产效率。
在试验中,齿圈与飞轮的抱紧力,齿圈圆度并未发现变形,齿圈与飞轮配合面端面间隙满足要求。实践证明,快速感应加热能控制硬度要求,避免硬度下降造成的隐患。
