基于CFD数值模拟的豆腐干软罐头杀菌工艺优化
2017-11-17李慧超何聪颖
王 磊,邓 力,李慧超,彭 静,何聪颖,徐 嘉
基于CFD数值模拟的豆腐干软罐头杀菌工艺优化
王 磊,邓 力※,李慧超,彭 静,何聪颖,徐 嘉
(贵州大学酿酒与食品工程学院,贵阳 550025)
针对豆腐干软罐头恒温热杀菌工艺中存在的因杀菌过度而品质不佳问题,开展了杀菌工艺优化。首先利用CFD软件数值模拟杀菌过程获取节点温度历史,筛选出杀菌值>3 min且蒸煮值能够有效减小的梯度升温方法,再利用试验对该方法进行验证,通过比较实际杀菌过程的杀菌值、蒸煮值及具体品质指标,同时,结合工业生产的需要,最终确定一种升温模式作为优化杀菌工艺。研究最终得到一种即能满足安全指标且品质劣化程度显著降低的豆腐干软罐头梯度升温杀菌工艺:第一阶段升温到100 ℃恒温20 min;第二阶段继续升温到120 ℃保温杀菌15 min。该工艺杀菌值为3.739 2>3 min,表面蒸煮值和体积平均蒸煮值分别比原有的恒温杀菌工艺(30 min/116 ℃)降低10.1%和8.69%(<0.01);杀菌后豆腐干亮度值、红度值和黄度值分别比原有工艺提升3.75%、27.4%和43.4%,含水率提升1.58%,剪切力降低30.1%,表面硬度降低78.9%同时表面凝聚性提高551%;该杀菌工艺温度峰值能够满足工业化生产需求。研究结果为固体软罐头食品的变温杀菌工艺优化提供参考。
包装;杀菌;优化;数值模拟;梯度升温;豆腐干
0 引 言
软罐头(retort pouch food or soft can)较刚性罐头而言,以其柔性包装材料具有轻质、成本低、传热效率高、阻隔性好等优点[1],被称为第二代罐头食品[2]。除了具有长期储存的性能,软罐头还具有便携、易于开启的特点,具有较高的市场占有率[3]。然而,由于软罐头的加工原理及工艺方法类似刚性罐头,热力灭菌工艺仍是以恒温(constant retort temperature,CRT)工艺为主[4],因此同样存在加热强度过大的问题,导致品质热破坏[5]。优化杀菌工艺是提升软罐头品质、增强竞争力的关键技术。
随着近年来热力杀菌工艺优化技术的发展,变温(variable retort temperature,VRT)工艺已被证明比CRT工艺具有更好的品质保持效果[6],这是由于CRT工艺只有一个保温段,单一时间温度组合导致优化空间较小,而VRT工艺有一个可控升温的过程,有助于热量从加热介质到食品内部的稳定传递,从而减弱产品因受热不均造成的靠近表面部分的热破坏,故品质损失比CRT工艺小[7]。然而,由于VRT工艺的升温形式多,如函数变温、梯度升温等,变温控制参数多,如梯度温度、梯度数量等,其优化难度远比CRT工艺大。以正交试验和响应面分析等传统方法优化杀菌工艺,会形成巨大的试验量,材料和能源消耗巨大,如Cheon[8]和Chung[9]等分别对盘装肉丸和软罐头咖喱酱进行了27组和18组的CRT工艺筛选。可见传统优化方法用于优化VRT工艺基本不具可行性。
随着计算机数值模拟技术迅速发展,以理论推算为基础的数值方法,如差分法[10-11]、迭代优化法[12-13]、有限元法[14]、插值法以及神经网络法[15]等,已被广泛应用于杀菌工艺研究。数值法能够通过数值运算模拟热质传递过程,结合品质动力学模型能够准确全面地预测杀菌效果、优化杀菌条件。相比于传统优化方法,数值方法能够缩短试验周期,节约人力物力。大多数的计算流体动力学(computational fluid dynamics,CFD)软件,如ANSYS、COMSOL Multiphysics等都能够满足杀菌工艺的数值计算需求[5]。数值优化方法是优化VRT工艺的有效手段。
当前关于变温杀菌的研究在国内外已有不少且多集中在西方主流罐头产品上,如Banga[16]以肉酱罐头的体积平均维生素B1剩余率和表面维生素B1剩余率为品质指标,进行斜坡函数杀菌,证明该变温控制相对于恒温控制能够分别提高4.4%和20%的品质;但由于斜坡函数升温难以在工业杀菌釜中实现,因此实际生产应用并不多[17]。张路遥[18]基于差分法数值分析开发出一种4阶段的鳙鱼软罐头低热梯度升温杀菌工艺,相比于恒温杀菌,该工艺能够使胶原蛋白含量、质构、感官等品质明显提升。Ansorena[19]也基于数值模拟针对金枪鱼罐头,提出一种9阶段梯度升温的杀菌技术,能够使维生素B1的表面剩余率提高38.14%。但针对中国特色的软罐头的VRT工艺优化的研究仍比较少。
豆腐干是中国传统的特色食品,豆腐干软罐头经过度杀菌后,多有色泽暗淡、口感绵软等品质问题,并且国内关于其杀菌工艺的研究主要集中在以传统优化方法为主的基础上的恒温杀菌优化方法[20-22],关于其梯度升温杀菌工艺的研究未见报道。
本文以一种即食酱香豆腐干软罐头的杀菌工艺为研究目标,基于杀菌加热数值模拟,构建以杀菌值为限制函数,以蒸煮值C和C为目标函数的优化模型,开发出一种梯度升温的变温杀菌工艺,旨在优化豆腐干杀菌工艺、提高产品品质、降低生产成本,同时为软罐头食品的变温杀菌工艺优化提供参考。
1 材料与方法
1.1 样本材料
酱香豆腐干软罐头:160 g/袋,长×宽×厚:8.00 cm× 7.50 cm× 2.25 cm,包装材料:PA/CPP复合膜,厚度0.08 mm。
1.2 设备
杀菌釜:DN1300,侧喷式,容量:3.2 m3,最高工作温度:135 ℃,工作压力:0.3 MPa,江苏天宇机械有限公司。无线温度传感器:热电阻,PT1000;Track Sense pro无线数据记录器,半钢线双通道,丹麦Ellab公司。无线记录器数据读取平台:Track Sense pro多功能读数台,丹麦Ellab公司。万能真空密封件及专用打孔器:丹麦Ellab公司。WSC-S测色色差计:上海精密科学仪器有限公司。MB35卤素水分测定仪:奥豪斯国际贸易有限公司。C-LM3B型数显式肌肉嫩度仪:东北农业大学工程学院。TA-XT plus型物性测定仪:英国Stable Micro Systems有限公司。KEYENCE VHX-1000测量显微镜:日本Keyence公司。
1.3 豆腐干生产工艺
如图1所示,为酱香豆腐干生产工艺流程图及工艺参数,试验样品为杀菌前处理完全的豆腐干产品。
1.4 优化理论及方法
优化计算建立在传热学和品质动力学的基础上,构建豆腐干杀菌非稳态固体传热基础数学模型,开展CFD数值模拟,获取豆腐干所有节点温度历史,再寻找杀菌值不低于安全限值而蒸煮值最小的升温方式,然后通过试验验证可靠性。最终结合生产实际情况确定一种最为合理的升温方式。
1.4.1 非稳态固体热传导模型
固体内部传热控制方程、初始温度分布条件和对流传热边界条件,构成了豆腐干软罐头传热的完整数学描述。
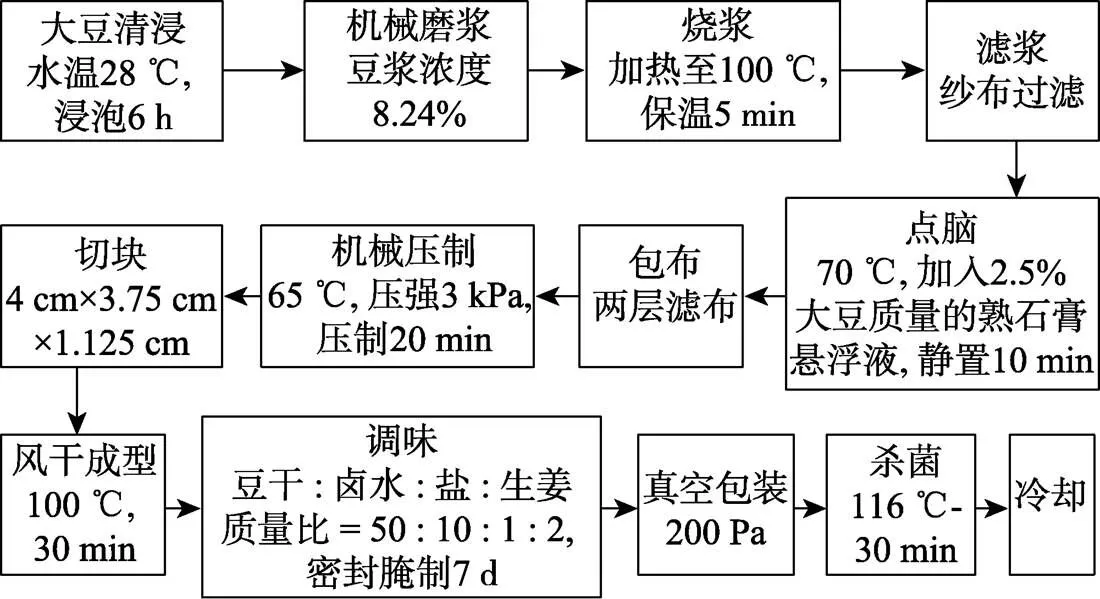
图1 酱香豆腐干生产工艺
1)控制方程
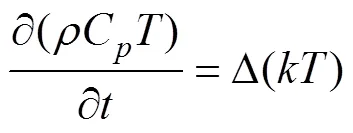
豆腐干软罐头为固体,在热杀菌过程中,其内部任一位置的温度随时间的变化而变化,在笛卡尔坐标系中,呈现三维非稳态温度分布;样品无内热源,热物理参数密度、比热容、导热系数视为常数,因此,内部导热过程适用简化的三维非稳态导热微分方程[23-26]
2)初始条件和边界条件
初始条件:初始温度为1=15.8 ℃。
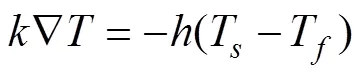
边界条件:流体-颗粒对流加热过程中,其边界控制方程为:
3)几何模型的构建及网格划分
豆腐干杀菌的传热模型为三维固体传热模型。该豆腐干软罐头每包由8块规则豆腐干整齐堆叠形成规则长方体,为方便找到冷点位置,选取豆腐干软罐头的1/8体积建模,PA膜的厚度较薄相比于豆腐干尺寸可忽略不计,对流加载在豆腐干所有面上,因此模型边界条件加载面仅为在暴露在外的3个面上,其余面为绝热面;冷点为模型几何体的一个顶点,如图2a所示;模型网格划分如图2b所示,其中单元数量为99 284个;豆腐干物理参数为:豆腐干的密度=1 061 kg/m3,比热容C=3 960 J/kg∙℃,导热系数=0.55 W/m∙℃[27]。
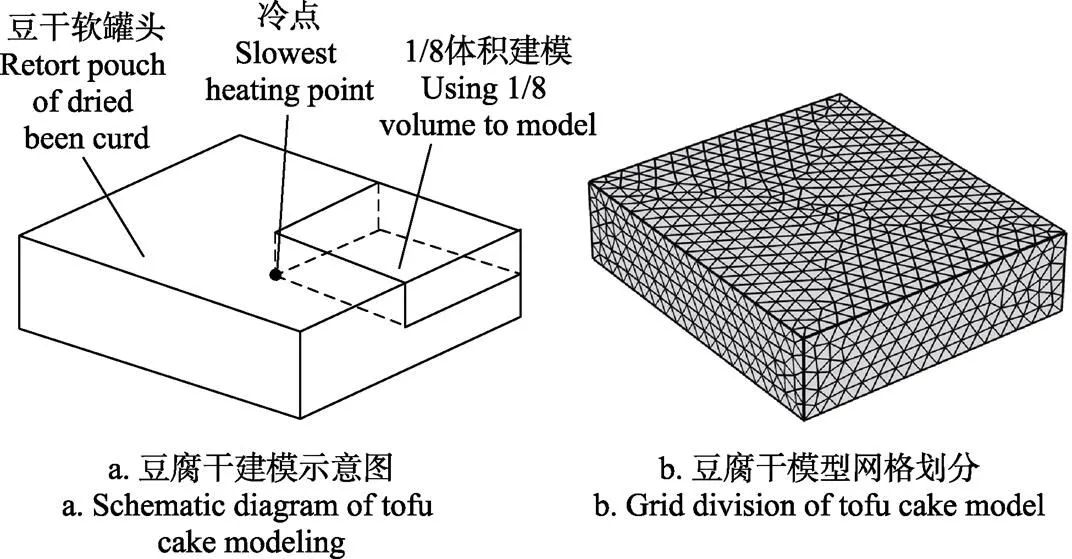
图2 豆腐干建模及网格划分
1.4.2 限制条件
为保证产品安全性,本文优化方法以微生物热致死模型作为限制条件。加热杀菌过程温度对反应速率常数的影响存在两个基本模型:Arrhenius模型和值模型,分别称为模型和和模型。由于2个模型表示的理论意义相同计算结果近似[28],考虑到在食品工程领域模型应用更为广泛,本论文仅使用值模型,因此本文的值都指F值。F值表示参考温度在121.1 ℃的微生物等效致死时间,公式如下:
式中为杀菌时间,s;T为样品冷点温度,℃;T为参考温度,取121.1 ℃;表示微生物对热的敏感性,其值为值变化一个对数值所需温度,通常取10 ℃。
1.4.3 目标函数
在满足限制条件的基础上,为进一步筛选能够有效降低品质破坏的升温方式,本文采用蒸煮值模型作为品质指标,即优化的目标函数。
1)蒸煮值
蒸煮值(cooking value)简称值,表征品质破坏的程度,是Mansfield[29]在1962年针对低酸性食品无菌工艺提出的,值越大品质破坏越严重,反之说明品质保存率高。公式为:

式中T取100 ℃;z表示品质对热的敏感性,整体品质通常取33 ℃[30]。
2)中心值
中心值,即C,表征中心品质破坏的程度。公式为:

式中T为样品中心温度,℃。
3)表面值
表面值,即C,表征表面品质破坏的程度。公式为:
式中T为样品表面温度,℃。
4)体积平均值
由于数值计算可以获得模型几何空间中任意节点的温度时间历史,因此,可以对食品进行整体的动力学分析, Tucke于1990年提出了体积平均动力学参数C[31],该动力学参数能够较为全面地评价样品整体的品质保持率。公式如下:
式中为样品体积,m3。
1.4.4 温度数据采集及传热学、动力学参数数值计算
1)杀菌全程温度数据采集
a. 采集杀菌釜对流温度:将Track Sense pro无线温度传感器置于灭菌釜中心及角落,杀菌完成后根据采集的数据拟合时间—温度函数并取最慢加热区的温度函数。
b. 采集样品表面及杀菌冷点温度:用真空密封件配套打孔器在软包装上打一个孔并装配真空密封件,其中真空密封件的末端位于软罐头几何中心点,以保证组装探针后位于密封件端点的热电偶能够测量中心温度;将装有真空密封件的豆腐干软罐头和无线温度传感器组装并抽真空,构成表面、中心温度采集装置,如图3a所示。将3组该温度采集装置按照图3b分别置于灭菌釜的中心及角落位置,其中灭菌筐为7层,中心测量位置位于中间灭菌筐的第4层,两个角落位置分别位于两侧灭菌筐的底层和顶层,其余样品平铺于每层灭菌筐中并装满至该产品整锅额定容量200 kg,启动杀菌釜进行灭菌。灭菌完成后取出采集装置中的无线温度数据记录器,用配套记录器读取平台读取杀菌全程温度历史。表面和中心均取最慢加热区温度历史,并且该样品中心为灭菌冷点。
2)计算对流换热系数
采用文献[32]的方法计算对流换热系数:根据采集的对流温度函数,假设系列值,应用CFD软件输入式(1)、(2)及物理参数进行杀菌全程的模拟,将模拟的与试验采集的冷点温度数据按照最小温度目标总体差平方和法(least summation of the squared temperature difference for overall target,LSTD)计算并搜索升温、保温和降温的对流换热系数,计算公式为
式中LSTD为温度差平方和;sn、cn分别为在共为个的第个时间点分别由数值模拟和采集获得的温度-时间关系。
3)计算值、C、C和C值
用第一步采集的冷点和表面温度历史分别计算值和C值;应用CFD软件,输入式(1)、(2),按照1.4.1的方法构建三维非稳态固体传热方程,并将本节前两步获得的对流温度和对流换热系数输入边界条件,求解计算,后处理器导出所有网格单元的温度历史计算C值。
1.4.5 优化搜索模型
1)预设一系列不同的梯度升温模式:两阶段升温方式的第一阶段从20 min/85 ℃到20 min/105 ℃等梯度设置4组,第二阶段固定为15 min/120 ℃;三阶段升温方式设置3组,均采用保温时间固定(分别为10 min和5 min),第三阶段升至高温后立即降温的形式,具体升温方式见表1。然后应用CFD软件按照1.4.1的方法模拟原恒温杀菌过程及表1的预设模式,后处理器导出冷点、表面及所有网格单元的温度历史。动力学的计算首先按照1.4.4的方法计算模拟值,在值达到标准后计算该升温方式的C值,相比于原有的恒温杀菌方式(116 ℃保温30 min),当C值有效减少后(大于5%),则认定该升温方式能够满足安全标准并能有效减小品质损失。
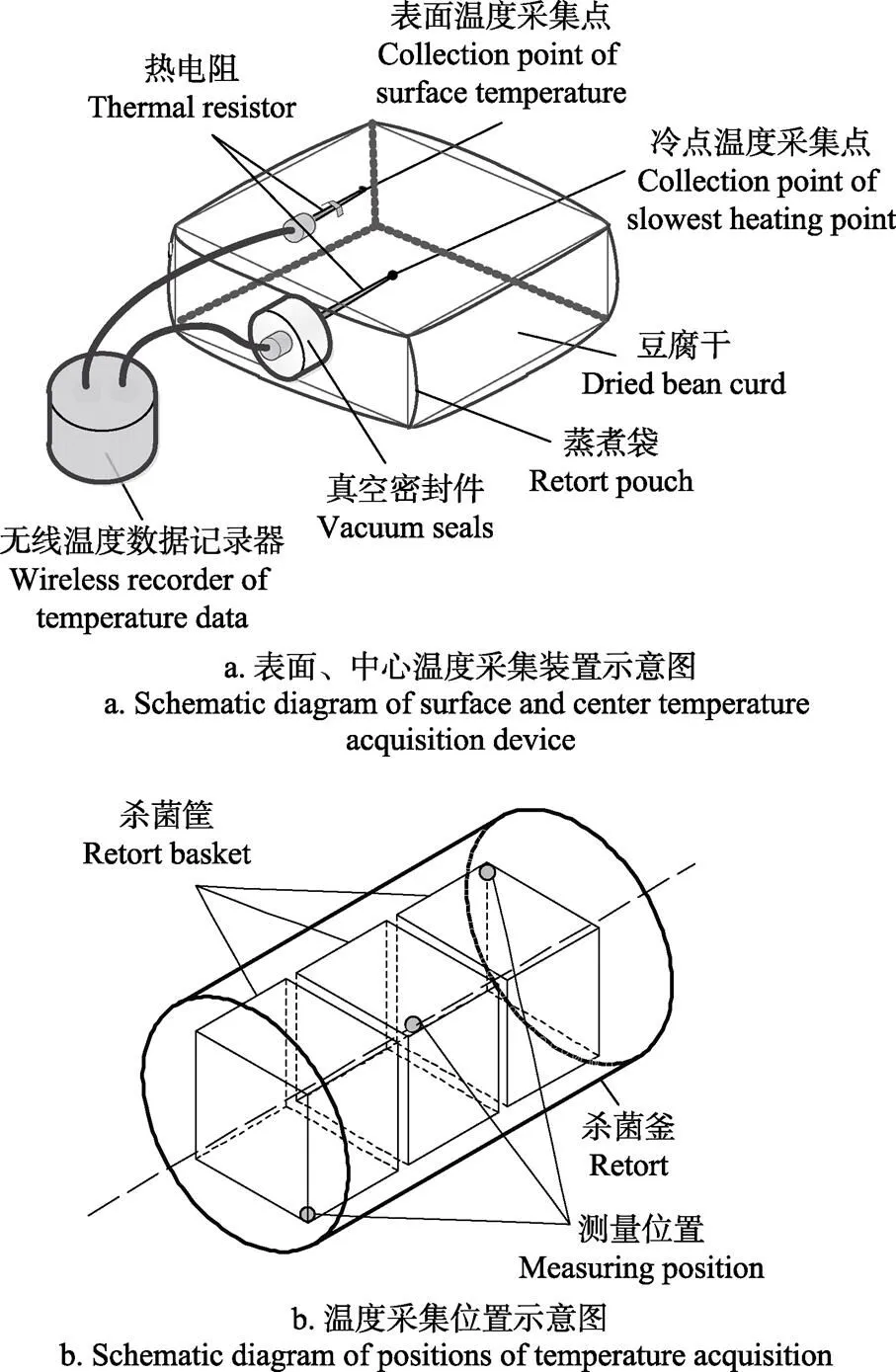
图3 温度采集示意图
2)将选出的梯度升温杀菌方式进行试验验证,根据实际采集的数据计算实际值、C值;根据1.4.4的方法计算C值。
3)根据本节2)的计算结果,结合实际生产的要求,最终确定一种梯度升温模式作为豆腐干新杀菌工艺。
1.5 品质优化验证
对未杀菌工艺、原杀菌工艺及新杀菌工艺进行具体品质测定,以验证新杀菌工艺的优化效果。
采用卤素水分测定仪测定含水率;采用全自动测色差仪测定表面色度,色度选择值、值和值,并用测量显微镜进行1∶1拍照;使用肌肉嫩度仪测定样品剪切力;质构仪通过模拟人口腔咀嚼过程来测定食用感官品质,使用TA-XT plus物性测试仪测定杀菌后样品的硬度、凝聚性,测定参数如下:测试前速率1.00 mm/s,测试速率1.0 mm/s,测试后速率 5.00 mm/s;测定距离10 mm,两次测定间隔时间5.00 s;触发类型:自动触发力0.049 N,探头型号p/50(杀菌前调味过程有生料的加入,不能保证食用安全,其品质没有实际意义,仅测定杀菌后的质构品质)。
2 结果与分析
2.1 梯度升温模式初步筛选
按照1.4.5的方法进行升温模式的模拟和动力学计算,结果如表1所示。美国FDA规定嗜热芽孢杆菌灭菌值应达到12,豆制品中耐热菌的121.1℃值为0.1~0.2 min[33],故豆腐干灭菌值应大于2.4 min,一般豆制品杀菌工艺都要求大于3 min以保证安全,限制条件为>3 min。由表1可知,满足限制条件和优化目标(C值减少5%以上)的升温方式有两种:第一阶段升温到100 ℃恒温20 min;第二阶段继续升温到120 ℃保温杀菌15 min;一种三阶段升温的杀菌方式:第一阶段升温到116 ℃保温杀菌10 min;第二阶段继续升温到125 ℃保温杀菌5 min;第三阶段继续升温至130 ℃即开始降温,其模拟C值分别减少9.578%和6.679%。
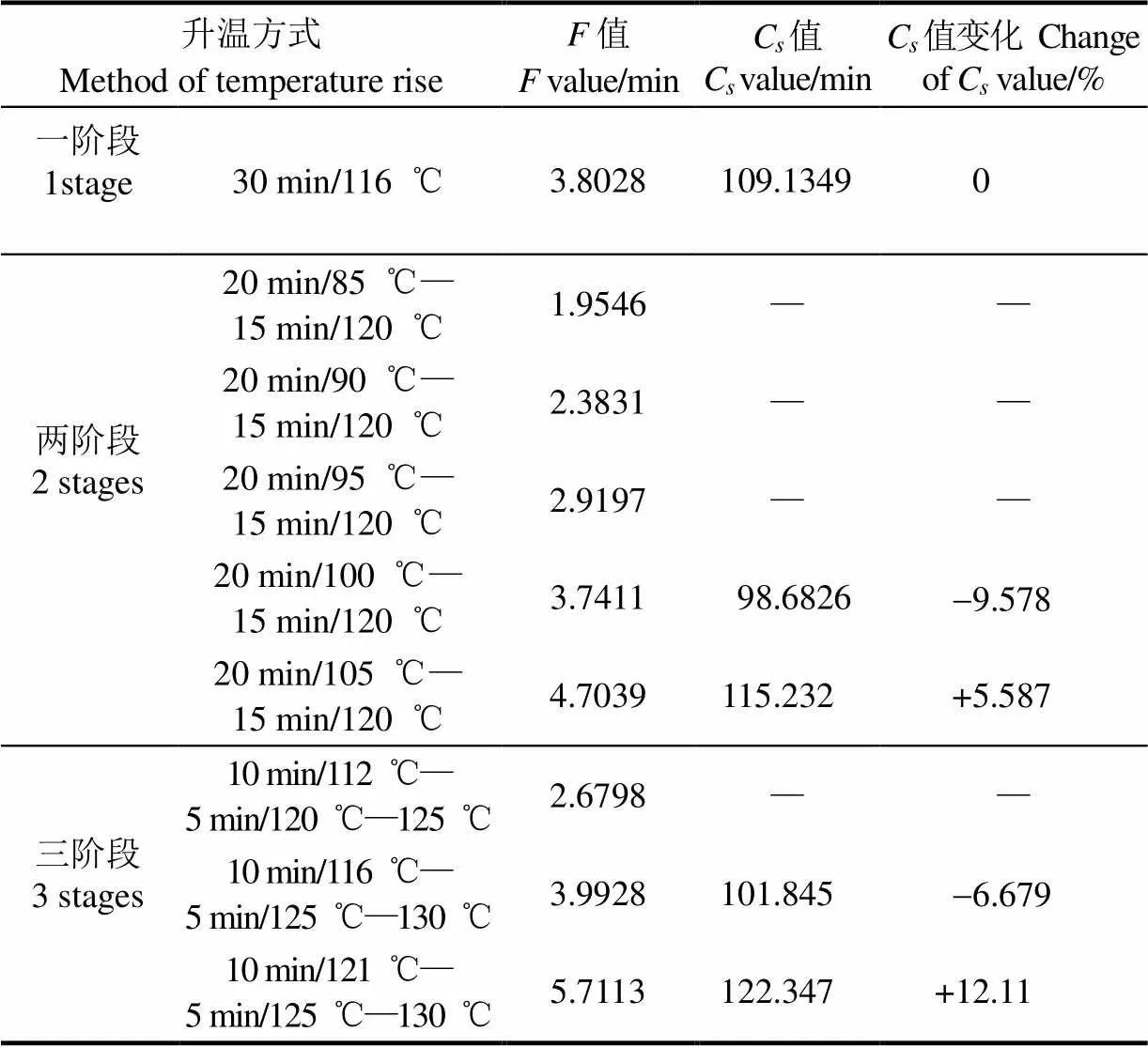
表1 升温方式筛选表
2.2 关键参数h模型验证
热处理品质变化直接受传热过程影响,对流换热系数作为非稳态传热边界条件参数,无法直接测量,只能通过LSTD法计算得到,对传热模型精确度有决定性影响。而2.1筛选的两种满足要求的升温方式由数值模拟得到,筛选的合理性及以实际杀菌动力学参数为指标的进一步工艺筛选都需要验证模型的可靠性。根据1.4.4的方法采集各工艺温度历史并计算各阶段,3种杀菌工艺的关键参数如表2所示;在CFD软件中输入关键参数模拟计算得到的3种杀菌工艺的模拟冷点温度曲线与实测冷点温度曲如图4所示,其中决定系数R分别0.999 6、0.999 5、0.999 3,模拟、实测冷点温度曲线基本一致;平均相对误差分别为1.228%、1.346%、1.736%。

表2 3种杀菌工艺的关键参数
注:T为杀菌釜内的温度,℃;为杀菌时间。
Note:Tis the temperature inside retort,℃;is sterilization time, s。
2.3 杀菌工艺筛选
采集三种升温方式的全过程的杀菌釜内、样品表面和冷点温度如图5所示,由冷点温度历史,按式(3)计算值;由表面温度历史,按式(5)计算C值;由表面温度历史,按式(6)计算C值;由数值模型获取所有节点的温度历史,按式(7)计算C。计算结果如表3所示:一次升温工艺即原杀菌工艺的值为3.7380 min,满足豆腐干的安全指标。两阶段升温和一次升温相比,值略有提升(>0.05),能够保证该产品实际生产的安全指标;三者C值相差不大,差异均不显著(>0.05);C降低10.1%,C降低8.69%,差异显著(<0.05),因而整体品质上有较大的提升;两种工艺所耗时间基本一致。三阶段升温和一次升温相比,值提升6.97%,具有更高的安全性;C和C分别降低了6.51%和7.01%,差异显著(<0.05),杀菌时间能够明显缩短。两阶段升温方式和三阶段升温方式都在保证了安全性的前提下提升了一定的品质,但两阶段升温工艺的品质提升更高;三阶段升温工艺虽能够有效缩短杀菌时间,但对设备耐压性能有很高的要求,对于普通灭菌釜(最高温度≤135 ℃),长期生产存在安全隐患,故本文选用两阶段升温作为该产品的新杀菌工艺。
2.4 杀菌新工艺品质验证
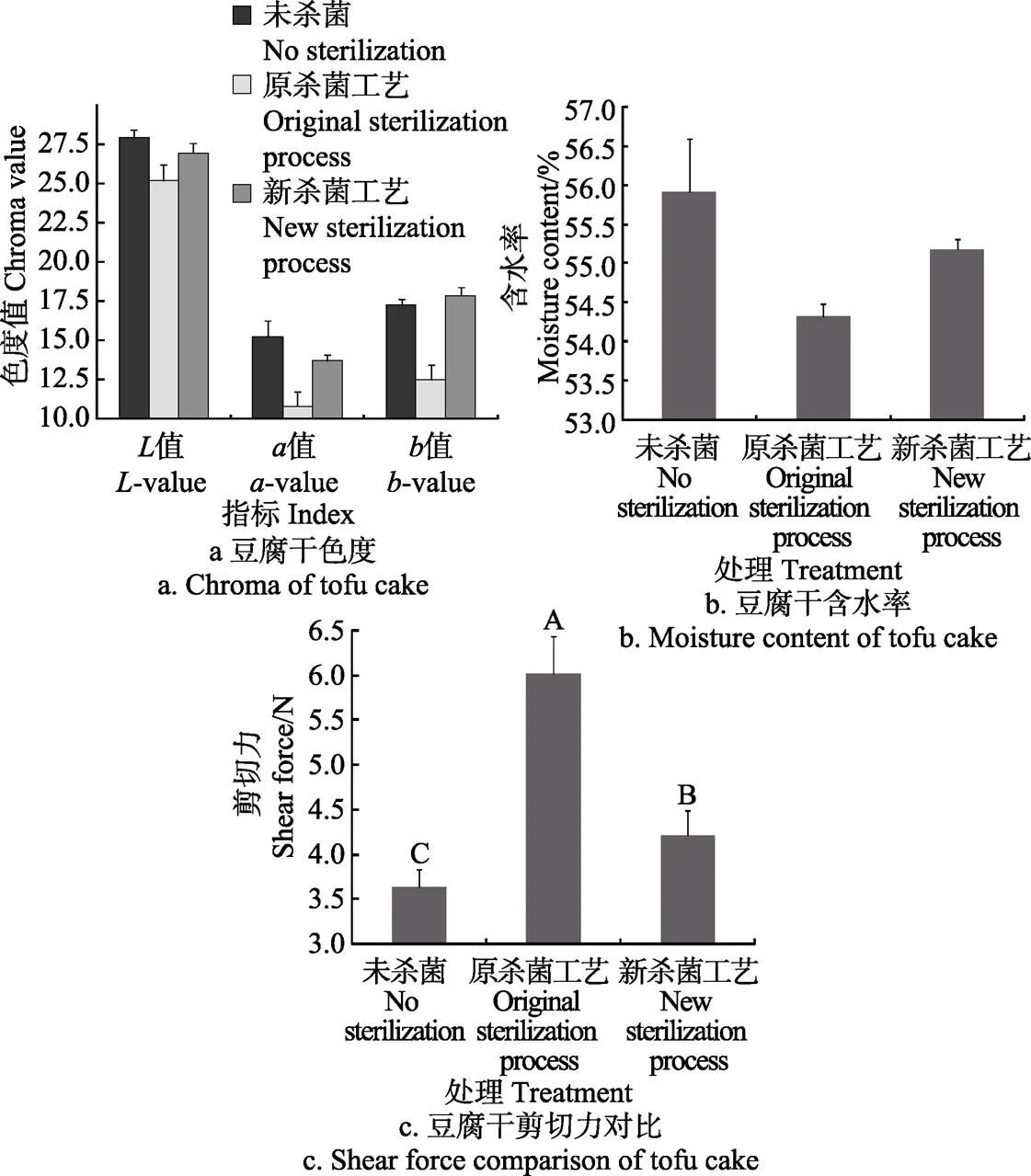
2.4.1 色度对比
色度能够反映直观表面品质损失率[34],如图6a所示,新杀菌工艺(两阶段升温:20min/100℃,15min /120℃)、原杀菌工艺(一次升温:30min/116℃)与未杀菌的酱香豆腐干相比,值损失分别为8.10%和4.65%,差异显著(<0.05),其中新工艺比原有工艺提升3.75%,表明新杀菌工艺能更好的保留豆腐干的亮度;值损失分别为29.45%和10.08%,差异显著(<0.01),其中新工艺比原有工艺提升27.4%,表明新杀菌工艺能更好的保留豆腐干的红色;新工艺与未杀菌相比值相当(>0.05),而原有杀菌工艺值则损失了27.78%(<0.05),其中新工艺比原有工艺提升43.4%,表明新的杀菌工艺不有利于酱香豆腐干黄色的保留。测量显微镜下的新旧工艺豆腐干品质对比如图7所示,通过照片对比可知,新杀菌工艺更有利于保留酱香豆腐干表面颜色。
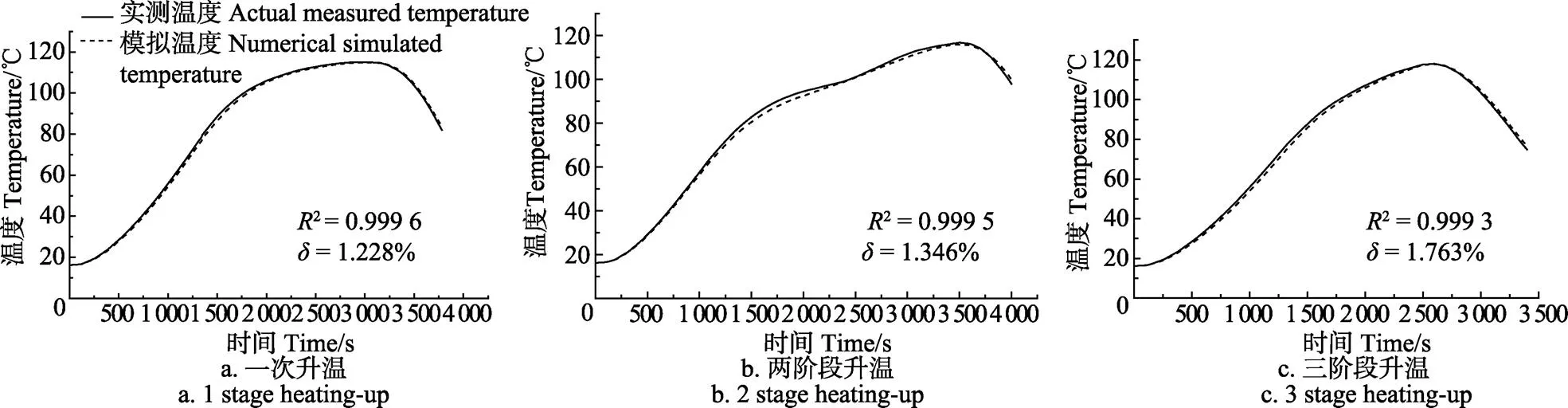
注:δ为平均相对误差。
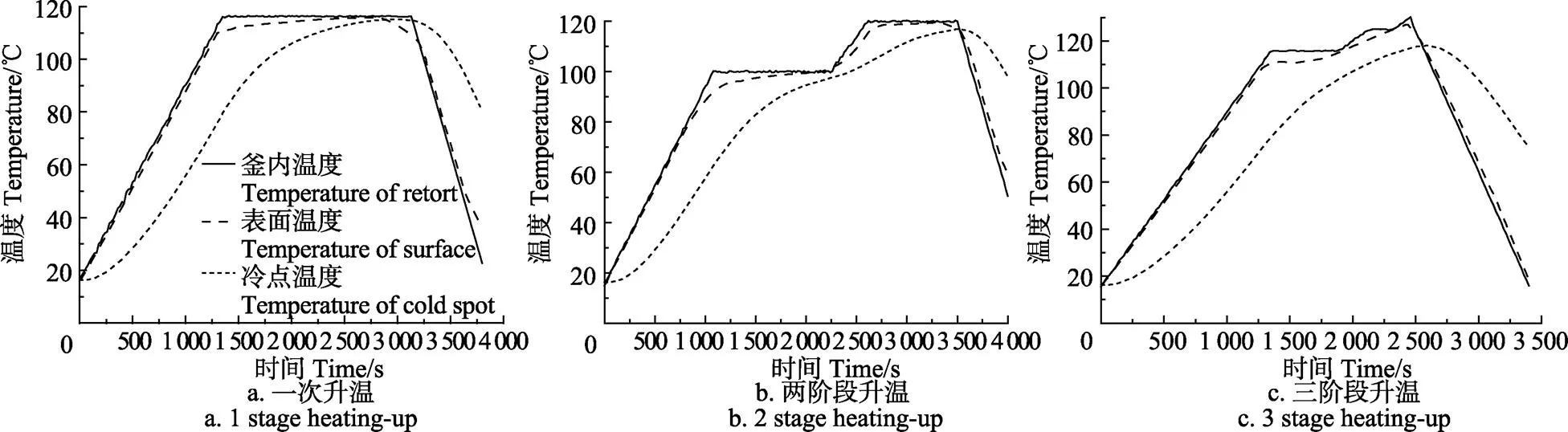
图5 3种升温方式下实测釜内、样品表面及冷点温度

表3 杀菌工艺的F值、Cs值、Cavg值及杀菌时间
注:图中同一指标中小写字母不同者表示有显著性差异(<0.05),大写字母不同者表示有极显著性差异(<0.01),下同。
Note: Different lowercase letters in the same indicators indicate distinct differences (<0.05), different capital letters significant distinct differences (<0.01), the same as below.
注:原杀菌工艺为:116℃保温30 min;新杀菌工艺为:第一阶段100℃保温20 min,第二阶段120℃保温15 min;下同。
2.4.2 含水率和剪切力对比
含水率和剪切力与豆腐干的嫩度有关,含水率越高,剪切力越小,嫩度就越高[34-36]。由图6b可知,与未杀菌豆腐干相比,原杀菌工艺与新杀菌工艺分别降低含水率2.86%和1.32%,差异显著(<0.05),其中新工艺比原有工艺提升1.58%;由图6c可知,剪切力分别提高了65.84%,15.98%,差异极显著(<0.01),其中新工艺比原有工艺品质降低30.1%,说明新杀菌工艺更有利于豆腐干嫩度的保持。更为重要的是,含水率的提升减少了包装内可见的表面渗水,极大提高了产品的外观质量。
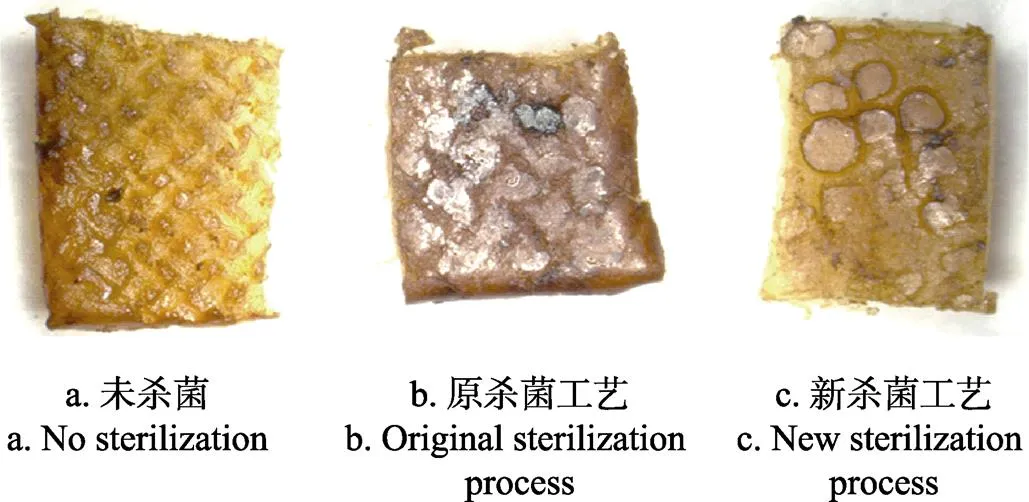
图7 原杀菌工艺与新杀菌工艺品质对比
2.4.3 质构对比
杀菌后豆腐干的硬度和凝聚性如表4所示,应用新杀菌工艺的豆腐干与原杀菌工艺豆腐干相比表面硬度降低78.9%,内部硬度有一定程度升高(<0.05);表面凝聚性提升551%和内部凝聚性提升48.9%。硬度一定程度上表征适口性,硬度越高,适口性越差;凝聚性代表食物的紧密性,一定程度上表征嚼劲,凝聚性越高,弹性越大,嚼劲越好[37-40]。因此,相比于原杀菌工艺新杀菌工艺整体上能够形成更好的口感;内部硬度的变化相对稳定,符合C和C值的变化规律,数据的波动和生产批次有一定关系。
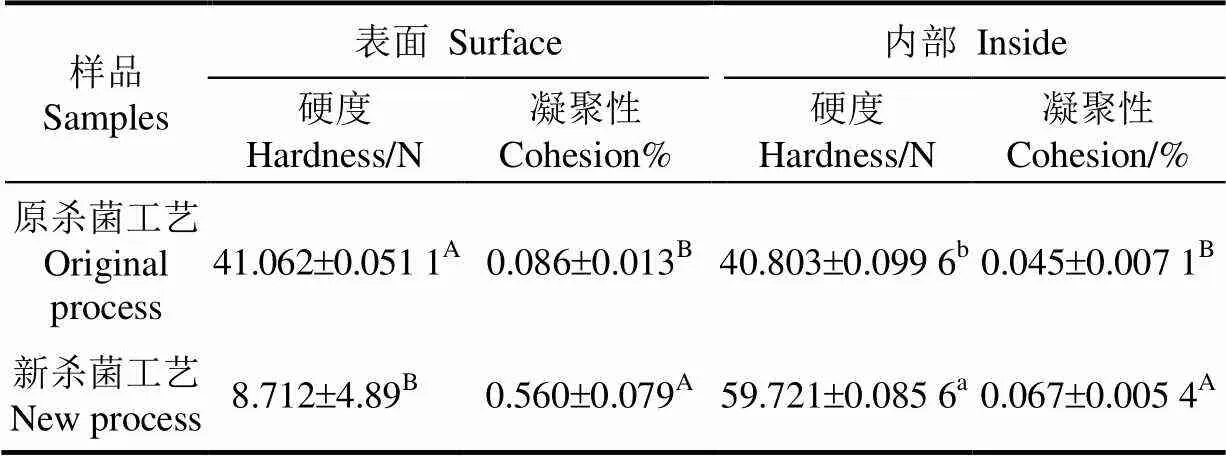
表4 基于TPA的豆腐干口感对比
3 讨 论
3.1 梯度升温优化效果的形成
梯度升温能够减小品质损失。从传热角度看:由于阶段升温,表面和中心的温度差距有效减小,热量由表及里的传递更均匀缓慢,在冷点升温达到杀菌效果基本相同条件下,表层承受高温的时间明显缩短。同时,新工艺比原有工艺110 ℃的加热时间缩短37.9%,因而表面的局部过热减少。从品质变化动力学角度看:梯度升温中,C值所表征的中心品质变化相对稳定,而C值所表征的表面品质的优化效果最为明显,C值所表征的体均品质也有提升。这同色度、硬度测试得到的结果相吻合,梯度升温杀菌形成的品质提升力度由内而外逐步增强。从优化模型的角度看:值表征某一品质对热的敏感性,由式(3)(4)可知<z,即值所表征的指标菌致死率变化比值所表征的品质变化对温度更为敏感,这是梯度升温技术能够优化品质的原理基础。
3.2 优化筛选的合理性
为提高实验准确性,杀菌试验往往进行整锅投料,单因素分组过多往往造成巨大的原料和能源浪费,数值方法建立在计算机基础上,在模型正确、参数准确的前提下,能够迅速准确地预测全局传热过程,将数量庞大的单因素试验转化为程式化的计算机指令,高效进行杀菌优化方案的搜索,验证试验的数量远远低于探索试验。
梯度升温有较宽的优化范围,因而其温度阈值、梯度数量有多种组合。研究结果所采用的两阶段升温并非最优化杀菌工艺。进一步的研究可通过设定更精确的温度阈值、缩短搜索步长,探索效果更好的梯度升温工艺。
4 结 论
1)本研究提出的两阶段升温新杀菌工艺:100 ℃保温20 min,120 ℃保温15 min能够保证产品安全:值= 3.739 2 min,而大于豆制品通常的安全阈值为=3 min;
2)品质动力学参数C值、C值比原有杀菌工艺(30min/116℃)分别降低10.1%和8.69%;
3)杀菌后豆腐值、值和值分别比原有工艺提升3.75%、27.4%和43.4%,含水率提升1.58%、剪切力降低30.1%,表面硬度提升78.9%,表面凝聚性提升551%;
4)升温范围在合理区间,能够保证杀菌设备安全持续运作。因此,本工艺能够有效解决工业化豆腐干过度杀菌的问题,提高产品质量,为豆腐干生产企业带来效益,已经作为生产杀菌工艺应用2 a,效果良好。
[1] Shah M A, Bosco S J D, Mir S A, et al. Evaluation of shelf life of retort pouch packaged Rogan josh, a traditional meat curry of Kashmir, India[J]. Food Packaging & Shelf Life, 2017, 12: 76-82.
[2] 阎玮.软罐头食品的工艺及前景展望[J]. 甘肃农业,2012 (9):53-55.
[3] Ghani A G A, Farid M M. Sterilization of food in retort pouches[M]. New York: Springer, 2006: 1140-1141
[4] Augusto P E D, Pinheiro T F, Cristianini M. Using computational fluid-dynamics (CFD) for the evaluation of beer pasteurization: effect of orientation of cans.[J]. Ciência E Tecnologia De Alimentos, 2010, 30(4): 980-986.
[5] 王亮. 不同类型罐头食品热杀菌过程模拟与优化研究[D]. 杭州:浙江大学,2015. Wang Liang. Study on Simulation and Optimization of Thermal Sterilization Process of Different Types of Canned Food[D]. Hangzhou:Zhejiang University, 2015. (in Chinese with English abstract)
[6] Jfde N, Avan L, Hendrickx M, et al. An empirical equation for the description of optimum variable retort temperature profiles that maximize surface quality retention in thermally processed foods[J]. Journal of Food Processing & Preservation, 1996, 20(3): 251-264
[7] Norontha J, Hendrickx M, Suys J, et al. Optimization of surface quality retention during the thermal processing of conduction heated foods using variable temperature retort profiles[J]. Journal of Food Processing & Preservation, 2010, 17(2): 75-91
[8] Cheon H S, Choi S-H, Jhin C, et al. Optimization of sterilization conditions for production of retorted meatballs[J]. Food Science & Biotechnology, 2015, 24(2): 471-480.
[9] Chung M S, Cha H S, Koo B Y, et al. Determination of Optimum Sterilization Condition for the Production of Retort Pouched Curry Sauce[J]. Korean Journal of Food Science & Technology, 1991, 23(6): 723-731.
[10] Ohlsson T. Temperature dependence of sensory quality changes during thermal processing[J]. Journal of Food Science, 2010, 45(4): 836-839.
[11] Teixeira A A, Zinsmeister G E, Zahradnik J W. Computer simulation of varlable retort control and container geometry as a possible means of improving thiamine retention in thermally processed foods[J]. Journal of Food Science, 2010, 40(4): 656-659.
[12] Joséoscarh S, Antonioa A, Julior B. Efficient and robust multi-objective optimization of food processing: A novel approach with application to thermal sterilization[J]. Journal of Food Engineering, 2010, 98(3): 317-324.
[13] Miri T. Global optimization of process conditions in batch thermal sterilization of food[J]. Journal of Food Engineering, 2008, 87(4): 485-494.
[14] Sastry S K, Beelman R B, Speroni J J. A three- dimensional finite element model for thermally induced changes in foods: Application to degradation of agaritine in canned mushrooms[J]. Journal of Food Science, 1985, 50(5): 1293-1299.
[15] Chen C R, Ramaswamy H S. Modeling and optimization of variable retort temperature (VRT) thermal processing using coupled neural networks and genetic algorithms[J]. Journal of Food Engineering, 2002, 53(3): 209-220
[16] Banga J R. Optimization of the thermal processing of conduction- heated canned foods: Study of several objective functions[J]. Journal of Food Engineering, 1991, 14(1): 25-51.
[17] 张路遥,姜启兴,许艳顺,等. 变温杀菌工艺对鳙鱼软罐头品质的影响[J]. 食品科学,2013,34(20):37-42. Zhang Luyao, Jiang Qixing, Xu Yanshun, et al. Effect of variable-temperature sterilization on the quality of canned bighead carp[J]. Food Science, 2013, 34(20): 37-42. (in Chinese with English abstract)
[18] 张路遥. 淡水鱼罐头低热强度杀菌技术研究[D]. 无锡:江南大学,2013.Zhang Luyao. Technological Research of Thermal Sterilization of Canned Freshwater Fishes with Low Heat Intensity[D]. Wuxi: Jiangnan University, 2013. (in Chinese with English abstract)
[19] Ansorena M R,Salvadori V R. Optimization of thermal processing of canned mussels[J]. Food Science and Technology International, 2011, 17(5): 449-458.
[20] 杨倩,张慜,李瑞杰. 加工条件对豆腐干质构的影响[J]. 食品与生物技术学报,2011,30(5):683-686. Yang Qian, Zhang Min, Li Ruijie. Impact of processing conditions on the texture of beancurd[J] Food Science and Biotechnology, 2011, 30, (5): 683-686. (in Chinese with English abstract)
[21] 周先汉,朱稀檩,王亚东,等. 茶干杀菌工艺的研究[J]. 食品工业科技,2009(6):199-201. Zhou Xianhan, Zhu Xilin, Wang Yadong, et al. Study on sterilization technology of dried bean curd[J]. Food Industry Science and Technology, 2009 (6): 199-201. (in Chinese with English abstract)
[22] 杨丽娟,张月团,王洪娟,等.即食五香豆腐干生产工艺的优化[J]. 中国调味品,2011(7):89-92. Yang Li juan, Zhang Yue tuan, Wang Hongjuan, et al. Optimization of the production process of ready-to-eat spiced bean[J]. Chinese Condiments, 2011(7): 89-92. (in Chinese with English abstract)
[23] Manson J E, Cullen J F. Thermal process simulation for aseptic processing of foods containing discrete particulate matter[J]. Journal of Food Science, 2010, 39(6): 1084-1089.
[24] Augusto P E D, Cristianini M. Numerical simulation of packed liquid food thermal process using computational fluid dynamics(CFD)[J].International Journal of Food Engineering, 2011, 7(4): 457-461.
[25] Bhamidipati S, Singh R K. Model system for aseptic processing of paniculate foods using peroxidase[J]. Journal of Food Science, 2010, 61(1): 171-175.
[26] Hendrickx M, Maesmans G, De C S, et al. Evaluation of the integrated time-temperature effect in thermal processing of foods[J]. Critical Reviews in Food Science & Nutrition, 1995, 35(3): 231-262.
[27] Al-Ubaidi M R, White T W, Ripps H, et al. Engineering Properties of Foods[M]. New York: Marcel Dekker, Inc, 1986.
[28] 田玮,徐尧润. Arrhenius模型与Z值模型的关系及推广[J].天津轻工业学院学报,2000 (4):1-6. Tian Wei, Xu Yao run. The relationship of Arrheniusmodel and Z-value model [J]Journal of Tianjin Institute of Light Industry, 2000 (4): 1-6. (in Chinese with English abstract)
[29] Mansfield T. High temperature short time sterilization[M]. Landon: Gordon and Breach. 1962: 311.
[30] Holdsworth S D, Simpson R. Optimization of Thermal Food Processing[M]//Thermal Processing of Packaged Foods. Springer International Publishing, 2016.
[31] Ling B, Tang J, Kong F, et al. Kinetics of food quality changes
during thermal processing: A Review[J]. Food & Bioprocess Technology, 2015, 8(2): 343-358.
[32] 黄德龙. 烹饪TTIs的构建及应用研究[D]. 贵阳:贵州大学,2016.Huang Delong. The Establishment and study on the application of cuisine TTIs[D]. Guiyang: Guizhou University, 2016. (in Chinese with English abstract)
[33] 杨邦英. 罐头工业手册[M]. 北京:食品轻工业出版社,2009:871-876.
[34] Begoña R, Beatriz M, Madolores G, et al. Effect of the packaging method and the storage time on lipid oxidation and colour stability on dry fermented sausage salchichon manufactured with raw material with a high level of mono and polyunsaturated fatty acids[J]. Meat Science, 2008, 80(4): 1182-7.
[35] 邓力. 炒的烹饪过程数值模拟与优化及其技术特征和参数的分析[J]. 农业工程学报,2013,29(5):282-292. Deng Li. Numerical simulation, optimization, study of technical features and operational parameters for Chinese cuisine[J]. Transactions of the Chinese Society of Agricultural Engineering (Transactions of the CSAE), 2013, 29(5): 282-292. (in Chinese with English abstract)
[36] Brunton N P, Lyng J G, Zhang L, et al. The use of dielectric properties and other physical analyses for assessing protein denaturation in beef biceps femoris muscle during cooking from 5 to 85 ℃[J]. Meat Science, 2006, 72(2): 236-244.
[37] 黄峻榕,李艳芳,蒲华寅,等.质构仪在淀粉及淀粉基食品品质研究中应用的研究进展[J]. 食品工业科技,2017 (4):390-395. Huang Jongrong, Li Yanfang, Pu Hua yin,et al.Research progress on application of texture analyzer in quality of starch and starch-based food[J]. Food Science and Technology, 2017 (4): 390-395. (in Chinese with English abstract)
[38] 张兰,高天丽,刘永峰,等. 三种传统中式高温烹饪工艺对牛肉食用品质的影响[J]. 食品与发酵工业,2016,42(11):126-132.
Zhang Lan, Gao Tianli Liu Yongfeng,et al. Effects of three Chinese traditional high temperature cooking on the eating quality of beef[J]. Food and Fermentation Industries, 2016,42(11): 126-132. (in Chinese with English abstract)
[39] 周显青,王云光,王学锋,等.质构仪对米饭适口性的评价研究[J]. 粮油食品科技,2013,21(5):47-51. Zhou Xianqing, Wang Yunguang, Wang Xuefeng, et al. Evaluation of palatability of cooked rice by texture analyzer[J] Cereals, Oils and Food Science and Technology, 2013, 21(5): 47-51. (in Chinese with English abstract)
[40] 吴洪华,姜松. 食品质地及其TPA测试[J]. 食品研究与开发,2005,26(5):128-131. Wu Honghua, Jiang Song. Food texture and TPA test[J]. Food Research and Development, 2005, 26(5): 128-131. (in Chinese with English abstract)
王 磊,邓 力,李慧超,彭 静,何聪颖,徐 嘉. 基于CFD数值模拟的豆腐干软罐头杀菌工艺优化[J]. 农业工程学报,2017,33(21):298-306. doi:10.11975/j.issn.1002-6819.2017.21.037 http://www.tcsae.org
Wang Lei, Deng Li, Li Huichao, Peng Jing, He Congying, Xu Jia. Optimization of sterilization process of retort pouch tofu cake based on CFD numerical simulation[J]. Transactions of the Chinese Society of Agricultural Engineering (Transactions of the CSAE), 2017, 33(21): 298-306. (in Chinese with English abstract) doi:10.11975/j.issn.1002-6819.2017.21.037 http://www.tcsae.org
Optimization of sterilization process of retort pouch tofu cake based on CFD numerical simulation
Wang Lei, Deng Li※, Li Huichao, Peng Jing, He Congying, Xu Jia
(550025,)
Canning technique is a matured method for long term storage. This method is often used to kill microorganisms and spores by thermal process. Thus, the canned food is widely accepted all over the world. Thermal sterilization is a process used for sealed packaging food, which requires heat and time in order to reduce the number of microorganisms to a specified quantity range. In order to guarantee the safety of canned food during the long-term storage, excessive sterilization is frequently-used in the production process. Consequently, the quality loss of canned food is very serious. Therefore, the optimization of sterilization for canned food is considered as a major research subject in food science field. Compared with the traditionalconstant retort temperature (CRT), the recently appeared variable retort temperature (VRT) technique is recommended as an effective method to decrease the loss of food quality. It is attributed to the fact that the VRT sterilization procession can be used to slowly decrease the temperature to the slowest heating point. In this case, the serious quality loss caused by partial overheating can be effectively reduced. Gradient heating-up, an important variable retort temperature method, is widely studied in the world in recent years, which is also the main focus of our optimization method in this work. Retort pouch food is the mainstream type in the canning market owning to its various advantages, such as high heat transfer efficiency, light quality, low cost, and so on. However, the excessive sterilization problem is inevitable for the retort pouch food, because its sterilization technique is as same as the conventional canned food. The tofu cake, a traditional Chinese food, was selected as the object of sterilization in this study. The taste and color of tofu cake usually suffered from the problems of over-soft and excessive-dim after sterilization. Therefore, the gradient heating-up method was employed to optimize the sterilization process for the tofu cake. The specific research steps were as follows: (1) a mathematical model of tofu cake was established based on the unsteady solid heat transfer model, which included the determination of the heat transfer equation, the acquisition of thermo physical parameters, the convective temperature function of retort at each stage, and the calculation of convective heat transfer coefficient; (2) the finite element analysis was carried out using computation fluid dynamic (CFD) software. In this way, the temperature history of all nodes during the sterilization process of tofu cake was obtained on the basis of the establishment of geometric model, mesh generation, boundary loading, and various treatments; (3) the calculation of kinetics parameters and the screening of gradient heating-up modes. The sterilization value, a kinetic parameter which represented the bactericidal effect, was used as the constraint condition. The objective function included the surface cooking values andvolume average cooking values at the same time. These functions were regarded as the limit of damage extent of food quality. Subsequently, a series of gradient heating-up modes were set up and numerically simulated. After that, the appropriate gradient heating-up modes were selected to meet the restrictive conditions. The cooking values were significantly decreased compared with the original sterilization method (CRT, 30 min/116℃); (4) the actual sterilization data were collected according to the optimum mode obtained in the third step. The analyzed and compared kinetic parameters were as same as the last one step, and the combined pressure limit of retort in the actual production was measured by the same method. Thus, an optimum gradient heating program was achieved. The gradient heating-up method were successfully used to optimize the retort process for the tofu cake in the current study. And the optimum conditions were as follows: first, temperature was heated up to 100℃and then maintained for 20 min; second, temperature was up to 120℃ and then maintained 15min. The results showed that this method could be used to ensure that the sterilization valuewas higher than 3 min, while the quality deterioration parameterssurface cooking values and volume average cooking values were around 10.1% and 8.69%, which were significantly lower than the original sterilization process. Furthermore, the-value,-value, and-value provided by the colorimeter and the actual photographs confirmed that the sterilization process could maintain the nature color of dried beans in a better way. Moreover, the taste of the quality maintenance was greatly improved because of the improved moisture content, shear, hardness, cohesion, and other related indicators. Besides, the gradient heating-up method could satisfy the long-term stable operation of sterilization kettles and met the safety limits of related industrial sterilization equipment.
packing; sterilization; optimization; numerical simulation; gradient heating-up mode; tofu cake
10.11975/j.issn.1002-6819.2017.21.037
TS295+.7
A
1002-6819(2017)-21-0298-09
2017-07-12
2017-10-15
国家自然科学基金项目(31660449);贵州省重大科技专项计划项目(黔科合重大专项字[2015]6004);贵州省科技计划项目(黔科合农G字[2013]4016号);贵阳市科学计划项目(生物重大专项[2010]筑农合同字第8-1号)
王 磊,山东滕州人,主要研究食品热加工的数值模拟。贵阳 贵州大学酿酒与食品工程学院,550025。Email:1322409481@qq.com
※通信作者:邓 力,江苏南京人,教授,博士,主要研究方向为自动烹饪、复杂食品加工过程的数值分析、现代杀菌技术及挤压技术。贵阳 贵州大学酿酒与食品工程学院,550025。Email:denglifood@sohu.com