喂入机喂入轮对中跑偏的原因及改进措施浅析
2017-11-04戴国安
戴 国 安
(邵阳纺织机械有限责任公司,湖南 邵阳 422000)
设备与控制
喂入机喂入轮对中跑偏的原因及改进措施浅析
戴 国 安
(邵阳纺织机械有限责任公司,湖南 邵阳422000)
介绍了涤纶短纤维生产中喂入机的功能、喂入轮的对中跑偏现象及其对生产的影响;分析了喂入机喂入轮出现对中跑偏现象的原因,并提出改进措施。结果表明:传动系统中键联接是喂入轮产生对中跑偏现象的主要影响因素,键与键槽的配合是关键,必须为过盈配合;冲击载荷是另一影响因素,冲击载荷大可导致联接松动,破坏键联接的配合性质;通过改变键的配合性质、采用选配法的方式以确保配合为过盈、选用较小的制动力矩以降低冲击载荷等措施,喂入轮对中跑偏现象明显减少。
聚对苯二甲酸乙二酯纤维 短纤维 喂入轮 对中跑偏 转动惯量 冲击载荷
喂入机是涤纶短纤维纺丝生产线中的关键设备,位于涤纶短纤维生产线中处于六辊牵引机的后方及盛丝桶往复机的上方,其作用是将从牵引机过来的丝束水平曳引至喂入机,经喂入机折成波形并减少丝束的动能后以一定的速度经甬道垂直送入盛丝桶。喂入机负责将丝束送入盛丝桶的零件是一对喂入轮,其外形为一对经齿顶倒圆的齿轮。正常工作时,2只喂入轮轮齿呈啮合状,且轮齿的啮合面间留有合适的间隙便于夹持丝束,轮齿前后的啮合间隙要求均等即齿在齿槽中是对中的,丝束夹持在两齿形的间隙中呈波浪状被喂入轮牵引送出经甬道垂直落入盛丝桶。当2只喂入轮的轮齿啮合不对中时,即啮合齿面两侧的间隙不一致时,落丝方向将发生倾斜,当倾斜到一定程度,丝束就会落出甬道外面而不能正常生产,需要停车处理,在生产现场都习惯称此现象为喂入轮对中跑偏。喂入机为同步电机驱动,经齿轮传动带动喂入轮旋转,电机配有制动器,喂入机设有缠辊检测装置,当喂入轮缠辊至一定厚度时,触动缠辊检测装置,同步电机停车并制动,整机停车,操作人员处理缠辊。
在涤纶短纤维生产线中,发生缠辊制动后,经常出现喂入轮的对中跑偏现象,需要停车重新校正,且此现象常会反复出现,严重影响生产并产生大量废丝。生产中喂入轮缠辊是不可避免的,喂入轮对中跑偏现象成了涤纶短纤维生产线中影响生产的一大隐患,因此必须设法解决。作者根据生产实际,针对该现象进行分析,找出原因,并提出改进措施。
1 喂入轮对中跑偏的原因
1.1喂入轮的传动装置
喂入轮传动装置见图1,同步电机经联轴器带动进轴1和主传动齿轮2,经过桥齿轮3、过桥齿轮4后分左右两路传动,右路经被动齿轮5、喂入轮轴6、轮芯8至右喂入轮9,左路经过桥齿轮11、被动齿轮12、喂入轮轴14、轮芯15至左喂入轮16。左喂入轮16与右喂入轮9作反向旋转。喂入轮分别由8个M16螺钉安装在轮芯的法兰上,左喂入轮16的安装孔为8个长圆孔,通过调节左喂入轮16,使2只喂入轮的齿与齿槽保持对中位置。
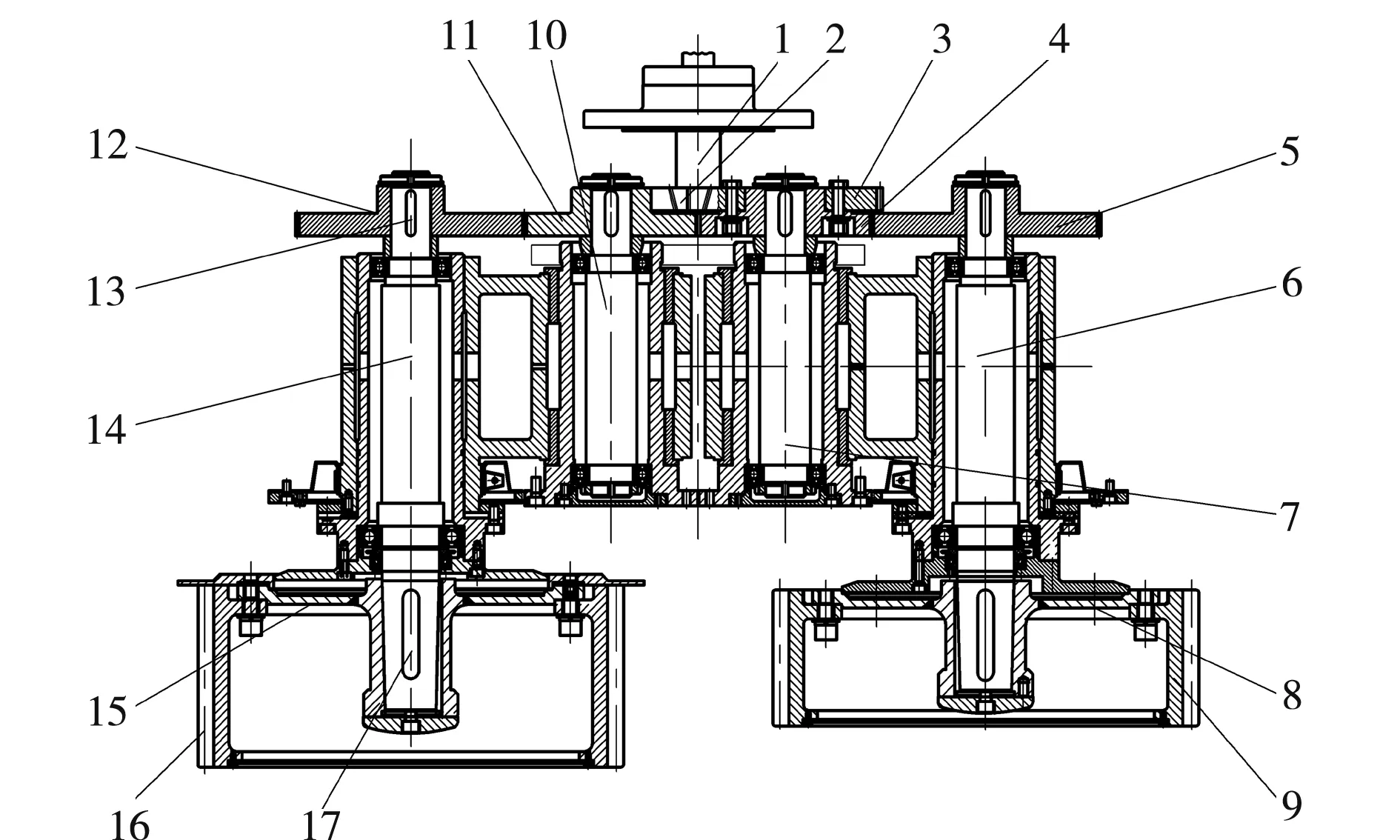
图1 喂入轮传动装置示意Fig.1 Schematic diagram of feed rotor transmission system1—进轴;2—主传动齿轮;3,4,11—过桥齿轮;5,12—被动齿轮;6,14—喂入轮轴;7,10—过桥轴;8,15—轮芯;9—右喂入轮;13—后平健;16—左喂入轮;17—前平键
为保证喂入轮的齿与齿槽对中位置的精确,需尽量减少2只喂入轮的自由摆动量,因此必须减小传动链中啮合齿轮的啮合间隙。过桥轴10、喂入轮轴6和喂入轮轴14各自安装在偏心套上,调整偏心套的角度,可以调整被动齿轮12与过桥齿轮11、过桥齿轮11与过桥齿轮4以及过桥齿轮4与被动齿轮5的中心距,从而达到调整齿轮侧隙的目的。为使喂入轮齿与齿槽对中位置最佳,传动齿轮侧隙一般控制在0.05 mm左右,侧隙太小则齿轮的散热和润滑不好,噪声大。
1.2喂入轮不对中原因分析
齿轮啮合是有间隙的,因此喂入轮有自由摆动量,实践经验表明允许的自由摆动量应不大于0.35 mm,若大于0.35 mm,将会造成落丝偏斜过大无法正常生产。由图1可以看出,左喂入轮至右喂入轮之间的传动链中,4个齿轮啮合,3处啮合点,齿轮为高精度齿轮,齿轮的啮合间隙可以调至0.05 mm,故齿轮啮合总间隙为0.15 mm,被动齿轮5及被动齿轮12的分度圆直径均为351 mm,喂入轮直径为600 mm,因此,反映到喂入轮上的自由摆动量为0.25 mm,也表明喂入轮理论最小自由摆动量为0.25 mm,小于允许值的0.35 mm,可满足使用要求。
引起喂入轮自由摆动量增大导致喂入轮齿与齿槽不对中,有以下几方面原因:
(1)齿轮啮合间隙变大
安装偏心套时紧固螺钉没有拧紧,在振动和冲击载荷作用下产生松动,导致偏心套旋转而引起齿轮中心距变大,啮合间隙增大。同时,齿轮齿面磨损也可能使间隙增大,但硬齿面磨损量很小可忽略不计。
(2)喂入轮安装位置发生变动
在振动和冲击载荷作用下,由于喂入轮的安装螺钉紧固不良导致螺钉松动,喂入轮位置发生变化而引起喂入轮轮齿对中位置偏移。
(3)键的配合间隙的影响
1.3键的挤压强度校核
根据图1,左喂入轮16比右喂入轮9要宽,其转动惯量大,故选择后平键13进行校核,后平键13尺寸为键宽14 mm、键长50 mm。为便于计算说明,对喂入轮传动装置简化,见图2。
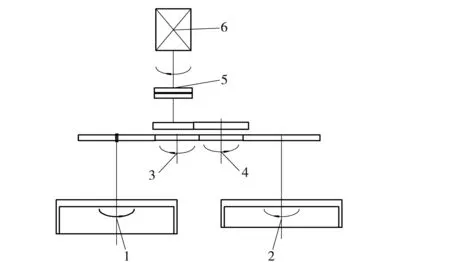
图2 简化后的喂入轮传动装置Fig.2 Simplified feed rotor transmission system1—左喂入轮轴;2—右喂入轮轴;3,4—过桥轴;5—电机传动轴;6—同步电机动
已知: 电机功率为15 kW,电机制动力矩(M)为250 N·m,电机转动惯量为0.045 kg·m2,喂入轮角速度(ω1)为83.3 rad/s,左喂入轮轴1、右喂入轮轴2与电机传动轴5的传动比即i1和i2均为1.9,过桥轴3和过桥轴4与电机传动轴5的传动比即i3,i4均为1.19。
(1)确定制动时间(t)
制动时,根据动量矩定理按式(1)计算t:
j(ωt-ω0)=Mt
(1)
式中:j为旋转零件推算到电机轴上的转动惯量;ωt为电机轴制动前角速度;ω0为电机轴制动后角速度。
设轴1~5上的转动惯量分别为:j1,j2,j3,j4,j5,经计算可得j1,j2,j3,j4,j5分别为3.583,2.950,0.062,0.232,0.163 kg·m2。
已知ω0为0,则由式(2),(3),(4)可计算得到t为1.38 s。

(2)
ωt=ω1i1=158.27 rad/s
(3)
(4)
(2)后平键13承受的冲击载荷(T)的确定
后平键13承受的T可按式(5),(6)计算:
(j1-j12)ω1=Tt
(5)

(6)
式中:j12是被动齿轮12(见图1)的转动惯量。
经计算,j12为0.34 kg·m2,则根据式(6)计算可得T为195 N·m。
(3)后平键13的挤压应力校核
键联接的主要失效形式是键、轴和轮毂上的键槽三者当中最弱的工作面被压溃,因此,只需进行挤压应力校核。
已知后平键13侧面中心处半径(r)为22.5 mm,其侧面受挤压力(F)为:
F=T/r=8 697 N
(7)
平键13的尺寸宽为14 mm,厚为9 mm,长为50 mm,则侧面所受挤压面的最小面积(A)为126 mm2,挤压应力(σp)则为:
σp=F/A=69 N/mm2
(8)
喂入轮轴14的材料为42CrMo,被动齿轮12的材料为20CrMnTi,键为标准平键,核查标准可知冲击载荷下的键联接的许用挤压应力([σp])为65 N/mm2[3],显然,σp大于[σp],不能满足强度要求。
2 改进措施
(1)确保传动齿轮啮合间隙。调整偏心套,使传动齿轮的啮合间隙尽量小,不大于0.05 mm,确保偏心套的紧固螺钉紧固可靠。
(2)确保喂入轮在轮芯上安装牢固。为保证喂入轮安装后位置不变,在喂入轮轮齿位置调好后,在喂入轮上打定位销,并确保安装螺钉紧固。
(4)选用较小的制动力矩。根据对键的校核计算,平键在冲击载荷的作用下有可能压溃,由于结构尺寸的限制,零件尺寸不能改动,可用降低制动力矩来延长制动时间的方法降低冲击载荷。根据前面的计算公式,选用同步电机制动器M为160 N·m,则可计算得到t为2.15 s,σp为44.3 N/mm2,σp小于[σp],可满足要求。
3 结论
a. 在喂入机的传动系统中,平键的联接非常重要,键与键槽的配合,必须保证是过盈,这样才能使喂入轮自由摆动量最小,避免喂入轮对中跑偏现象的发生。
b. 喂入机制动停车所引起的冲击载荷对机器本身影响大,不仅会引起各联接键松动,而且当载荷过大时,会造成零件失效。改变制动力矩,延长制动时间,能有效降低冲击载荷大小,合理选择制动力矩,能使设备保持最佳工作状态,避免故障发生。
c. 经改进,传动齿轮啮合间隙不大于0.05 mm,后平键13选用较小的制动力矩,键与键槽的配合为过盈配合,喂入机喂入轮轮齿对中跑偏现象大大减少,效果明显。
[1] 华中工学院标准化与计量测试教研室.互换性与技术测量[M].武汉:华中工学院出版社,1982:115-116.
Department of standardization and measurement of Huazhong College of Technology.Exchange ability measurement technology[M].Wuhan:Huazhong College of Technology Press,1982:115-116.
[2] 张英会.机械零件[M].北京:机械工业出版社,1986:87.
Zhang Yinghui.Machine Part[M].Beijing:China Machine Press,1986:87.
Preliminaryanalysisofreasonsformiddledistancerunningoffeedrotoroffeedingmachineandimprovementmeasures
Dai Guoan
(ShaoyangTextileMachineryCo.,Ltd.,Shaoyang422000)
The function of feeding machine was introduced for polyester staple fiber production, as were the middle distance running phenomenon of feed rotor and its effect on the production. The reasons for the middle distance running of feed rotor were analyzed. And the improvement measures were suggested. The results showed that the key joint was the dominant influential factor bearing upon the middle distance running of feed rotor, especially the fit of key and key seat; the interference fit of key and key seat must be applied in the key joint; the impact load was another influential factor; the heavy impact load could lead to the loose key joint which could damage the fit mode of key joint; and the middle distance running phenomenon of the feed rotor was obviously depressed by changing the fit mode of keys, guaranteeing the interference fit through incomplete interchange method, setting the relatively low braking torque to decrease the impact load.
polyethylene terephthalate fiber; staple fiber; feed rotor; middle distance running; rotational inertia; impact load
2017- 03-21;修改稿收到日期2017- 08-11。
戴国安(1964—),男,工程师,主要从事化纤机械设计工作。E-mail:dgamail@sina.com 。
TQ340.5
B
1001- 0041(2017)05- 0068- 03
