中俄东线用大壁厚螺旋埋弧焊管预精焊工艺研究
2017-12-11周岩
周 岩
(中油宝世顺(秦皇岛)钢管有限公司,河北 秦皇岛 066206)
中俄东线用大壁厚螺旋埋弧焊管预精焊工艺研究
周 岩
(中油宝世顺(秦皇岛)钢管有限公司,河北 秦皇岛 066206)
为了保证中俄东线天然气管道的正常生产,采用预精焊工艺试制了X80钢级Φ1 422 mm×21.4 mm大壁厚螺旋埋弧焊管,并对其焊缝力学性能、冲击韧性、显微硬度、化学成分和微观组织特征进行了分析。结果表明,预焊焊缝微观组织为板条马氏体,精焊内、外焊缝微观组织为针状铁素体+少量珠光体,焊缝边缘整齐美观,脱渣良好,能够消除内焊 “马鞍形”焊缝。试验结果表明,试制的螺旋埋弧焊管各项性能指标完全满足中俄东线大壁厚天然气管道的生产技术条件,为X80钢级Φ1 422 mm×21.4 mm大壁厚螺旋埋弧焊管的生产提供参考。
X80;螺旋埋弧焊管;预精焊;焊缝
中俄东线天然气管道是目前我国直径最大(1 422 mm)、压力最高(12 MPa)和钢级最高(X80)的长距离天然气输送管道[1]。中俄东线天然气管道的建设将推动国内钢铁冶炼、制管、装备制造等基础工业的积极发展,对于我国实现天然气进口多元化、保障能源供应安全、稳定市场、拉动经济持续增长有着重大意义[2]。
本研究对中俄东线用X80钢级Φ1 422 mm×21.4 mm螺旋埋弧焊管预精焊工艺进行了研究,为批量化和工程化生产提供理论参考。
云南特殊的地理构造,人们相互来往不便,许多地区的少数民族传统体育活动仍然处于自然自发的阶段,没有形成有组织、有计划、科学化、规范化的体系,不利于少数民族传统体育的传承发展,也不利于少数民族传统体育旅游资源的开发和利用。
1 试验材料和方法
1.1 试验材料
试验用材料为太钢生产的X80钢级、壁厚21.4 mm钢卷,原料化学成分见表1。
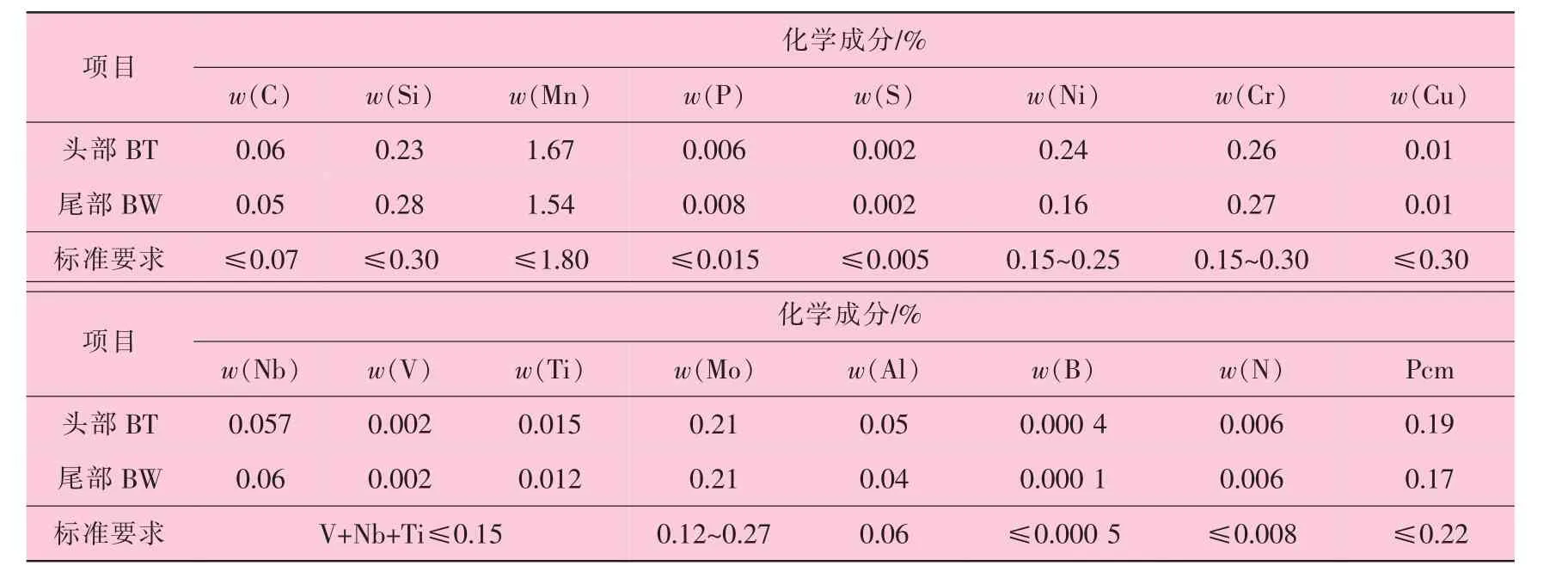
表1 试验用卷板的化学成分
碳当量决定了材料的强度和可焊性,X80管线钢的碳当量处于较高水平,目前TMCP工艺允许的范围为0.40~0.52[3]。试验用卷板的拉伸性能和冲击韧性见表2和表3。
在保护生态环境上升为一种全民性认知之后,关于生态循环经济的内涵理解与特点认知也在逐渐的科学与全面化。生态循环经济作为基于生态伦理学理论与循环经济理念的“有机整合”,其超越了单一的循环经济理念,在该经济内涵中,其突出强调了“生态”的价值和影响力。在这一经济模式中,无论是发展理念,还是相应的经营策略、计划等,这些都将保护生态环境和整体效益最大化放在首要位置。所以,从整体来看,生态循环经济是在资源环境成为制约社会发展的障碍之后,所形成的更成熟、更科学的理念。

表2 试验用卷板的拉伸性能

表3 试验用卷板的断裂韧性
表7为试样焊缝和HAZ在-10℃下冲击试验结果,冲击功曲线如图2所示。从表7和图2可以发现,在低温环境下(-10℃),不同钢管焊缝和HAZ的冲击功单值和平均值均能满足相关标准要求,且远远高于标注要求的60 J。
焊材采用宝鸡石油钢管有限责任公司自主开发的X80管线钢专用高强韧性焊丝和氟碱型焊剂,焊接材料匹配见表4。焊丝化学成分设计上采用了 “多元合金化+微合金化”方法,通过添加Nb、V、Ti等微合金元素,降低焊缝熔敷金属合金成分与母材的差异,保证焊缝具有强韧性和优良的综合性能[4];开发的高碱度焊剂能有效调整熔渣熔点、释缓成形缝表面张力及熔敷金属高温粘度,具有良好的流动性和抗气孔性能[5]。
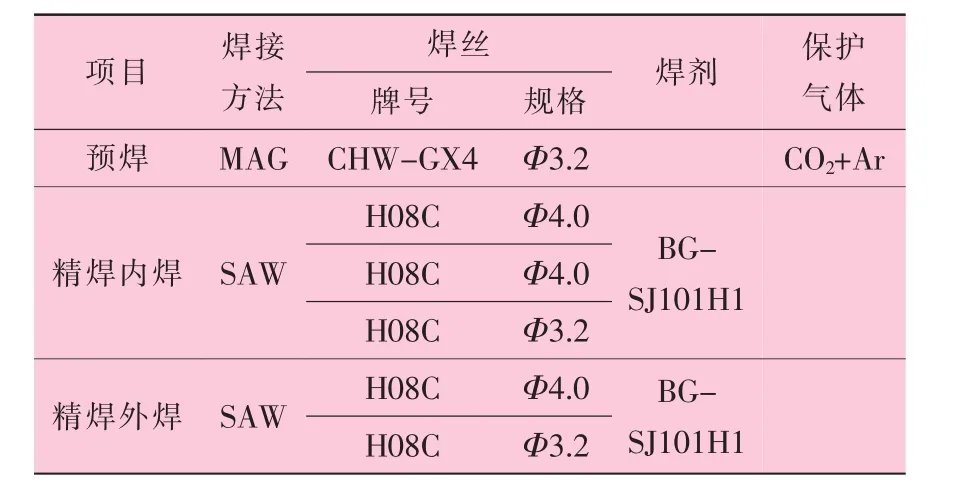
表4 焊接材料匹配表
1.2 试验方法
图6为精焊后内、外焊缝及横截面宏观照片,图7为焊缝显微组织形貌。从图7可以看出,焊缝组织主要为针状铁素体和少量的珠光体,晶粒均匀,保证了焊缝的力学性能。

图1 焊接坡口设计及加工尺寸

表5 预精焊焊接工艺参数
图5为预焊焊缝截面的宏观和微观组织照片。从图5(a)可以看出,预焊焊缝成形良好,焊缝断面呈钟罩形,熔深2 mm,焊缝金属填充量合适,能够保证预焊焊缝的成形,同时不会影响到后续精焊的质量[8-10]。由图5(b)可知,焊缝微观组织主要是板条马氏体,这种组织的形成与焊接速度和焊缝金属冷却速度较快有关。由于板条马氏体不仅具有较高的硬度和强度,同时板条马氏体中不均匀分布的位错,在低密度区仍有活动的余地,而且其碳浓度低,存在“自回火”效应,因而也具有较好的冲击韧性。
钢管焊缝显微硬度测试位置如图3所示,试验结果见表8,硬度变化曲线如图4所示。由图4可看出,试制的3根钢管焊缝显微硬度均满足标准要求(≤280HV10)。另外,内焊缝测试点10、11、12的显微硬度整体高于同位置外焊缝显微硬度,这可能与焊接热循环作用有关。
2 试验结果及讨论
2.1 焊缝拉伸和弯曲试验
本研究精焊采用内三丝、外二丝,内、外焊相差1.5个螺距,内焊采用上坡焊的焊接位置,通过调整焊枪角度和焊点位置,使熔池凝固在相对稳定的区域,消除了内焊“马鞍形”。精焊焊缝焊接过程由原来的内外焊点相距0.5个螺距改为相距1.5个螺距焊接,焊点温度降低了约200~250℃,降低了内焊余热对外焊缝组织的影响,保证了焊缝的韧性。
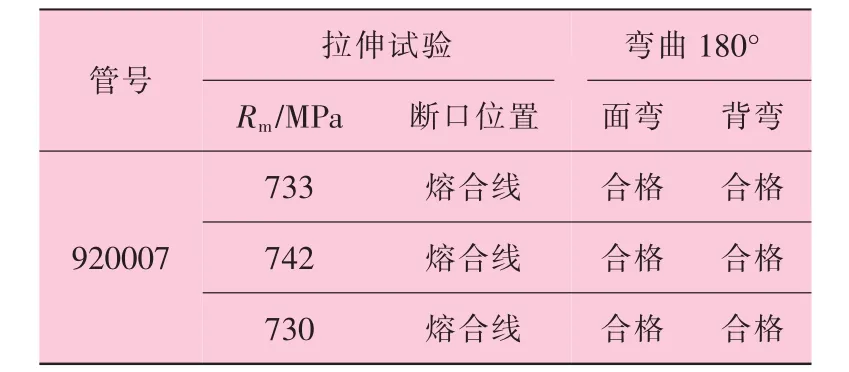
表6 焊缝拉伸性能及导向弯曲试验结果
2.2 焊缝及HAZ冲击试验
从表2和表3可以看出,钢卷尾部相比头部屈服强度平均高出30~50 MPa,冲击功平均高出10~30 J,原料头部与尾部力学性能相近,达到X80管线钢较高的控制水平。

表7 -10℃试样焊缝及HAZ夏比冲击试验结果

图2 焊缝和HAZ冲击功曲线
2.3 焊缝显微硬度试验
报纸上写,这位美丽女子只有二十三岁,在一家外企供职,有自己的私家车,那天刚刚被人偷走了手袋,丢了钥匙没办法开车,这才坐了巴士。

图3 钢管焊缝显微硬度测试位置示意图

表8 焊缝显微硬度测试结果
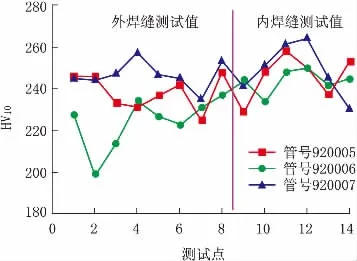
图4 焊缝显微硬度变化曲线
2.4 焊缝微观组织特征
2.4.1 预焊焊缝
依据《天然气输送管道用X80钢Φ1 422 mm×21.4 mm螺旋缝埋弧焊管技术条件》要求,对试样焊缝进行力学性能试验、金相试验、化学成分分析和显微硬度试验[7]。室温下在Z1200KN型万能材料试验机上进行焊接接头的拉伸试验,加载速率2 mm/min,冲击试验在NAI500F摆锤式冲击试验机上进行。低温控温介质采用无水乙醇和液氮混合物,试样在规定温度溶液中保温时间≥5 min,以保证试样表面与内部温度一致,并用低温热电偶测量温度。根据GB/T 2653—89《焊接接头弯曲及压扁试验方法》对焊缝处全壁厚试样进行整体性正、反弯曲性能测试,弯心直径195 mm。焊缝金相试样用砂纸研磨、抛光后,经3%硝酸酒精、过饱和苦味酸+活性剂水溶液腐蚀后利用LeicaMEF-4M光学显微镜进行微观组织观察,用Durascan-70型维氏硬度计测试焊缝横截面纵向垂线上的显微硬度分布。
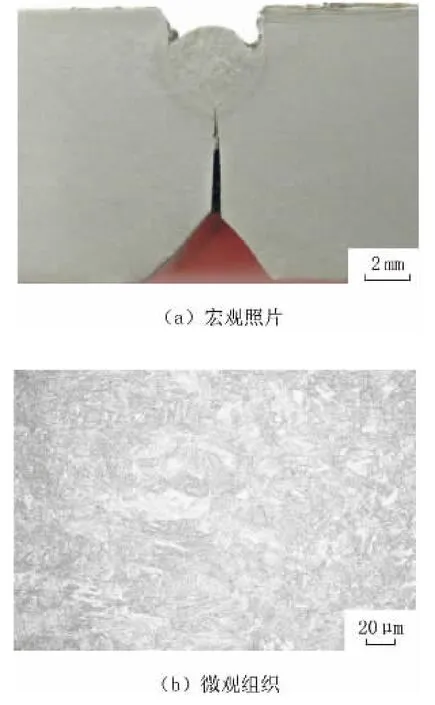
图5 预焊焊缝截面宏观和微观照片
2.4.2 精焊焊缝
预焊采用高速MAG焊,保护气体为Ar+CO2混合气体。精焊内(三丝)和精焊外(两丝)两者相差1.5倍螺距,电源采用林肯Power Wave AC/DC1000数字电源。焊接坡口设计及加工尺寸如图1所示[6],焊接工艺参数见表5。

图6 内、外焊缝及横截面宏观照片
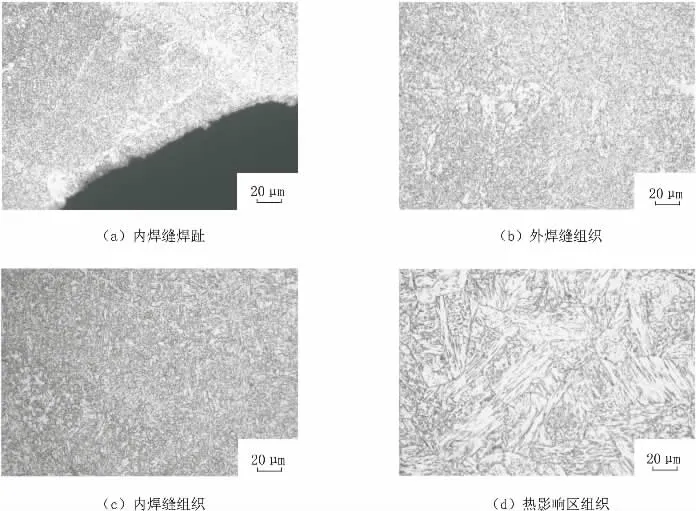
图7 焊缝显微组织形貌
焊缝拉伸和弯曲试验结果见表6。从表6可看出,焊缝抗拉强度高于母材,焊缝全壁厚弯曲试验结果均满足标准要求,弯曲拉伸面均未出现裂纹。
《信号基础设备》是一门比较复杂的专业课,教学难度4颗星,传统教学重理论、轻实践,教学过程枯燥单一,教学效果不理想。基于以上分析,确定教学设计的六大原则:基于学生认知规律、结合岗位工作职责、趣味化教学过程、多样化考核方式、充分利用信息化资源、突出学生为主。结合六大设计原则,确定三大教学任务:初识、进阶、高阶无极继电器。初识无极继电器侧重外在、组成,进阶无极继电器侧重内在,工作原理,高阶无极继电器侧重深剖,应用,三个任务由浅入深,环环紧扣。
[21] 费琅辑注 耿升等译,《阿拉伯波斯突厥人东方文献辑注》[M],北京:中华书局,1989年,P216.
3 结 论
(1)通过合理的焊材匹配和坡口设计,钢管焊缝工艺质量和力学性能均达到标准要求。
(2)在大直径、高钢级、大壁厚精焊焊接中采用内外焊点相距1.5个螺距的焊接工艺,能够有效保证焊缝冲击韧性和外观形貌。
(3)本研究中的焊材匹配方案和焊接工艺设计可用于中俄东线X80钢级Φ1 422 mm×21.4 mm大壁厚螺旋预精焊管的批量化和工程化生产。
[1]孔令然.X80管线钢的研究与应用[J].科学情报开发与经济,2011,21(36):120-123.
[2]陈永莉.国产X80管线钢焊接技术研究[D].天津:天津大学,2008.
[3]高惠临,虞毅.关于管线钢的碳当量公式[J].焊管,2004,9(5):16-18.
[4]毕宗岳.管线钢管焊接技术[M].北京:石油工业出版社,2013.
[5]王宗杰.熔焊方法及设备[M].北京:机械工业出版社,2015.
[6]张彦华.焊接结构原理[M].北京:北京航空航天大学出版社,2011.
[7]崔忠圻,刘北兴.金属学与热处理原理[M].哈尔滨:哈尔滨工业大学出版社,2011.
[8]尹士科.低合金钢焊接特性及焊接材料[M].北京:化学工业出版社,2014.
[9]刘会杰.焊接冶金与焊接性[M].哈尔滨:哈尔滨工业大学出版社,2015.
[10]JORGE J C F,SOUZA L F G,REBELLO J M A.The effect of chromium on the microstructure/toughness relationship of C-Mn weld metal deposits[J].Materials Characterization,2001,47(3):195-205.
Research on Two-step Welding Process of Thick Wall SAWH Pipe Used for Russia-China Eastern Route
ZHOU Yan
(Zhongyou BSS(Qinhuangdao) Petroleum Steel Pipe Co., Ltd., Qinhuangdao 066206, Hebei, China)
In order to ensure normal production of Russia-China eastern route natural gas pipeline,X80 grade Φ1 422 mm×21.4 mm thick wall SAWH pipe was trial-produced by two-step welding process,and the mechanical property,impact toughness,microhardness,chemical composition and microstructure of weld were analyzed.The results showed that,the microstructure of prewelding weld was lath martensite,the microstructure of inside and outside weld were acicular ferrite and a little pearlite,the weld edge was smooth with good slag detachability,and the saddle-shape weld was eliminated.According to the results the performance index of trial-produced SAWH pipe could completely meet the production specifications of Russia-China eastern route thick wall natural gas pipeline,which could provide the reference for X80 grade Φ1 422 mm×21.4 mm thick wall SAWH pipe production.
X80; SAWH pipe; two-step welding; weld
TE973
A
10.19291/j.cnki.1001-3938.2017.10.005
周 岩(1984—),男,焊接工程师,研究方向为油气管材开焊接工艺及生产,发表论文3篇。
2017-07-19
李 超
