直读式焊管“噘嘴”测量工具设计
2017-12-11李继平
朱 贺,李继平
(辽阳石油钢管制造有限公司,辽宁 辽阳111003)
直读式焊管“噘嘴”测量工具设计
朱 贺,李继平
(辽阳石油钢管制造有限公司,辽宁 辽阳111003)
为了提高埋弧焊接钢管在生产中对“噘嘴”缺欠的测量精度和效率,设计出一种新型钢管“噘嘴”测量工具。该测量工具由测量基准尺和数显深度尺两部分构成,测量基准尺在测量时实现测量基准定位,数显深度尺在滑动测量中通过测量针的伸出长度将测量值显示在表盘上,可直接读取。利用此工具对钢管“噘嘴”缺欠进行测量,使传统的“噘嘴”定性测量转变为定量测量,测量精度和测量效率明显提高,测量结果更加客观、准确。
埋弧焊接钢管; “噘嘴”;测量工具;测量基准;数显
1 “噘嘴”缺欠的标准要求
“噘嘴”缺欠(以下简称“噘嘴”)一般是指埋弧焊钢管(以下简称钢管)焊缝两侧各50 mm弧长范围内局部区域与钢管理想圆弧的最大径向偏差。在API SPEC 5L(第45版)和GB/T 9711—2011等标准中对“噘嘴”的规定为:“除摔坑外,由于钢管成型工艺或制造操作造成钢管实际轮廓相对于钢管正常圆柱轮廓的几何尺寸偏离,其极端点与钢管正常轮廓延伸部分之间的距离,即深度超过3.2 mm的应判为缺陷。”
钢管的“噘嘴”缺欠不仅能造成钢管管端圆度的局部超差,影响施工现场环焊缝对接,而且在钢管“噘嘴”处易产生应力集中,影响钢管使用寿命。目前,长输管道现场施工中普遍对钢管管端加工复合坡口,采用全自动焊接,AUT检测,这种施工工艺一方面提高了现场施工效率,另一方面也对钢管的管端几何尺寸提出了更高要求。2017年中俄东线Φ1 422 mm×21.4 mm螺旋埋弧焊钢管的技术标准中将焊缝“噘嘴”由“最大径向偏差不得大于1.5 mm”修改为“最大径向偏差不得大于1.3 mm”,并首次提出了“局部不圆度”的概念。由此可见,国内外重大管线对钢管“噘嘴”的要求越来越高,钢管“噘嘴”缺欠也越来越被业主和钢管制造厂家所重视。
为了加强对“噘嘴”的控制,首先必须实现对“噘嘴”的精确测量。在API SPEC 5L(第45版)和GB/T 9711—2011等标准中对“噘嘴”测量方法和测量工具的规定为:“应在埋弧焊管管端焊缝处,用模板测量噘嘴相对于钢管理论轮廓的最大偏离,模板垂直于钢管轴向,且长度为0.25D或200 mm(取较小者)”,这一指标规定的比较宽松,对“噘嘴”具体的测量工具和测量方法规定的并不十分明确,很难满足国内外重点管线对“噘嘴”高标准的控制要求。制管行业中对“噘嘴”常规的测量方法是使用“噘嘴”规和塞尺配合进行测量,如图1所示。具体测量方法是将“噘嘴”规垂直钢管轴向放在成型缝上,并使“噘嘴”规中心与成型缝中心基本重合,用塞尺测得“噘嘴”规与钢管轮廓之间的最大距离即为“噘嘴”值。这种测量方法操作起来比较繁琐,测量效率较低,尤其在对管端“局部不圆度”进行测量时,测量工作量较大。 另外,这种测量方法测量精度低,测量过程中受操作者的主观因素影响较大,很难满足在高标准下对 “噘嘴”的测量频次和测量精度的要求。

图1 “噘嘴”常规测量方法
综上所述,根据管道市场的实际要求和钢管生产测量的实际需要,一种高精度、易操作、实用性强的“噘嘴”测量工具急需设计制作出来。
2 “噘嘴”测量工具设计
2.1 测量原理
通过对钢管 “噘嘴”测量的研究,设计出一种新型的钢管“噘嘴”测量工具—直读式“噘嘴”测量规,如图2所示。此测量规的主体结构由测量基准尺和数显深度尺两部分构成。测量基准尺外径基准面的加工弧度与所测钢管外径标准弧度相同,在测量过程中起到基准定位的作用;而数显深度尺的引入很好地解决了传统“噘嘴”测量中不直观、不精确的弊端。在测量过程中通过数显深度尺在待测区域的滑动测量,将测得的每点数值显示在表盘上可直接读取,通过简单处理即可获得钢管测量区域的“噘嘴值”。
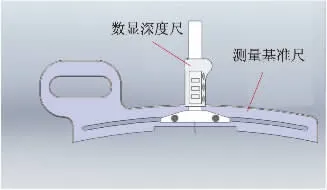
图2 直读式“噘嘴”测量规
2.2 测量工具构成
2.2.1 数显深度尺
数显深度尺如图3所示,主要由导轨、电子数显装置、安装固定座和测量针等几部分构成。电子数显装置和测量针能够沿着导轨上下移动,测量针能够实现与被测钢管的滑动接触。表盘上有“校零”按钮,测量针在基准位处校零后,测量针移动后相对于基准位伸缩长度数值便会显示在表盘上,表盘数值显示精度为0.01 mm。
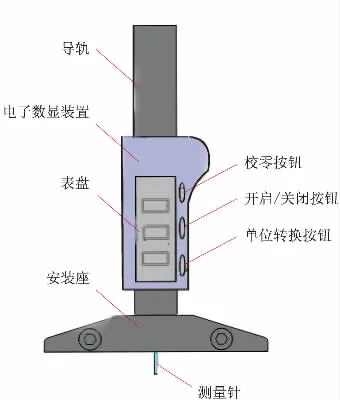
图3 数显深度尺
2.2.2 测量基准尺
测量基准尺如图4所示,其在测量中起到测量基准定位作用。外径基准面的加工弧度与所测钢管外径弧度相同,在钢管“噘嘴”影响区(成型缝两侧各50 mm弧长)以外的管体弧度可认为是理想圆弧。测量基准尺上的中间槽居中对称开设,宽度为100 mm,中间槽的开设避免了钢管“噘嘴”影响区的非理想圆弧和外焊缝高度对测量规基准面定位的影响。在测量时,测量基准尺的外径基准面便可与钢管“噘嘴”影响区以外的标准圆弧重合,实现基准定位。测量基准尺上的滑动槽与外径基准面平行布置,使数显深度尺可在滑动槽上方便地滑动。
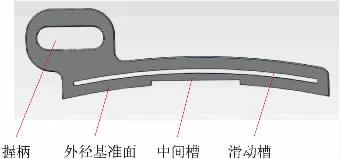
图4 测量基准尺
2.3 测量步骤
(1)首先,将直读式“噘嘴”测量规垂直钢管轴向放置在待测位置,使测量规中心与焊缝中心基本重合,将测量规外径基准面与钢管理想圆弧基准重合,实现测量的基准定位,如图5所示;
(2)移动数显深度尺,将测量针与钢管理想圆弧上的点接触,此时按下数显装置上的“开启”按钮,然后再按下“校零”按钮,对测量规进行校零。此时仪表盘读数为0.00 mm;
(3)移动数显深度尺至“噘嘴”影响区域进行滑动测量(如图6中由B点至C点),观察并记录仪表盘的读数变化,读数绝对值最大的点(除去焊缝区域)就是与钢管理想圆弧最大径向偏差点,根据“噘嘴”的定义可知,此读数的绝对值便是所要测量的“噘嘴”值。
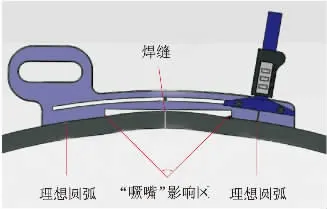
图5 测量规基准定位示意图

图6 测量规滑动测量示意图
3 测量误差分析
3.1 测量规加工和装配精度
测量规的加工和装配精度将直接影响测量规的测量精度。作为量规,外径基准面和滑动槽的加工精度公差等级规定为IT6级,查标准公差数值表可知,加工基本尺寸对应的加工精度要达到0.04~0.078 mm。为了满足这一加工精度要求,对测量基准尺采用线切割加工工艺,线切割加工精度可以达到0.01 mm,可以满足规定的加工精度要求。
在测量规的装配中,通过两根螺栓轴将数显深度尺安装在测量基准尺的滑动槽上,配合表面粗糙度设计为3.2,以满足配合表面质量要求。螺栓轴较滑动槽易于加工,且数显深度尺需在滑动槽上精密滑动,因此数显深度尺和测量基准尺的装配采用基孔制间隙配合,基本配合尺寸为则滑动槽的尺寸公差为0.016 mm,螺栓轴的尺寸公差为0.011 mm,两者配合的最大间隙为0.027 mm,满足测量使用要求。
3.2 测量基准定位误差
直读式“噘嘴”测量规在使用中需要将测量规外径基准面与钢管理想圆弧重合,实现测量的基准定位,若基准定位不准确,测量中必然引起较大测量误差。除去人为操作因素造成的基准定位误差外,要保证测量基准定位准确,必须保证焊缝两侧各50 mm弧长以外的管体是标准圆弧。然而在实际生产中有可能出现“噘嘴”影响区超出成型缝两侧50 mm弧长的情况,这就使测量规外径基准面无法与钢管圆弧完全重合。还有在对焊缝区域以外的“局部不圆度”进行测量时,也会影响到测量的基准定位,这就要求测量者在测量前对待测量区进行初步判断,正确选择测量规的基准定位位置,以减小因测量规的基准定位不准而造成的误差。
其次,测量规外径基准面的弧度尺寸是按照待测钢管的目标管径来加工的,生产中不同合同批的钢管管径有可能会偏离目标管径,在对偏离目标管径的钢管进行测量时,测量规的基准定位也会受到影响。但在焊管生产中,对钢管管径控制标准比较严格,钢管周长在几毫米范围内的变化折算到钢管直径上,与测量规外径基准面弧度尺寸差值很小。因此,待测钢管管径偏离目标管径对测量规基准定位的影响可忽略不计。
4 实际应用
2017年4月,在辽阳石油钢管制造有限公司生产国家重点管线“中俄东线天然气管道工程用Φ1 422 mm×21.4 mm螺旋埋弧焊接钢管”时,首次将直读式“噘嘴”测量规进行试应用。工艺要求对钢管“噘嘴”至少每5根测量一次,“噘嘴”值不得大于1.3 mm。直读式“噘嘴”测量规在实际测量过程中表现出测量精度高、使用操作方便等特点,不仅达到了对“噘嘴”测量精度的要求,而且测量效率大大提高,可满足中俄东线高频次的测量需要。
5 结束语
目前,市场上出现一种钢管管端几何尺寸自动测量仪,此仪器能够自主采集钢管管端几何轮廓,并通过计算机处理技术对采集数据与标准圆数据进行对比分析。利用此仪器对钢管管端“噘嘴”进行测量,测量精度较高。但这种测量仪器无法在制管车间的不同工位之间实现便携式的测量,也无法在钢管成型过程中对钢管“噘嘴”值进行实时监控,且该测量仪造价较高,使用成本较大。
与自动测量仪相比,利用直读式“噘嘴”测量规对钢管“噘嘴”进行测量更加经济、方便,大大提高了焊管厂家对钢管“噘嘴”的测量监控能力。此外,利用此测量工具还可以对焊接钢管的凹坑、焊缝余高等几何外形参数进行测量。随着焊管行业对钢管几何外形质量的不断重视,直读式 “噘嘴”测量规具有广泛的应用前景。
[1]API SPEC 5L,管线钢管规范(第45版)[S].
[2]GB/T9711—2011,石油天然气工业管线输送系统用钢管[S].
[3]姚长友,李建明,张晓东,等.螺旋缝埋弧焊管“噘嘴”缺陷测量方法探讨[J].钢管,2014,43(1):54-58.
[4]CDP-S-NGP-PL-006-2014-3,天然气管道工程用钢管技术规格书[S].
[5]Q/SYGD0503.2—2016,X80级螺旋缝埋弧焊管技术条件[S].
[6]蔡光起,原所先,高航,等.机械制造技术基础[M].沈阳:东北大学出版社,2002.
[7]白忠泉.螺旋焊管成型工艺[M].北京:石油工业出版社,2011.
[8]卢玉明.机械设计基础[M].北京:高等教育出版社,1998.
[9]成大先.机械设计手册(第五版第1卷)[M].北京:化学工业出版社,2008.
[10]GB/T 1800.3—1998,标准公差和基本偏差数值表[S].
[11]保承军.机械零件设计要点分析[J].装备制造技术,2007(1):75-76.
Design of Direct Reading Tool for Measuring Welded Pipe Peaking Defect
ZHU He,LI Jiping
(Liaoyang Petroleum Steel Pipe Manufacturing Co., Ltd., Liaoyang 111003, Liaoning, China)
In order to improve the accuracy and efficiency of measuring peaking defect in submerged arc welded pipe production,the new tool for measuring peaking defect was designed.The tool consisted of benchmark scale measurement and digital display of depth gauge,the benchmark scale measurement could realize datum positioning,and the digital display of depth gauge measured by the extended length of the needle could read the results directly on the dial.Using the tool for measuring peaking defect could translate traditional qualitative measurement to quantitative measurement,significantly improved measurement accuracy and efficiency,and made the measuring result more objective and accurate.
submerged arc welded pipe; peaking;measurement tool; measurement datum;digital display
TG335.75
B
10.19291/j.cnki.1001-3938.2017.10.007
朱 贺(1988—),男,大学本科,助理工程师,主要从事螺旋埋弧焊钢管成型工艺研究及技术工作。
2017-08-02
李红丽