涂装车间水分预烘干线输送设备形式对比
2017-11-07崔贺飞王爱军李志杰刘铁锁魏智利
赵 磊,崔贺飞,张 磊,王爱军,李志杰,刘铁锁,魏智利
(长城汽车股份有限公司技术中心,河北省汽车工程技术研究中心,河北保定 071000)
涂装技术
涂装车间水分预烘干线输送设备形式对比
赵 磊,崔贺飞,张 磊,王爱军,李志杰,刘铁锁,魏智利
(长城汽车股份有限公司技术中心,河北省汽车工程技术研究中心,河北保定 071000)
介绍了两种常见的涂装车间水分预烘干输送设备形式,在满足工艺烘干时间的前提下,通过缩短线体长度,降低预烘干线体的单台设备能耗。
机械化输送;积放双链;水分预烘干;节能
0 引言
汽车涂装是汽车制造业中的耗能大户,随着环保要求的日趋严格,国内新建的大规模汽车涂装线普遍采用水性涂料。水性底色漆中含水量约为63%,致使其喷涂后不能像溶剂型涂料那样通过自然挥发进行闪干,为了保证漆膜质量,在喷涂罩光清漆前,必须对水性底色漆进行预烘干,使漆膜中的含水量低于10%。
水分预烘干通过采用热风吹扫工件表面,促使工件表面的水分快速蒸发,为下一工序的喷涂做准备。在满足预烘干时间的前提下,缩短预烘干线体的长度既可以有效降低能耗,又能减少烘干废气的排放。水分预烘干室分为升温段、保温段及强冷段,其前一工序为面漆喷涂,后一工序为清漆喷涂或漆膜检测,每段之间设有过渡段(即风幕段),为保证水分的有效蒸发,升温段时间通常为2~3 min,保温段时间通常为3~4 min,为保证烘干后工件表面温度满足清漆的喷涂要求(车身温度≤35℃),冷却段时间通常约为3 min。
目前预烘干室采用较多的输送形式包括积放双链输送及滚床输送两种形式。
1 积放双链输送形式
1.1 积放双链的结构
图1为积放双链输送机截面图,滑橇放置于滑橇托辊上,驱动电机通过主动轮驱动链条行走,链条上的滑橇托辊可自由旋转,因此放置于积放双链上的滑橇在未受到外力时,会与积放双链链条同步运行;当受到外界阻力或推力时,滑橇可通过链条上的滑橇托辊与积放双链链条发生相对滑移,此功能即可实现双链的积放特性。
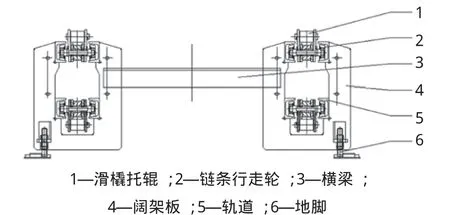
图1 积放双链输送机截面图Figure 1 The sectional view of power and free chain conveyor
1.2 积放双链输送形式布局
图2为某公司100 s节拍水分预烘干线体(滑橇长度5.2 m)的布局示意图,其预烘干室体内采用积放双链输送形式,积放双链出入口设有交接滚床,因积放双链的积放特性,通过出入口交接滚床的变速交接,最终可实现5.2 m节距的输送。
根据以上参数计算预烘干室体的相关数据:
升温段室体长度:L1=v×t1=3.24×2.5=8.1 m,取8 m;
保温段室体长度:L2=v×t2=3.24×4=12.96 m,取13 m;
式中,v——工件运行速度,m/min;t1——烘干时间,min;t2——保温时间,min。

图2 某公司72IPH水分预烘干室体布局示意图Figure 2 The schematic diagram of the layout of 72IPH moisture pre-drying room of a certain company
2 滚床输送形式
2.1 滚床的结构
图3为滚床截面图,滑橇放置于滑橇托辊上,驱动电机通过传动机构带动滑橇托辊旋转,从而带动滑橇的运行,托辊与滑橇之间不会产生相对滑移。

图3 滚床截面图Figure 3 The sectional view of roller bed
2.2 滚床输送形式布局
针对“1.2”中提到的预烘干线体参数,如采用滚床输送形式,取滚床长度为5.4 m。
升温段长度:升温时间2.5 min,且车头车尾升温时间相同,因此升温段需设置两个滚床工位,即升温段长度为11.5 m。
保温段长度:保温时间4 min,且车头车尾保温时间相同,因此保温段需设置3个滚床工位,即保温段长度为17 m。
滚床方式预烘干室体布局示意图如图4所示。

图4 滚床方式预烘干室体布局示意图Figure 4 The schematic diagram of the layout of moisture pre-drying room with roller bed
3 对比分析
3.1 室体长度L
经过以上对比,100 s节拍水分预烘干线体(滑橇长度5.2 m),积放双链输送形式可节省烘干室体长度9 m。
3.2 室体宽度B
以工件宽度2 m,工件两侧安全距离各0.3 m,风管宽度取0.25 m,保温层0.15 m计算,室体宽度为3.4 m。
3.3 室体高度H
以工件高度1.6 m,工件底部距室体底板1 m,顶部安全距离0.3 m,保温层厚度0.15 m计算,室体高度为3.05 m。
3.4 所需热量Q
Q=860×L×B×H×K
式中,860——由kW转化为kcal/h;
K——温度系数,室体温度为100℃时,K取2。
经计算,积放双链形式所需热量为695 619.6 kcal/h,按照1.1倍的安全系数取值,为760 000 kcal/h;滚床形式所需热量为856 147.2 kcal/h,按照1.1倍的安全系数取值,为940 000 kcal/h。
3.5 风量M
室体循环风量M=Q/(r×c×Δt)
Q——烘干室所需热量,kcal/h;
r——空气密度,取1.18 kg/m3;
c——空气的比热容,取0.24 kcal/(kg·℃);
Δt——烘干室入口与出口的温差,一般为50~60℃。
经计算:积放双链形式室体循环风量为53 672.3 m3/h;滚床形式室体循环风量为66 384.2 m3/h。
3.6 天然气用量V
天然气热值约为8 500 kcal/m3,热效率约75%,由此可得相应的天然气用量为:
V=Q/(8 500×0.75)
经计算,积放双链形式天然气用量为119.2 m3/h;滚床形式天然气用量为147.5 m3/h。
两种输送设备的各项数据比较见表1。

表1 两种输送设备的各项数据比较Table 1 The datas comparison of two types of conveying equipments
3.7 投资对比
天然气价格约为3.9元/m3,以年工作时间250 d,每天20 h计算,积放双链布置形式相对于滚床布置形式每年可节省天然气费用:(147.5-119.2)×3.9×20×250≈55.2万元/a。
3.8 其他
(1) 整体布置:滚床输送形式线体布置更灵活。
(2) 对室体的影响:烘干室为高温环境,为降低设备投入成本,通常采用驱动单元外置形式,因滚床布置形式驱动单元较多,如此便需在室体壁板上开设较多的万向轴通过孔,存在室体漏风的风险。
(3) 设备可靠性:积放双链输送形式控制简单,滚床输送形式控制复杂且滚床布置形式相应的控制开关无法外置,处于高温环境下,可靠性差。
(4) 设备成本:根据某公司项目经验,选用滚床形式与积放双链形式的设备及控制,总体价格差别不大。
4 结语
机械化输送系统贯穿整个涂装车间的生产过程,线体的生产节拍、节距完全依靠机械化输送设备来实现。涂装线体的规划中,要依据车间的整体布局来选择水分预烘干线体的输送设备形式。
Abstract:Two common forms of water pre-drying line conveying equipment in painting workshop were introduced.Under the premise of meeting drying time of the process,the energy consumption of the single equipment of predrying line was reduced by shortening the line length.
Key Words:mechanized transport;power and free chain;moisture pre-drying;energy saving
Comparison of Forms of Water Pre-drying Line Conveying Equipment in Painting Workshop
Zhao Lei,Cui Hefei,Zhang Lei,Wang Aijun,Li Zhijie,Liu Tiesuo,Wei Zhili
(Technology Center of Great Wall Motor Co.,Ltd.,Hebei Automotive Engineering and Technology Research Center,Baoding Hebei,071000,China)
TQ 630.5;TQ 639.6
A
1009-1696(2017)04-0030-03
2017-03-04
赵磊,男,大学本科,工程师,参与长城汽车股份有限公司徐水哈弗分公司涂装车间地面机械化输送设备、前处理电泳输送设备、高压清洗机设备的规划、选型以及安装调试工作。
