转杯纺纱机分梳辊轴承定位高度控制及测量
2017-12-14邹友民
邹友民
(衡阳纺织机械有限公司,湖南 衡阳 421007)
转杯纺纱机分梳辊轴承定位高度控制及测量
邹友民
(衡阳纺织机械有限公司,湖南 衡阳 421007)
为精确控制转杯纺纱机分梳辊轴承定位高度,确保其台阶端面到外圈相对端面的定位高度,分析分梳辊轴承定位高度加工难点,将原心轴台阶端面靠磨工艺改为先将分梳辊轴承装配成套后再靠磨心轴台阶端面的工艺,设计出分梳辊轴承高度比较测量仪,并详述其使用操作方法。指出:该测量仪测量精确、结构简单,调整、操作简便,加工成本低,配合成套轴承心轴台阶端面靠磨加工工艺,轴承定位高度合格率不低于99%,且加工效率高。
分梳辊轴承;心轴;定位高度;靠磨加工;开口底座;高度比较环
0 引言
衡阳纺织机械有限公司,是一家专业从事特种轴承研发、制造的大型企业。其主打产品之一的转杯纺纱机分梳辊轴承即为一种特种轴承。该轴承采用双列滚珠设计,具有内部结构简单、运转平稳、承载力大、多叠片式密封、高效防尘、使用寿命长及易维护等优点,深受用户认可。
1 加工难点分析
HQF3039F型分梳辊轴承装配简图见图1。该轴承主要由心轴、外圈、保持架、钢球、塑料环及密封圈等组成,心轴为加工难点。因为心轴一端不但需钻孔、攻螺纹,还需车加工一个小台阶面,并在台阶面上铣键槽,而最难的是心轴台阶端面到外圈相反端面定位高度尺寸的加工控制[1]。该尺寸用于轴承安装定位,要求尺寸为62 mm±0.04 mm,精度较高。首次加工试制成套检测时,发现该轴承实际定位高度为62 mm±0.25 mm,其偏差远超设计要求。该偏差是由轴承外圈总长、外圈沟位、心轴总长、心轴沟位、心轴台阶长度偏差及轴承装配轴向游隙等叠加形成。这些偏差均客观存在,难以消除。
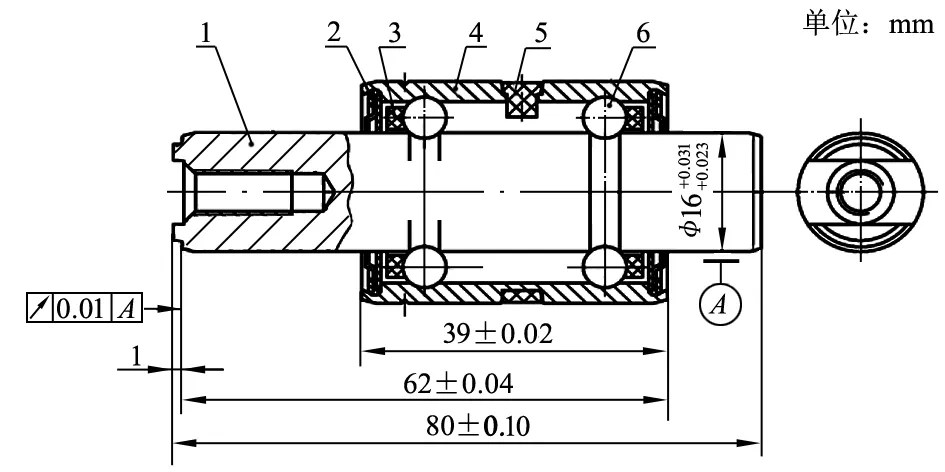
1—心轴;2—密封圈;3—保持架;4—外圈;5—塑料环;6—钢球。图1 HQ3039F型分梳辊轴承
由于传统的加工方式无法确保分梳辊轴承心轴台阶端面到外圈相对端面的定位高度尺寸,而设计一种精准的加工方式控制该定位高度,即成为此类轴承制造的关键。为此,笔者对分梳辊轴承定位高度控制及测量方法进行如下改进。
2 定位高度控制方法及测量工装的设计
为精确控制分梳辊轴承定位高度,将原靠磨加工心轴台阶端面的工序改为分梳辊轴承装配成套后再靠磨心轴台阶端面,具体步骤为:① 心轴毛坯落料时,台阶端面预留0.2 mm~0.3 mm余量,其余尺寸正常加工;② 将各零件装配成套;③ 测量分梳辊轴承定位高度,根据其余量靠磨心轴台阶端面。靠磨端面时,用三爪卡盘装夹轴承心轴实心端,再调整磨床自带的支承架或者履式夹具,用磁性测量架将指示计固定在磨床工作台面上,根据测量好的定位高度加工余量,摇动工作台拖板进给。该工艺改进的优点在于,可完全排除轴承外圈总长、外圈沟位、心轴总长、心轴台阶长度及轴承装配轴向游隙等误差。其靠磨心轴端面台阶的尺寸误差即为分梳辊轴承定位高度偏差。该加工方法的关键是准确测量分梳辊轴承定位高度的余量[2],为此笔者设计了如图2所示的分梳辊轴承定位高度比较测量仪,其中,开口底座[3]见图3,高度比较环见图4。
开口底座为开U型槽的圆柱体,底座的两端面都经过磨削加工,以确保两端面的平行度;底座的中心部位铣有比分梳辊轴承心轴外圆略大的U型槽,以便成套分梳辊轴承在底座上滑动。高度比较环的大内孔高度、直径需分别大于分梳辊轴承外圈高度和外圈外径;高度比较环的小内孔直径需略大于分梳辊轴承心轴外径;要保证高度比较环的两端面研磨精度,且严格控制两端面的尺寸及跳动;精确计量高度比较环的高度尺寸,将实际尺寸标刻于其外圆之上。
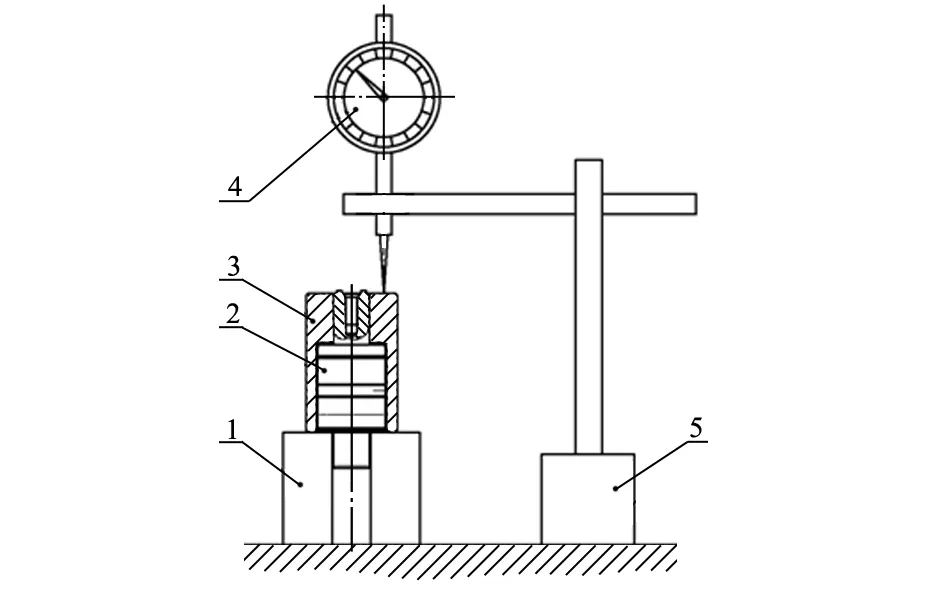
1—开口底座;2—分梳辊轴承;3—高度比较环;4—指示计;5—测量架。图2 分梳辊轴承定位高度比较测量仪
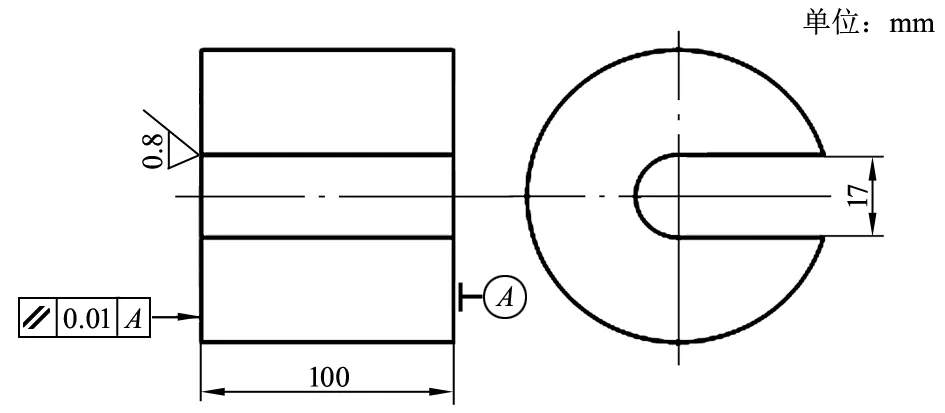
图3 开口底座
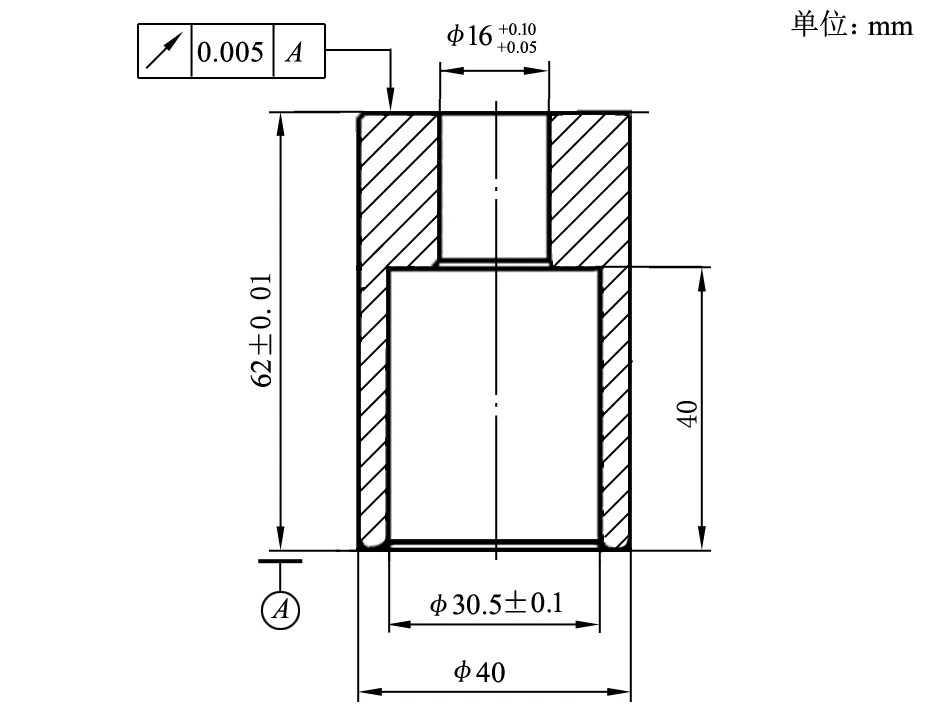
图4 高度比较环
使用分梳辊轴承定位高度比较测量仪时,首先将分梳辊轴承从心轴开槽端套入高度比较环内,再将分梳辊轴承心轴实心端装入开口底座内,移动高度比较环,将其与分梳辊轴承同时移动至底座中心附近;然后安装好磁性测量架,调整指示计位置,根据高度比较环精准测量的实际尺寸调整指示计零位。
之后在开口底座上移动高度比较环,使用测量计分别测量高度比较环上端面与分梳辊轴承心轴台阶面的高度差,即分梳辊轴承心轴台阶端面至外圈相反端面的定位高度加工余量;最后调整外圆磨床,根据精准测量的定位高度加工余量,利用固定在外圆磨床工作台上的指示计精确控制进给余量。
3 结语
转杯纺纱机分梳辊定位高度比较测量仪,利用比较测量的方法,使分梳辊轴承心轴台阶端面到外圈相反端面定位高度的测量操作简便、精确,且结构简单、加工成本低。采用该分梳辊轴承定位高度比较测量仪,配合成套轴承心轴台阶端面靠磨加工工艺,可有效避免各种加工、装配误差。生产实践表明,应用这种分梳辊轴承定位高度控制及测量方法,批量加工的轴承定位高度合格率不低于99%,且加工效率高。
[1] 成大先.机械设计手册[M].4版.北京:化学工业出版社,2002.
[2] 中国机械工程学会 第一机械工业部.机修手册[M].北京:机械工业出版社,1975.
[3] JB/T 8004.1—1999,机床夹具零件及部件[S].
Controlamp;MeasurementofthePositioningHeightoftheCombingRollerBearingonRotorSpinningFrame
ZOU Youmin
(Hengyang Textile Machinery Co.,Ltd.,Hengyang 421007,China)
To accurately control the positioning height of the combing roller bearing on the rotor spinning frame,the positioning height from the step section to the section of the bearing cup,analysis is done to the processing difficulties of the positioning height of the combing roller bearing,the original spindle grinding technology is used after combing roller bearing assembly sets and a combing roller bearing height measuring instrument is introduced and cautions are given as how to operate the instrument.It is pointed out that the measuring instrument is of precision,simple structure,easy adjustment,simple operation,and low processing cost.With bearing spindle section grinding process of complete sets,the percent pass of grinding is more than 99% with high processing efficiency.
combing roller bearing;spindle;positioning height;grinding;open base;height comparison cup
TS103.8
B
1001-9634(2017)06-0027-02
2017-04-20
邹友民(1979—),男,湖南衡阳人,高级工程师,主要负责公司现场生产服务方面的工作。
