200 mm厚度GS30Mn5钢驱动轴焊接工艺研究
2017-12-11刘须收李晓焕吴建英
刘须收,李晓焕,吴建英
(中信重工机械股份有限公司,河南 洛阳471039)
200 mm厚度GS30Mn5钢驱动轴焊接工艺研究
刘须收,李晓焕,吴建英
(中信重工机械股份有限公司,河南 洛阳471039)
为了提高200 mm厚度GS30Mn5特殊材质驱动轴的焊接质量以及焊接接头与母材的匹配度,对GS30Mn5钢进行了埋弧焊接试验及焊接工艺评定。评定结果显示,焊接接头拉伸、弯曲、冲击、维氏硬度检测结果及宏观检查均满足EN15614-1标准要求。研究表明,选择合适的焊接材料及焊接工艺,并严格控制热输入,可获得良好的焊接接头,从而达到与母材强度的良好匹配,降低焊接裂纹倾向;该试验形成的焊接工艺指导书用于指导车间焊接生产,效果良好。
GS30Mn5钢;焊接材料;焊接工艺评定
某公司生产的材质为GS30Mn5的驱动轴,单重95 266 kg。整根轴由5段单独的空心轴体焊接而成,焊接坡口深度200 mm,坡口形式为加衬垫的单面U形坡口。对焊缝进行100%超声波及渗透探伤,分别符合EN1712标准L3级和ASTM A903标准L2级要求。GS30Mn5是德国牌号,相当中国牌号30Mn2,优质结构钢,含碳量比低碳钢高,属于中低含碳量。该钢韧性较好,但是表面耐磨性不够,往往需要表面强化处理,比如渗碳、氮化处理。表面强化处理前一般需进行调质处理,调质后具有高强度、韧性及耐磨性,静强度及疲劳强度良好。GS30Mn5多用作小截面的重要紧固件,也可用作车架纵梁、变速箱齿轮、轴、冷镦螺栓及较大截面的调质件及矿山机械中,中心强度要求较高的渗碳件,如起重机后车轴和轴颈等。
为保证焊接质量,对GS30Mn5钢的焊接性进行了分析,根据碳当量[1-3],确定了合适的预热温度[4-6],并按照EN15614-1标准[7]进行焊接工艺评定,根据评定结果形成焊接规范参数,用于指导驱动轴的焊接制造。
1 试验准备
1.1 焊接性分析
试验母材GS30Mn5钢的化学成分见表1,力学性能见表2。

表1GS30Mn5试验用钢化学成分 %

表2 GS30Mn5试验用钢的力学性能
国际焊接学会推荐的冷裂纹敏感指数和碳当量计算公式为
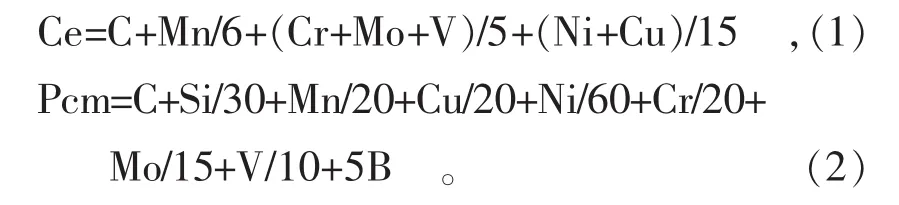
由式(1)和式(2)可知, GS30Mn5 钢碳当量及冷裂纹敏感指数分别为0.43%~0.6%和0.33%~0.43%,大于临界值0.40%和0.20%,具有一定的淬硬和冷裂倾向。若工艺不合理,则在焊接热影响区可能会产生大量马氏体,导致焊缝区脆化,增大了焊接接头的冷裂倾向。
由于坡口深度为200 mm,属于厚板焊接,焊接过程中会产生较大残余应力,加上该结构拘束度大,在焊接残余应力作用下极易产生焊接裂纹,使焊接难度增大。
1.2 焊接方法及焊接材料
本焊接试验采用埋弧焊自动焊焊接工艺方法,具体为将焊枪及控制系统悬挂到操作机机头上,并配合埋弧焊电源进行焊接。根据表2并结合焊缝与母材等强匹配要求,选用牌号为CHWS7和CHF113的埋弧焊丝和焊剂。焊剂按照材质证明书进行烘干处理,烘干温度350℃,保温120 min。焊材熔敷金属相关力学性能见表3。

表3 焊接材料熔敷金属力学性能
1.3 焊接坡口形式及焊接规范
根据厚板焊接特点,坡口设计如图1所示。坡口为U形,根部间隙4 mm,钝边1.5 mm,根部圆弧半径为R10,夹角20°。采用埋弧焊接,焊接顺序为单面多层多道焊,焊接顺序如图2所示,焊接规范参数见表4。

图1 焊接坡口形式
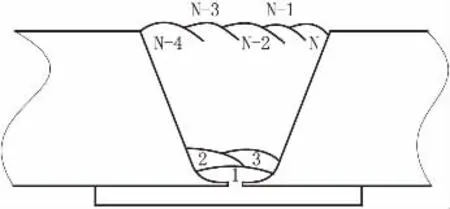
图2 焊接顺序示意图
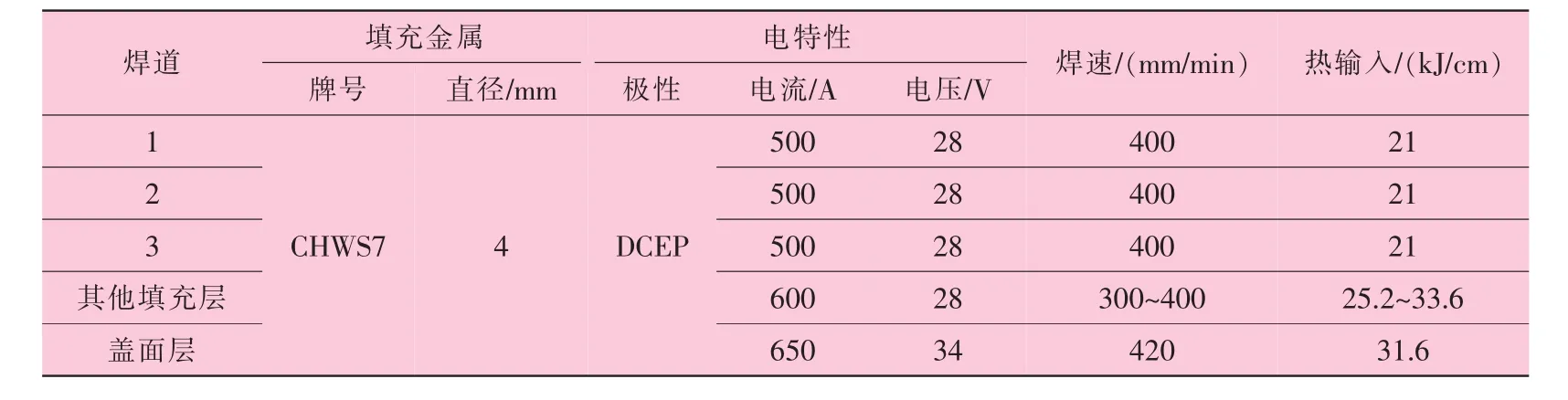
表4 焊接参数
2 焊接难点控制
2.1 预热温度的确定
由于GS30Mn5钢的碳当量及冷裂纹敏感指数高,易产生焊接裂纹,因此焊前必须预热。其目的是为了降低焊接接头的冷却速度,减少马氏体产生的几率,从而改善焊接接头组织,以降低产生冷裂纹的几率。根据预热温度经验公式(T=碳当量×360 ℃)[8]可知, GS30Mn5钢的预热温度为154.8~216℃,由于焊接坡口深度为200 mm,拘束度大,为保证焊接接头不出现焊接裂纹,本次焊接试验选择预热温度为200℃。
2.2 焊后缓冷
焊后立即用石棉布包裹焊接试板,以降低焊接接头的冷却速度,从而减少马氏体产生的几率,降低冷裂纹倾向。
3 焊接工艺评定
按照EN145614-1标准制备焊接试板,并进行焊接工艺评定试验,焊后按照EN1712的L3级和ASTM A903的L2级进行超声波和着色探伤,探伤结果均达到了标准要求。探伤合格后对焊接试板进行整体进炉去应力退火,退火结束后对焊接试板进行破坏性试验。
3.1 缩截面拉伸试验
按照EN895标准制作缩截面板状拉伸试样,共2组试样,分别为1-1、1-2、1-3、1-4,和2-1、2-2、2-3、2-4,每组试样的取样位置包含整个试板的厚度200 mm,并进行拉伸试验,试验结果见表5。由表5可知,焊接接头强度与母材相匹配,且高于母材规定的最低值540 MPa,符合标准要求。
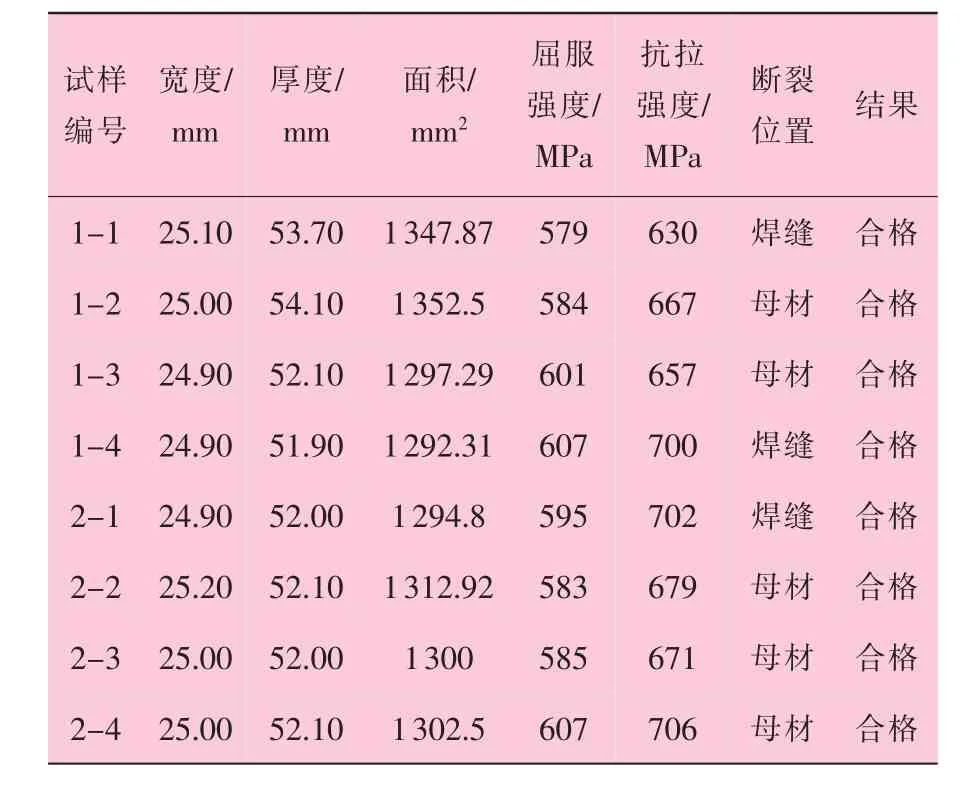
表5 焊接接头拉伸试验结果
3.2 导向弯曲试验
按照EN895标准制作弯曲试样,共4组试样,分别为 3-1、3-2、3-3、3-4, 4-1、4-2、4-3、 4-4, 5-1、 5-2、 5-3、 5-4, 6-1、 6-2、6-3、6-4,每组试样的取样位置包含整个试板的厚度200 mm,并进行导向弯曲试验,弯曲类型为侧弯,弯曲角度180°,压头直径40 mm,试验结果见表6。由表6可知,焊接接头弯曲试样表面未出现裂纹、气孔等缺陷,符合标准要求。
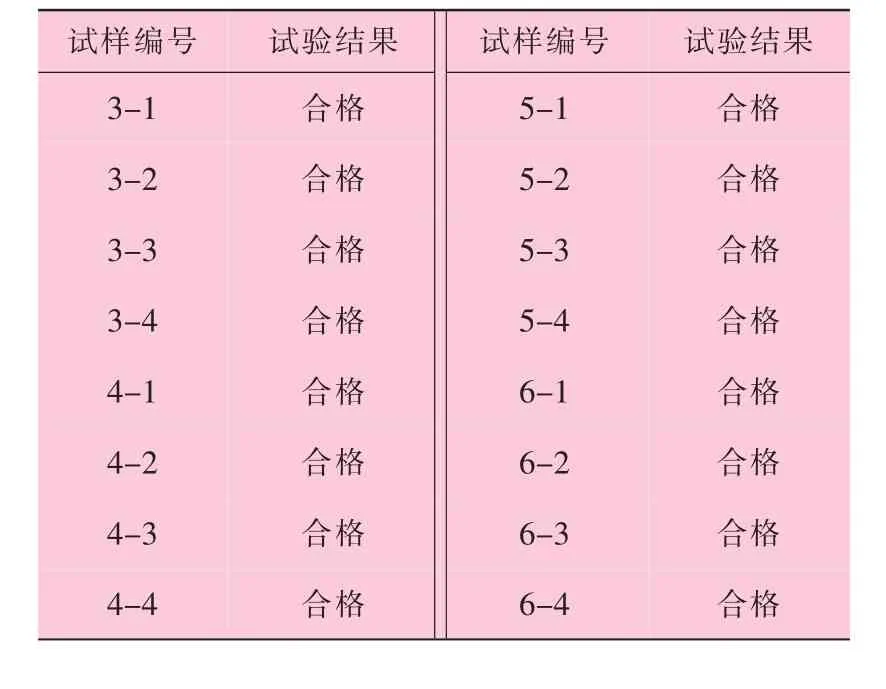
表6 导向弯曲试验结果
3.3 夏比冲击试验
按照EN151614标准确定冲击试样的位置,共4组试样,焊缝表面、焊缝中间厚度各1组,试样编号分别为7、8、9,10、11和12,热影响区表面、热影响区中间厚度各1组,试样编号分别为13、14、15、16、17和18,按照EN1875标准确定试样的尺寸10 mm×10 mm×55 mm,试验方法为摆锤冲击试验,试验结果见表7。由表7可知,焊缝及热影响区的冲击吸收功均高于母材规定的最低值(25 J),符合标准要求。
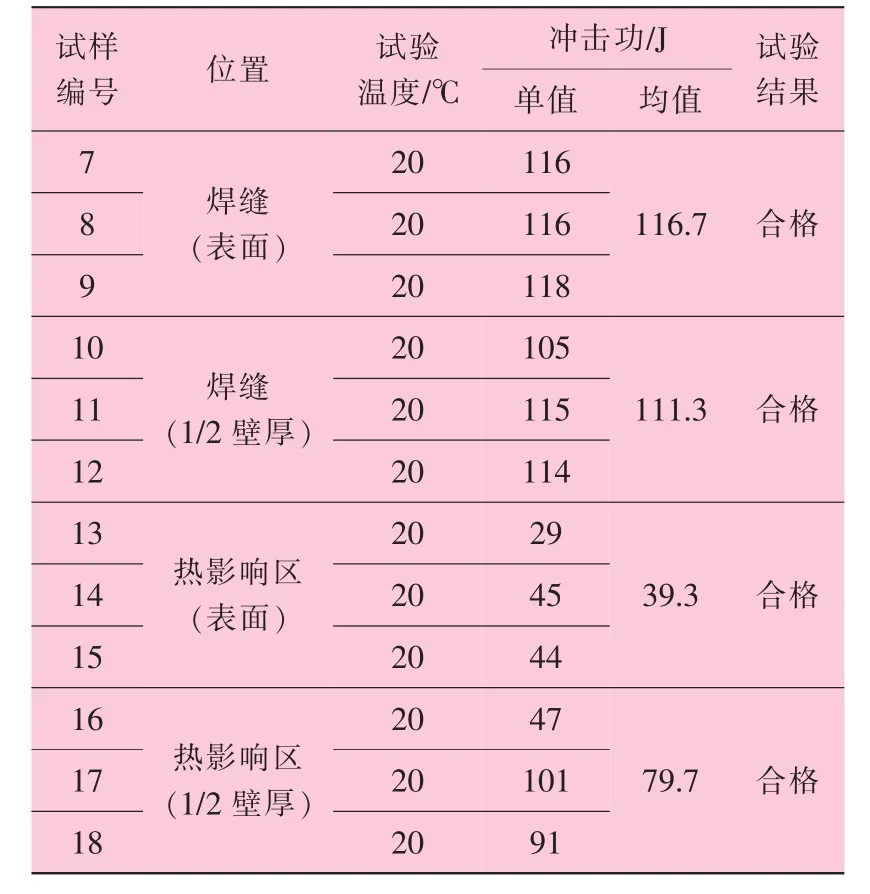
表7 夏比冲击试验结果
3.4 宏观检查
按照EN1321标准对焊件进行宏观检查,未发现气孔、夹渣、裂纹、未熔合等焊接缺陷,符合标准要求。
3.5 维氏硬度试验
按照EN1043-1标准进行硬度试验,各硬度点之间的距离为1 mm,由于硬度点太多,位置图上只标示主要的位置点,如图3所示,试验结果见表8和表9。从表8可以看出,硬度试验结果达到标准要求(≤380HV10)。

图3 硬度测试位置示意图

表8 硬度检测结果(前面)
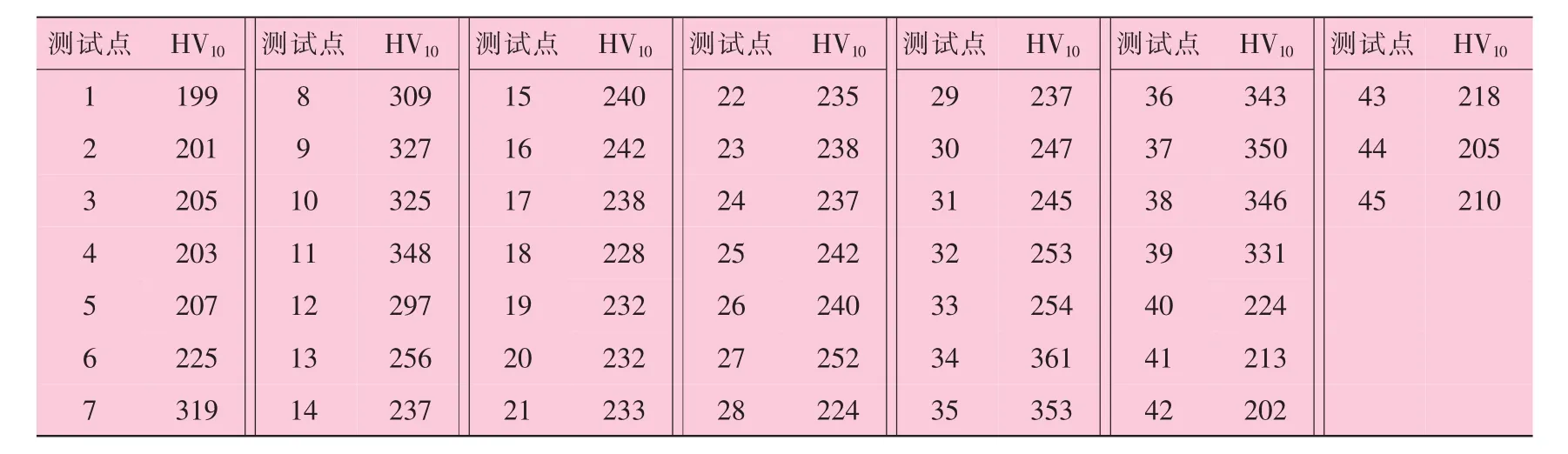
表9 硬度检测结果(背部)
4 产品应用情况
通过焊接工艺评定形成的焊接指导书,用于指导车间产品焊接。经过检查,发现焊缝外观良好,焊后探伤的一次合格率可以达到100%,焊缝外观如图4所示,没有明显的缺陷,达到预期效果。

图4 产品焊缝外观
5 结 论
(1)采用埋弧焊焊接中碳钢GS30Mn5,通过选择合适的焊接材料及合理的焊接工艺,并严格控制热输入,获得了良好的焊接接头,MT、PT达到标准EN1712的L3级和ASTM A903的L2级要求。
(2)按照EN15614-1标准规定,对中碳钢GS30Mn5焊接接头进行焊接工艺评定,其拉伸、弯曲、冲击、硬度等试验结果及宏观检查均满足标准要求,达到预期效果。
(3)通过焊接工艺评定形成的焊接工艺指导书,用于指导车间焊接生产,效果良好。
[1]赵婷.根据碳当量计算常用低合金钢材焊前预热温度[J].石化技术,2015(5):124-125.
[2]王晓香.管线钢焊接常用的几种碳当量公式[J].焊管,2004(2):71-73.
[3]曹良裕,魏战江.钢的碳当量公式及其在焊接中的应用[J].材料开发与应用,1999,14(1):39-43.
[4]张蕾,石凯,胡美娟,等.冷却速度对X80管线钢焊接热影响区组织性能的影响[J].热加工工艺,2011,40(13):110-112.
[5]李为卫,马秋荣,赵新伟,等.预热温度对X80管线钢焊接热影响区组织性能的影响[J].石油工程建设,2005,31(4):10-12.
[6]付光辉.基于计算机模拟夫的预热温度对低合金高强钢厚钢板DSAW焊接工艺的影响[J].电焊机,2015(8):20-25.
[7]EN15614-1,金属材料焊接工艺规范和鉴定—焊接工艺试验[S].
[8]王志平,白金生,李伟武,等.减速器大齿圈34CrNi3Mo调质锻钢补焊工艺[J].矿山机械,2011(1):125-127.
Welding Technology Research of 200 mm Thickness GS30Mn5 Steel Driving Shaft
LIU Xushou,LI Xiaohuan,WU Jianying
(CITIC Heavy Industries Co., Ltd., Luoyang 471039, Henan, China)
In order to improve the welding quality of the 200 mm thickness GS30Mn5 special material driving shaft and the matching degree of the welded joint and base metal,the submerged arc welding test and welding procedure qualification for GS30Mn5 steel were carried out.The results indicated that the welded joint tensile,bending,impact,Vickers hardness test results and macroscopic examination all meet the requirements of EN15614 -1.According to the research,choosing the appropriate welding material and welding process and controlling the heat input strictly can obtain the good welded joint,achieve a good match with the strength of base metal and reduce the welding cracking tendency.The welding process instructor of this test was used to guide the welding production in the workshop and obtained good effect.
GS30Mn5 steel; welding material; welding procedure qualification
TG44
B
10.19291/j.cnki.1001-3938.2017.10.011
刘须收(1983—),男,硕士,主要从事焊接工艺评定、新材料、新产品的开发及研究工作。
2017-04-10
黄蔚莉