超声辅助水酶法提取冬瓜籽油的工艺研究
2017-12-11张伟光赵国君
张伟光,邸 凯,赵国君
(齐齐哈尔大学 化学与化学工程学院,黑龙江 齐齐哈尔 161006)
超声辅助水酶法提取冬瓜籽油的工艺研究
张伟光,邸 凯,赵国君
(齐齐哈尔大学 化学与化学工程学院,黑龙江 齐齐哈尔 161006)
以冬瓜籽为原料,采用超声辅助水酶法提取冬瓜籽油。在单因素实验的基础上进行正交实验,得出最佳提取工艺条件:颗粒粒度60目,液料比7∶1,酶用量2.0%(以冬瓜籽质量计),pH 8.0,酶解温度55℃,超声时间20 min,超声功率150 W,超声温度50℃。在最佳条件下,冬瓜籽油提取率为82.55%。
冬瓜籽油;超声波;水酶法;提取
冬瓜属葫芦科一年生草本植物,别名白瓜、枕瓜、广瓜,冬瓜原产于我国南方和印度,现在全国各地均有栽培,主要供应季节为夏秋季[1]。冬瓜的果实富含碳水化合物、蛋白质、维生素以及膳食纤维等营养成分,具有产量高、耐贮运、热量低等特点[2-3],还具有利尿、清热、化痰、抗炎等功效[4-5],可以降低糖尿病患者的血糖水平[6]。目前植物油的提取方法主要有压榨法[7-8]、超临界CO2萃取法[9-10]、微波辅助水酶法[11-13]、溶剂法[14]等。超声波是一种效率较高的提取技术,通过提高介质分子运动速度达到辅助生物有效成分高效提取的目的[15]。超声波辅助法具有仪器设备简单、操作时间短等优点,可有效降低提取成本[16]。本实验采用超声辅助水酶法提取冬瓜籽油,并优化其工艺条件。
1 材料与方法
1.1 实验材料
冬瓜籽:购自齐齐哈尔市种子商店;水解蛋白酶Alcalase 3.0T:忆诺联创生物科技发展(北京)有限公司,其他试剂均为分析纯。
1810-B型石英自动双重纯水蒸馏器, RE-52AA旋转蒸发器,标准检验筛,电热恒温水浴锅,FZ102微型植物粉碎机,SK2200HP超声清洗器,GT10-2型高速台式离心机,101-2A型电热鼓风干燥箱。
1.2 实验方法
1.2.1 冬瓜籽油的提取
根据文献[17]方法提取冬瓜籽油。将冬瓜籽清洗、烘干、粉碎、过筛处理后,每次准确称取20 g冬瓜籽粉末,置于250 mL圆底烧杯中,按一定液料比加入蒸馏水,通过超声波处理并达到规定的时间,调节pH后加入一定量的Alcalase 3.0T蛋白酶,置于恒温水浴锅中不断搅拌2.5 h,萃取结束后加热8 min 灭酶,在4 000 r/min 离心25 min,收集上层游离油,弃去乳状液及水解液,将残渣用蒸馏水洗涤,继续离心10 min,收集上层游离油,将两次离心所得的游离油合并称重,计算提取率。提取率=冬瓜籽油质量/冬瓜籽中油脂质量×100%。
1.2.2 冬瓜籽中油脂含量测定
按GB/T 14772—2008方法测定。
2 结果与讨论
2.1 酶解条件对冬瓜籽油提取率的影响
在没有经过超声波处理的情况下,以冬瓜籽的颗粒粒度、液料比、酶用量、pH、酶解温度作为考察因素,进行实验并计算提取率,通过正交实验确定最优工艺条件。
2.1.1 颗粒粒度对提取率的影响
在液料比7∶1、酶用量2.0%(以冬瓜籽质量计,下同)、pH 8.0、酶解温度55℃的条件下,研究颗粒粒度对提取率的影响,结果如图1所示。
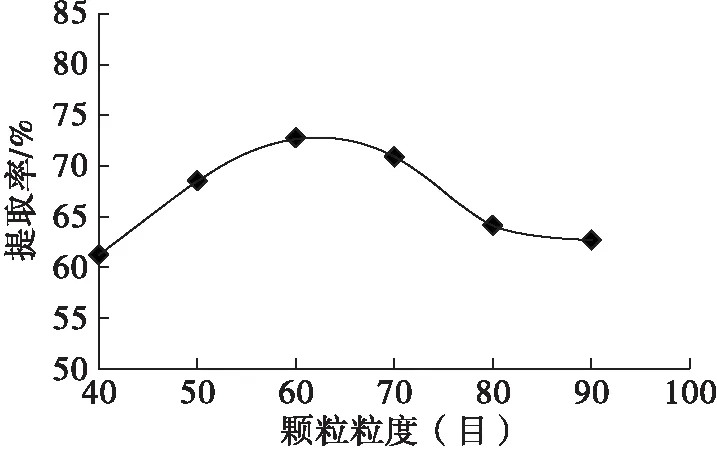
图1 颗粒粒度对提取率的影响
从图1 可以看出,冬瓜籽油的提取率与颗粒粒度的大小关系较大,颗粒粒度减小,提取率增加,颗粒粒度超过60目后提取率减小,是由于颗粒粒度特别小时,其吸附作用会变大,导致扩散速度变小,使提取率降低。因此,确定冬瓜籽的粒度为60目。
2.1.2 液料比对提取率的影响
在颗粒粒度60目、酶用量2.0%、pH 8.0、酶解温度55 ℃的条件下,研究液料比对提取率的影响,结果如图2 所示。

图2 液料比对提取率的影响
从图2可以看出,提取率随着液料比的增加而增加,但增加趋势逐渐缩小,液料比超过7∶1后提取率呈下降趋势。液料比的加大有利于蛋白质的溶出,可提高酶解速率,使提取率增大,当液料比过大时,分子间的碰撞概率下降,从而降低提取率。因此,确定液料比为7∶1。
2.1.3 酶用量对提取率的影响
在颗粒粒度60目、液料比7∶1、pH 8.0、酶解温度55 ℃的条件下,研究酶用量对提取率的影响,结果如图3 所示。
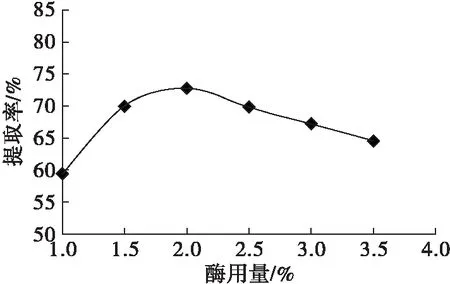
图3 酶用量对提取率的影响
从图3可以看出,提取率随着酶用量的增加而增加,这是由于酶可对细胞膜上的脂蛋白进行水解使细胞中油脂得以释放,酶用量超过2.0%后提取率呈下降趋势,是由于酶用量过多,使得酶本身发生自溶反应,导致提取率降低。因此,确定酶用量为2.0%。
2.1.4 pH对提取率的影响
在颗粒粒度60目、液料比7∶1、酶用量2.0%、酶解温度55℃的条件下,研究pH对提取率的影响,结果如图4所示。
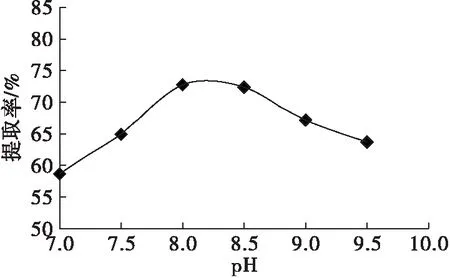
图4 pH对提取率的影响
从图4可以看出,冬瓜籽油提取率随着pH的增加而明显增加,当pH超过8.0后提取率开始降低;这是由于水解蛋白酶的最适宜pH为6.5~8.5,超过这个范围酶的活性下降。因此,确定pH为8.0。
2.1.5 酶解温度对提取率的影响
在颗粒粒度60目、液料比7∶1、酶用量2.0%、pH 8.0的条件下,研究酶解温度对提取率的影响,结果如图5所示。
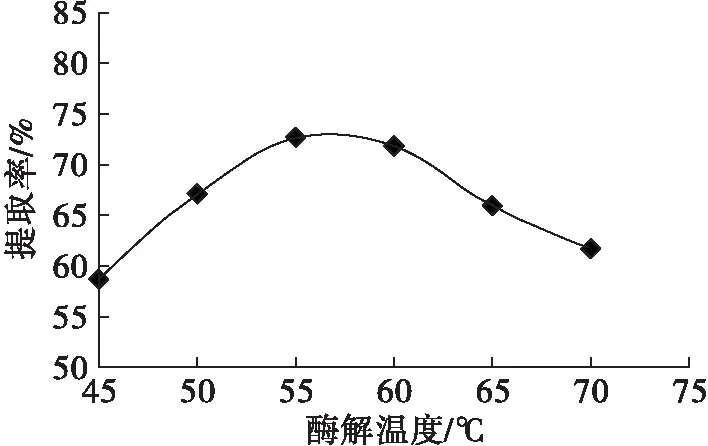
图5 酶解温度对提取率的影响
从图5可以看出,随着酶解温度的升高,冬瓜籽油提取率明显增加,当酶解温度高于55 ℃后,提取率开始下降,原因是温度过高使酶变性,降低酶解的反应速度。因此,确定酶解温度为55 ℃。
2.1.6 正交实验设计确定最佳酶解工艺条件
影响提取率的主要因素有:颗粒粒度,液料比,酶用量,pH,酶解温度。用L16(45)正交实验设计法进行实验,冬瓜籽油提取最佳酶解工艺正交实验的因素水平见表1,正交实验设计及结果见表2。
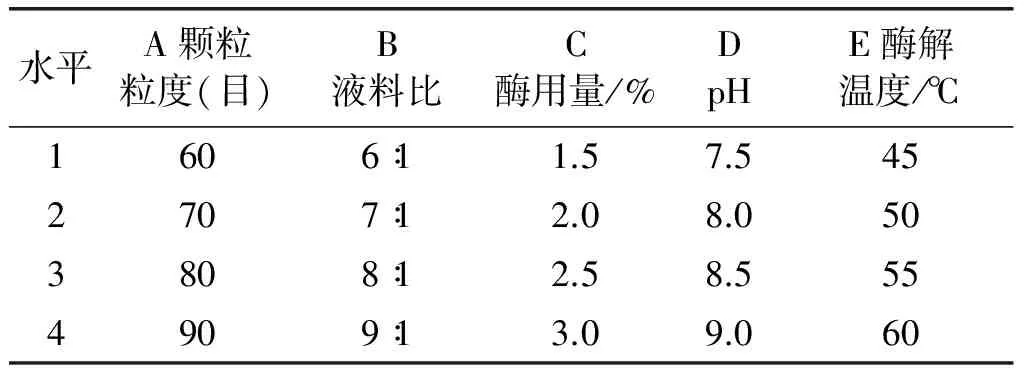
表1 因素水平
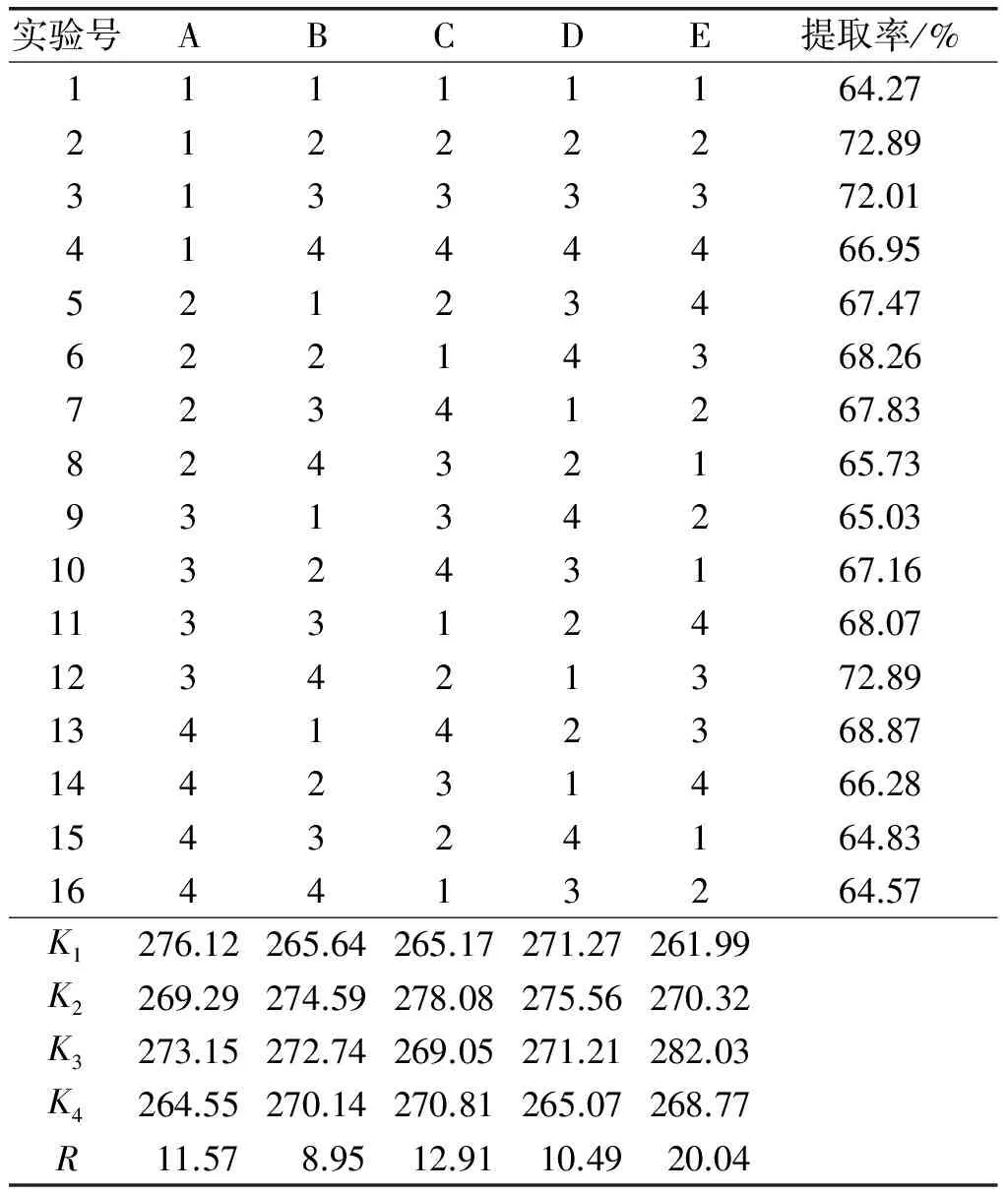
表2 正交实验设计及结果
从表2可以看出,对提取率的影响因素贡献依次为酶解温度gt;酶用量gt;颗粒粒度gt; pHgt;液料比,冬瓜籽油提取最佳酶解工艺条件的组合为A1B2C2D2E3,即颗粒粒度60目、液料比7∶1、酶用量2.0%、pH 8.0、酶解温度55 ℃。在最佳条件下进行3次平行实验,平均提取率为72.49%。
2.2 超声波处理对冬瓜籽油提取率的影响
在上述最佳酶解条件下,研究最佳超声波处理条件。在课题组前期实验的基础上,确定影响提取率的主要因素有:超声时间,超声功率,超声温度。用L9(34)正交实验设计法进行实验,冬瓜籽油提取最佳超声波处理条件正交实验的因素水平见表3,正交实验设计及结果见表4。
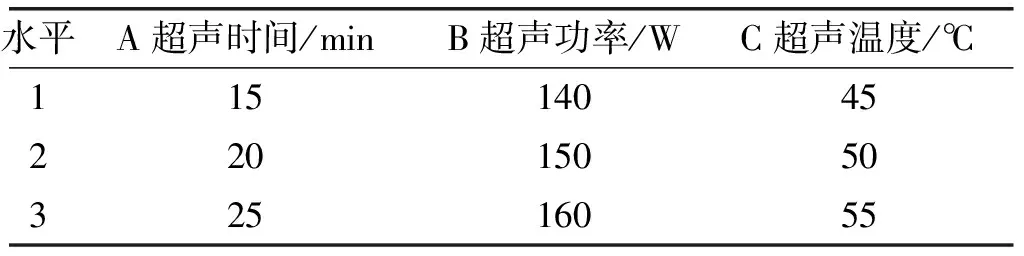
表3 因素水平
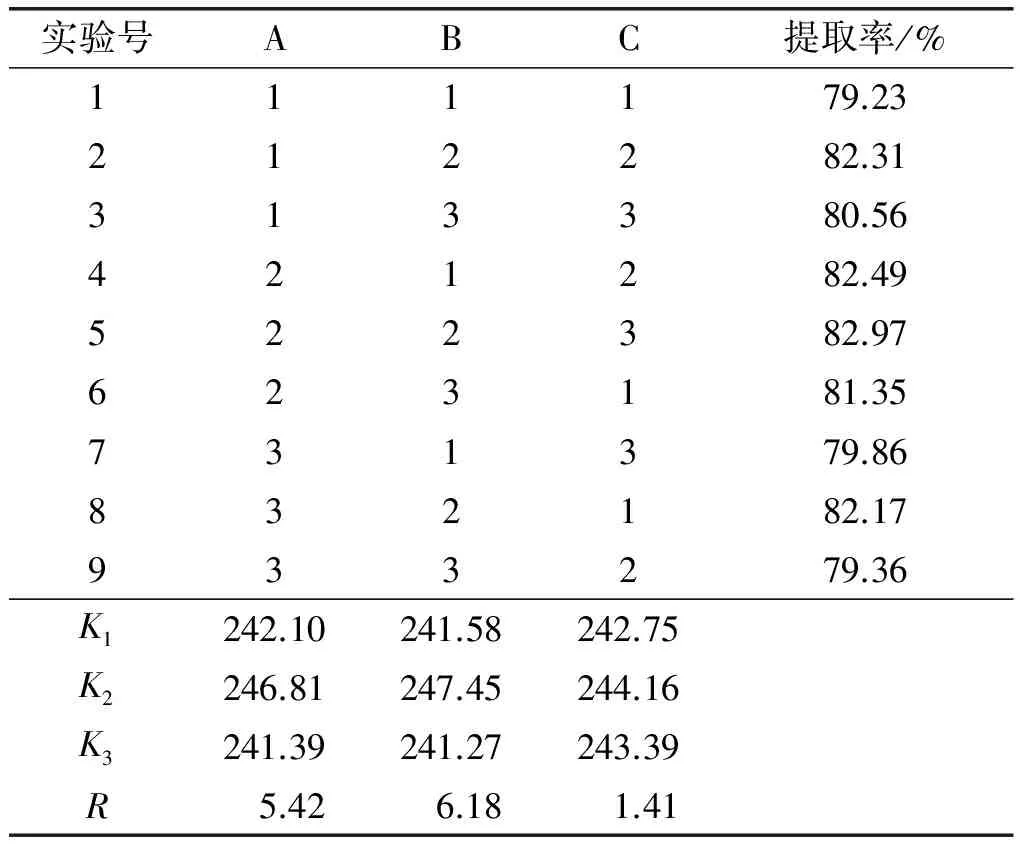
表4 正交实验设计及结果
从表4可以看出,对提取率的影响因素贡献依次为超声功率gt;超声时间gt;超声温度,冬瓜籽油提取最佳超声波处理条件的组合为A2B2C2,即超声时间20 min、超声功率150 W、超声温度50 ℃。在最佳条件下进行3次平行实验,平均提取率为82.55%,提取率与没有超声处理的相比提高了10.06个百分点。
3 结 论
采用超声辅助水酶法提取冬瓜籽油,在单因素实验的基础上通过正交实验确定了最佳工艺条件:颗粒粒度60目,液料比7∶1,酶用量2.0%,pH 8.0,酶解温度55 ℃,超声时间20 min,超声功率150 W,超声温度50 ℃。为进一步验证正交实验结果的可靠性,在最佳工艺条件下进行3次平行实验,平均提取率为82.55%。
[1] 吴少福,黎冬明,郑国栋,等.超声辅助提取冬瓜籽油工艺的研究[J].中国粮油学报,2011,26(5):57-60.
[2] 吴欣秀,王海凤,李娜,等.冬瓜皮提取物对油脂的抗氧化作用研究 [J]. 粮油食品科技, 2016, 24(1): 37-39.
[3] DEBSANKAR D, SUBHAS M, DEBABRATA M .Structural characterization of dietary fiber of green chalcumra (Benincasahispida) fruit by NMR spectroscopic analysis [J]. Nat Prod Commun, 2009, 4(4): 547-552.
[4] GILL N S, DHIMAN J, BAJWA P. Evaluation of free radical scavenging, anti-inflammatory and analgesic potential ofBenincasahispidaseed extract[J]. Int J Pharmacol,2010,6(5):652-657.
[5] MOON M K,KANG D G, LEE Y J. Effect ofBenincasahispidaCogniaux on high glucose-induced vascular inflammation of human umbilical vein endothelial cells[J].Vasc Pharmacol,2008,50(3):116-122.
[6] JIANG X, KUANG F, KONG F S, et al. Prediction of the antiglycation activity of polysaccharides fromBenincasahispidausing a response surface methodology[J]. Carbohydr Polym, 2016,151(10):358-363.
[7] 程园园,刘大川,刘晔,等.4种油料压榨油的品质评价[J].中国油脂,2016,41(1):7-10.
[8] 肖丽娟,曾凡坤.番茄籽油的性质及制取工艺[J].粮油加工,2006(1): 45-48.
[9] 任飞,韩发,石丽娜,等.超临界CO2萃取技术在植物油脂提取中的应用[J].中国油脂,2010,35(5):14-18.
[10] 沈心好,许时婴.超临界CO2萃取番茄籽油[J]. 无锡轻工大学学报,2004,23(6):1-5.
[11] 王强,王存,王睿,等.微波辅助水酶法提取番茄籽油工艺优化及理化特性研究[J].中国粮油学报,2015,30(10):43-48.
[12] 严小平,李成平,金建昌.超声波法提取西瓜籽油的最佳工艺研究[J].中国粮油学报,2012,27(3):53-56.
[13] 胡滨,陈一资,苏赵. 超声波和微波辅助水酶法提取葡萄籽油的工艺研究[J].中国油脂,2015,40(12):12-17.
[14] 薛刚,苏印泉,杨芳霞,等.溶剂法提取水冬瓜籽油的研究[J].西北林学院学报,2010,25(3):154-157.
[15] 李良玉,曹荣安,于伟,等.超声波辅助提取麦胚黄酮的技术研究[J].粮油食品科技,2014,22(4):42-47.
[16] 李伟,陆占国,孙胜敏,等.酸浆果籽油的提取研究[J].食品与机械,2011,27(2):44-46.
[17] 方芳,许凯扬,朱强,等.超声波辅助水酶法萃取葫芦籽油的研究[J].中国粮油学报,2012,27(10):53-56.
Ultrasound-assistedaqueousenzymaticextractionofBenincasahispidaCogn.seedoil
ZHANG Weiguang,DI Kai,ZHAO Guojun
(College of Chemistry and Chemical Engineering, Qiqihar University, Qiqihar 161006, Heilongjiang,China)
TheBenincasahispidaCogn. seed oil was extracted by ultrasound-assisted aqueous enzymatic method.On the basis of single factor experiment, the optimal extraction conditions were obtained by orthogonal experiment as follows: partical size 60 meshes, liquid-solid ratio 7∶1, dosage of alcalase 2.0%(based on the mass ofBenincasahispidaCogn. seed), pH 8.0, enzymolysis temperature 55 ℃, ultrasonic time 20 min, ultrasonic power 150 W, ultrasonic temperature 50℃. Under these conditions,the extraction rate was 82.55%.
BenincasahispidaCogn. seed oil;ultrasound;aqueous enzymatic method;extraction
TS225;TQ644.1
A
1003-7969(2017)11-0012-04
2017-01-20;
2017-06-20
黑龙江省教育厅基本业务专项理工面上项目(135109205)
张伟光(1970),男,副教授,硕士,研究方向为精细化学品合成及油脂加工(E-mail)zhangweiguang1230@163.com。