DOT-200重整油脱烯烃催化剂的研制与工业应用
2017-11-01张江洪王雨勃茹卫国祝飞雄孔德金
张江洪,王雨勃,茹卫国,祝飞雄,孔德金
1.中国石油化工股份有限公司镇海炼化分公司,浙江 宁波 315200
2.中国石油化工股份有限公司上海石油化工研究院,上海 201208
DOT-200重整油脱烯烃催化剂的研制与工业应用
张江洪1,王雨勃2,茹卫国1,祝飞雄1,孔德金2
1.中国石油化工股份有限公司镇海炼化分公司,浙江 宁波 315200
2.中国石油化工股份有限公司上海石油化工研究院,上海 201208
为了解决芳烃工业面临的白土固废压力,并进一步降低现有脱烯烃技术的催化剂再生工作强度,采用改性超稳化Y型分子筛HUSY-2制备了DOT-200重整油脱烯烃催化剂(DOT-200催化剂),并用X射线衍射、NH3程序升温脱附、扫描电镜/透射电镜以及氮气物理吸附等方法进行表征,分别在实验室和工业装置上考察了DOT-200催化剂的反应行为和性能。结果表明:DOT-200催化剂强酸中心量较少,二次孔结构更丰富,比表面积和孔容、孔径较大。单程寿命是DOT-100催化剂的1.5倍,二者再生效果相当,在150 ℃条件下基本无导致二甲苯损失和甲苯增加的副反应。在原料平均溴指数800 mg-Br/100 g左右、质量空速1.7~1.8 h-1的情况下,可在工业装置上连续运行 9个月,甲苯增量 0.10%~0.14%,二甲苯无明显损失,吸附进料溴指数始终低于20 mg-Br/100 g。DOT-200催化剂综合性能良好。
重整生成油 脱烯烃 催化剂 白土
传统芳烃脱烯烃精制单元采用白土作为精制剂。由于存在催化剂再生工作劳动环境差、污染环境等问题严重制约芳烃产业的发展,亟待开发能够替代白土的新型脱烯烃精制技术。新型脱烯烃精制技术主要分为加氢脱烯烃工艺和分子筛型非加氢脱烯烃工艺。加氢脱烯烃工艺在国外以美国UOP公司开发的ORP工艺和法国IFP公司开发的Arofining工艺[1]为代表,在国内则以抚顺石油化工研究院[2]开发的HDO工艺为代表。加氢脱烯烃工艺具有寿命长的优点,但工艺、设备复杂,使用含贵金属催化剂,装置建设和催化剂购置一次性投资大,操作运行成本较高,并有明显的芳烃损失,影响了该技术的推广应用。而在分子筛型非加氢脱烯烃工艺方面,埃克森美孚公司开发了 Olgone技术[3],以MCM-22分子筛为催化剂活性主元,单周期寿命可达白土的4~6倍,可以通过再生实现多周期运转。该技术已在艾克森美孚公司内部实现了工业应用,并在泰国和日本等国芳烃装置上实现了商业化应用。李克明等[4-6]开发了DOT-100重整油脱烯烃精制技术,并在石化芳烃及炼油装置上实现了多批次、多周期工业应用,单程寿命达到白土的10倍左右,可再生3~4次,总寿命达白土的40~50倍[7]。刘冠峰等[8-12]开发了 TCDTO-1芳烃脱烯烃精制剂,并在重整装置实现了工业应用,通过器外再生实现多周期使用。此外,国内多家科研机构[13-21]也开展了可再生重整油脱烯烃技术的研究,寿命较白土均有显著提高,但未见工业应用报道。
分子筛型非加氢脱烯烃工艺利用烯烃在催化剂酸中心上发生叠合或烷基化反应的原理,将烯烃转化为大分子产物,然后通过分馏过程除去,从而达到脱烯烃的目的[10]。该工艺无需对现有装置进行改造,工艺流程及操作简单,运行成本低,能有效解决白土固废问题,已经成为国内芳烃行业白土精制工艺的主要替代方案。随着催化重整装置的操作工况逐渐趋于苛刻化,重整油中烯烃含量呈明显升高趋势,导致现有的分子筛型非加氢脱烯烃催化剂的再生周期明显缩短。此外,近年来芳烃行业装置规模趋于超大型化,单系列加工能力达原有水平的5~10倍,分子筛型非加氢脱烯烃催化剂由于成本显著高于白土,其一次性投资以及因用量增加导致的再生工作量也成为企业关注的问题,因此,开发再生周期更长的脱烯烃技术以提高技术经济性并降低再生工作强度已经成为研究热点。本工作研制了改性超稳化Y分子筛HUSY-2型DOT-200重整油脱烯烃催化剂,并在实验室和工业装置上考察了该催化剂的反应行为和性能,以期为工业装置的应用提供宝贵的数据。
1 实验部分
1.1 催化剂制备
将一定比例的市售超稳化 Y型分子筛(HUSY-1)、氧化铝、造孔剂1和铝溶胶混捏后挤条,于120 ℃干燥24 h,然后于马弗炉中550 ℃中焙烧3 h得到DOT-100催化剂。将HUSY-1分子筛在75℃条件下用0.5mol/L的盐酸溶液处理30 min,抽滤并洗涤至中性,反复两次,然后在800 ℃、100%水蒸气条件下处理4 h,再用含有0.5%硝酸镁的0.1 mol/L盐酸溶液于75 ℃下处理1 h,经抽滤、洗涤、烘干后得到改性超稳Y型分子筛(HUSY-2)。将一定比例的HUSY-2、氧化铝、造孔剂2和铝溶胶混捏后挤条,于120 ℃干燥24 h,然后于马弗炉中550 ℃焙烧3 h得到DOT-200催化剂。
1.2 催化剂表征
采用日本理学电机株式会社D-Max/1400X射线衍射仪(XRD)分析催化剂的物相组成,CuKa辐射,40KV剂的物相组,2θ扫描范围5~40 °;采用菲利普公司的XL30E扫描电子显微镜(SEM)对分子筛及催化剂的形貌进行测定;采用Perkin-Elmer 7AC 7/DX热分析仪(TG-DTA)测试催化剂表面积炭,空气气氛,升温速度5 ℃/min;采用ASAP2020氮吸附仪测试催化剂的比表面积(BET)、孔容和孔径分布;采用美国Thermo Fish公司的傅里叶红外光谱仪测定催化剂酸性质(Py-FTIR),将样品压片后置于石英样品池框架中,在真空度0.0133 Pa状态下经400 ℃脱水处理后,吸附吡啶,平衡后抽真空,按温度顺序分别在 100,200,300,400 ℃进行 IR扫描;在天津市鹏翔科技有限公司制造的氨程序升温脱附装置上利用NH3-TPD方法测定催化剂酸性分布情况。
1.3 催化剂评价及再生
催化剂性能评价在微型反应器上进行,脱庚烷塔釜料由微量计量泵打入装填了催化剂的不锈钢反应管中进行反应,物料流向为下进上出,反应温度为150 ℃,压力为2.0 MPa,质量空速为5.0 h-1(常规考评)/10.0 h-1(催速老化),原料溴指数为1 350 mg-Br/100 g。反应后的物料经冷凝器冷却后进入产品收集罐,在反应器出口管线上设有瞬时采样器,所采样品用气相色谱仪(石英毛细管色谱柱,氢火焰离子检测器)进行组成分析,采用TCS-100Br溴价/溴指数仪分析进行烯烃含量测定。
失活催化剂在管式炉中再生,空气气氛下以5 ℃/min的速率升至530 ℃,恒温5 h,气剂比为100 mL/(min·g)。
1.4 工业应用条件
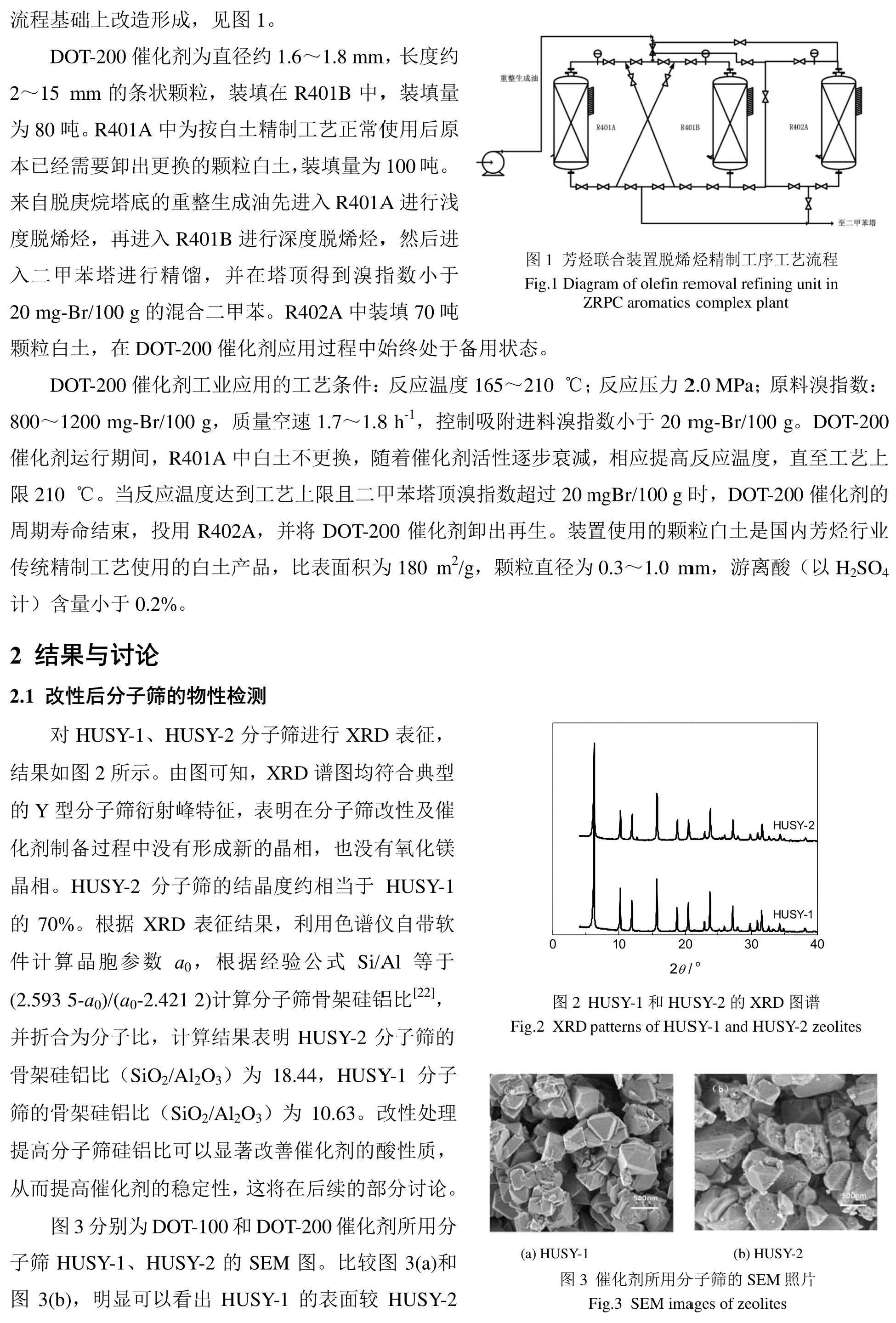
DOT-200催化剂工业应用在某企业芳烃联合装置脱烯烃精制工序进行,来自重整单元的脱庚烷塔釜料与少量外购C8A料混合后进入脱烯烃精制工序,精制工序为三塔流程,是在传统的两塔(R401A/B)
光洁规整,HUSY-2表面弥散分布大量坑穴,这与分子筛的二次孔构筑改性有关。
图4分别为HUSY-1和HUSY-2分子筛的TEM图。由图4可见,HUSY-1只含有少量不规则半开放式二次孔道,而HUSY-2的二次孔道较为丰富,且基本与表面坑穴相接,形成交互联通的二次孔结构。这表明HUSY-2具有更好的大分子扩散效果。
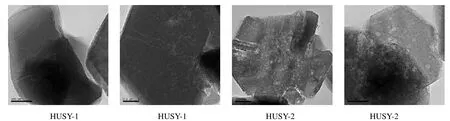
图4 DOT-100和DOT-200催化剂所用分子筛的TEM照片Fig.4 TEM images of zeolites used in DOT-100 and DOT-200 catalysts
2.2 DOT-200催化剂工业放大实验
根据实验室研究结果,在工业装置上进行了DOT-200催化剂工业实验。工业实验过程主要包括分子筛改性、催化剂成型、干燥、切粒和煅烧,对工业生产的DOT-200催化剂进行了反应性能和物性考察。
2.2.1 催化剂反应及再生性能
DOT-100催化剂单程寿命为白土的10倍,总寿命接近白土寿命的40倍,该性能已经经过工业装置验证,可以作为评判DOT-200催化剂性能的基准。DOT-100和DOT-200催化剂的常规考评结果见图5。以产物溴指数大于 250 mg-Br/100 g为失活标准,图 5中DOT-100催化剂的寿命为142 h,DOT-200催化剂的寿命为245 h。以此计算,DOT-200催化剂寿命相当于DOT-100催化剂的1.7倍。

图5 DOT-200催化剂与DOT-100催化剂性能Fig.5 Performance comparison of DOT-200 and DOT-100 catalysts
吸附进料要求甲苯含量小于 0.5%,并且精制工序期望二甲苯损失尽可能低,因此有必要对DOT-200和DOT-100催化剂在脱烯烃反应过程中对物料组成的影响加以考察。DOT-200和DOT-100催化剂在不同温度条件下催化的反应产物组成见表1。

表1 DOT-200和DOT-100催化剂在不同温度条件下的反应产物组成Table 1 Composition of reaction products over DOT-200 and DOT-100 catalysts at different temperatures
由表1可见,当反应温度为150 ℃时,反应产物与原料的主要组成基本一致,C10+A略有增加,Indane略有减少。前者是因为原料中所含的微量烯烃转化为大分子产物,后者表明DOT-200/100催化剂对Indane有一定转化能力,但是在该评价条件下并未产生苯和甲苯等不期望的产物。还可看出,当反应温度提高至220 ℃时,DOT-200和DOT-100催化剂的反应产物中的甲苯组分均出现了不同程度增加,前者增加量少,后者增加量多,Indane和C9A、C10+A则相应减少,C8A变化不明显。这表明在高温条件下,反应体系中发生了重组分脱侧链副反应,导致甲苯量略有增加,DOT-200的副反应活性得到了有效抑制。
按照相同的失活标准,对失活的DOT-200和DOT-100催化剂分别进行了催速老化及多次再生实验,用投料2 h后产物的烯烃脱除率代表催化剂初始活性,烯烃脱除率用溴指数的变化来间接计算,结果见表2。
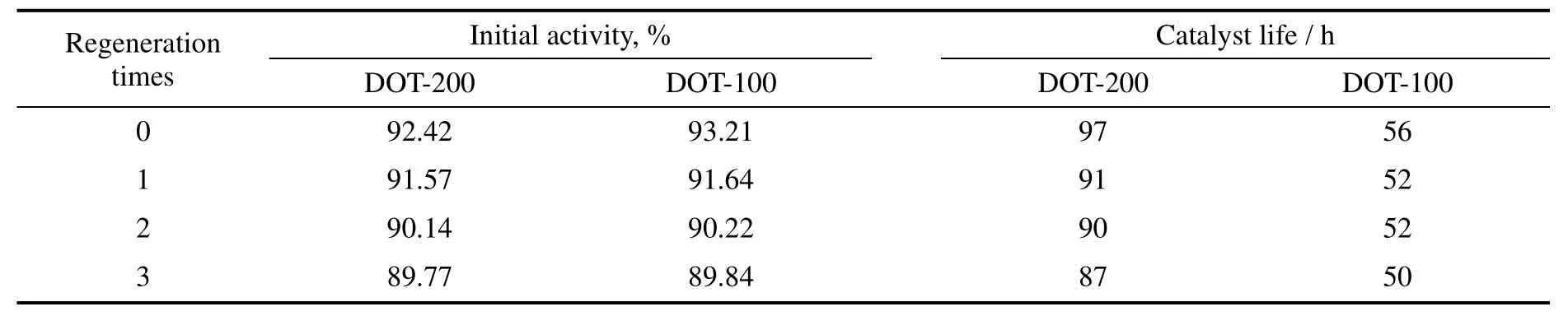
表2 DOT-200和DOT-100催化剂多次再生实验结果Table 2 Test results over multiply regenerated DOT-200 and DOT-100 catalysts
由表2可知,在经过3次实验室再生后,DOT-200与DOT-100催化剂的初活性均能恢复到新鲜剂的约97%,寿命均能恢复到新鲜剂的约90%,表明DOT-200催化剂的再生性能与DOT-100催化剂基本相当,DOT-200催化剂在工业应用过程中可以使用4个周期。
2.2.2 Py-FTIR表征的DOT-200催化剂酸性质
对DOT-200和DOT-100催化剂进行红外吡啶吸附表征,1 540 cm-1左右的吸收峰归属为B酸、1 450 cm-1左右的吸收峰归属为为L酸,以峰面积与样品量的比值表示相应酸量,在计算B酸与L酸的比例时乘以校正因子1.5进行了校正,表征结果见表3。
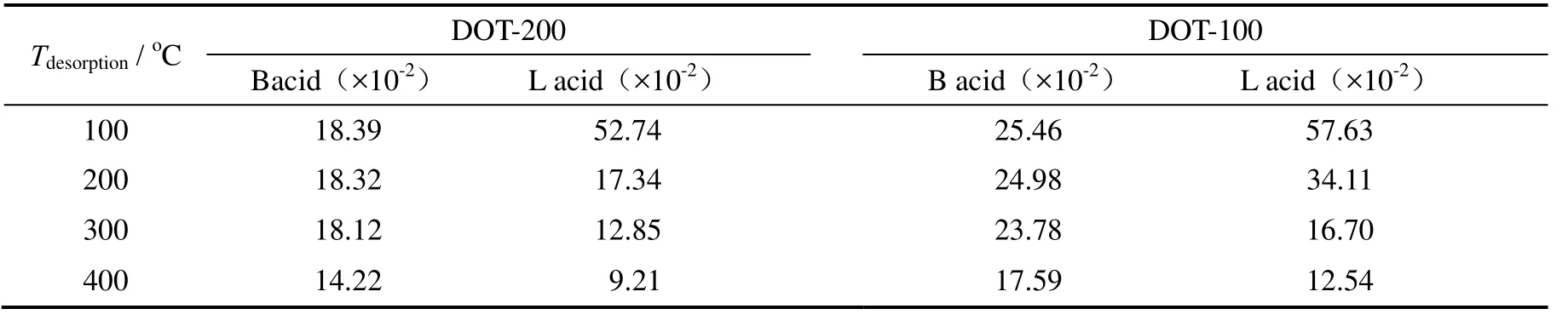
表3 DOT-200和DOT-100催化剂吡啶吸附红外表征结果Table 3 Pyridine adsorption Py-FTIR characterization of DOT-200 and DOT-100 catalysts
将吡啶脱附温度在100 ℃的酸中心定义为总酸,吡啶脱附温度在100~300 ℃的酸中心定义为弱酸,300~400 ℃的酸中心定义为中强酸,400 ℃的酸中心定义为强酸,对表 3中得到的表征结果进行解析,结果见表4。由表4可见,DOT-200催化剂各种强度的酸中心均明显少于DOT-100催化剂,特别是B酸中心和强酸中心。二者的弱酸和中强酸均以L酸为主,强酸则以B酸为主。DOT-200催化剂所用的HUSY-2分子筛硅铝比较高,因而酸量较少,强酸中心所占比例较高。负载Mg元素对酸性分布也有一定影响,使酸性进一步减弱。一般认为强酸中心,特别是强的B酸中心是催化剂积炭的主要活性中心,以此来看,DOT-200催化剂的抗积炭能力应优于DOT-100催化剂。
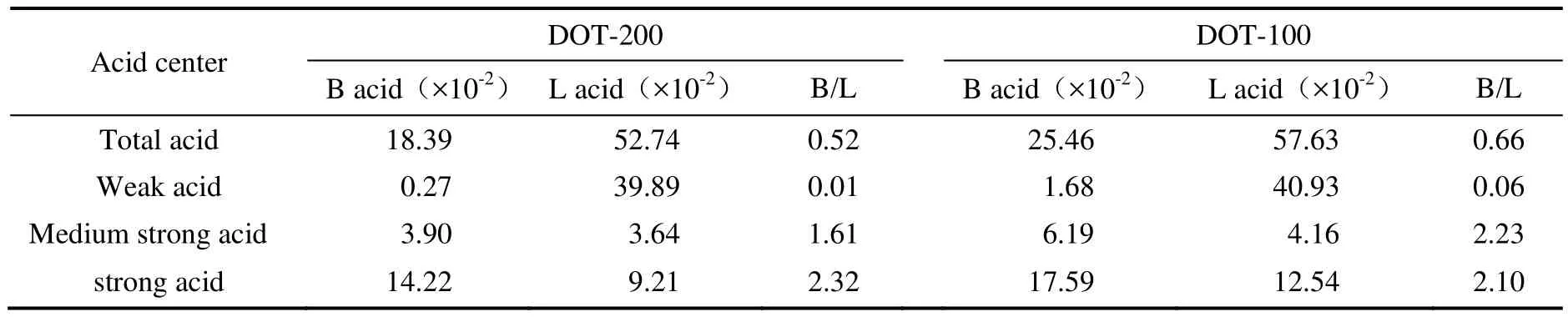
表4 DOT-200和DOT-100催化剂吡啶吸附红外表征结果解析Table 4 Analysis of Py-adsorption-FTIR characterization of DOT-200 and DOT-100 catalysts
2.2.3 NH3-TPD表征的DOT-200催化剂酸性质
用NH3-TPD对DOT-100和DOT-200催化剂的酸性分布进行表征,结果见图6。由图6中可以看出,两个催化剂的NH3-TPD曲线都有明显的强酸和弱酸峰,中强酸峰不明显,200 ℃之前DOT-200与DOT-100催化剂的酸量基本相当;200~300 ℃前者的酸量略低;300 ℃以上时,前者的酸量显著降低。这表明DOT-200催化剂的酸中心更多的分布在弱酸范围,而DOT-100催化剂中的强酸中心量较大,这与吡啶吸附红外表征结果测得的酸性分布特征基本一致。催化脱烯烃反应过程对酸中心强度要求不高,弱酸和中强酸即能满足活性要求,过强的酸性中心上容易发生烷基转移、积炭等副反应。因此,DOT-200催化剂的酸性分布更合理。
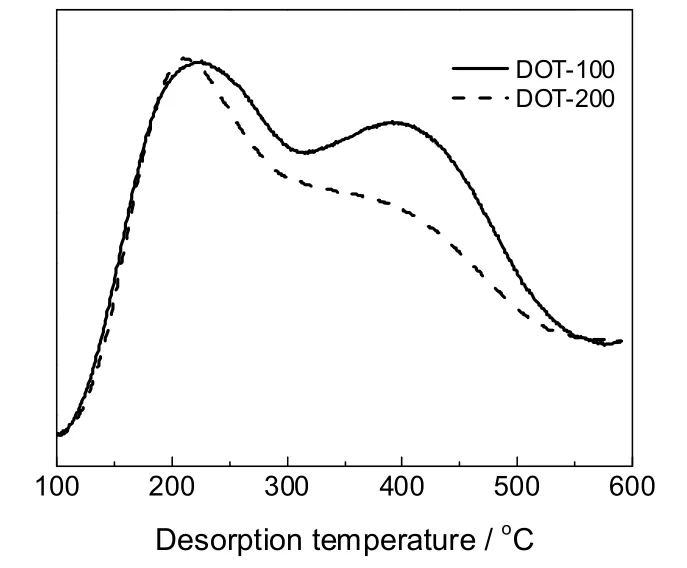
图6 催化剂的NH3-TPD图谱Fig.6 NH3-TPD profiles of catalysts
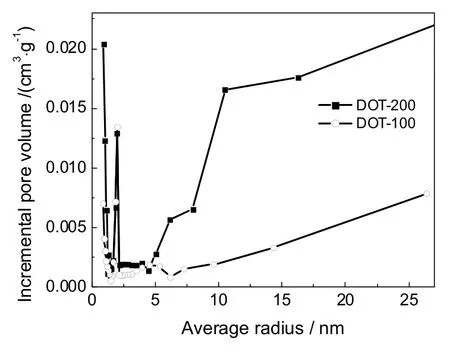
图7 催化剂的孔径分布Fig.7 Pore size distributions of catalysts
2.2.4 催化剂的孔径分布
图7是DOT-200和DOT-100催化剂的BJH孔径分布。由图7可见,DOT-200催化剂中0.8~1.2 nm和4.0 nm以上的孔道较为丰富,这显然更有利于反应原料和产物扩散,从而有效抑制结焦能力,延长使用寿命。催化剂的孔道结构决定了能够参与催化反应的活性中心的多少,因而直接影响到催化剂的活性和寿命。按照前文所述失活标准,分别对反应前后的DOT-200和DOT-100催化剂进行氮气物理吸附表征,结果见表5。由表5可以看出,反应前的DOT-200催化剂的表面积、孔容和平均孔径均明显大于 DOT-100催化剂。表面积大意味着有更多的活性中心能够参与反应,因而活性更高,并且耐受积炭的能力更强。孔容大则意味着容炭能力更强,有利于提高催化剂的寿命,而较大的平均孔径则更有利于大分子产物迅速从催化剂孔道中扩散出去,从而降低积炭速率。反应后,两种催化剂的表面积和孔容均显著降低,这是孔道内积炭所致,同时这也从另一个侧面反映了这些织构性质对催化剂性能的重要性。反应后两种催化剂平均孔径均增加,表明积炭优先在孔径较小的孔道中发生,说明在催化剂中构筑孔径较大的孔道结构是改善催化剂性能的有效措施。

表5 反应前后DOT-200和DOT-100催化剂氮气物理吸附表征结果Table 5 Nitrogen adsorption characterization results of DOT-200 and DOT-100 catalysts before and after reactions
2.2.5 失活DOT-200催化剂的表面积碳
对失活的DOT-200和DOT-100催化剂进行TG-DTA表征,结果见图8和图9。由图可见,DOT-200催化剂在350~600 ℃的失重为16.32%,并分别在396.7 ℃和523.3 ℃有两个集中放热峰。而DOT-100催化剂在250~900峰的失重为6.48%,并且放热较弥散。
图8表征结果表明DOT-200催化剂的容炭能力确实较强,并且再生温度更低,这可能与丰富的二次孔道更有利于氧气在催化剂内部扩散有关。
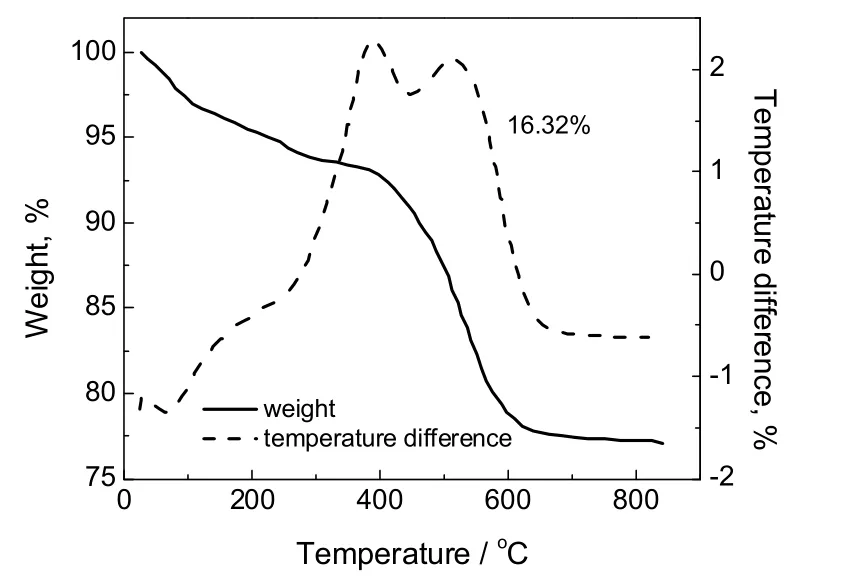
图8 失活DOT-200催化剂TG-DTA表征结果Fig.8 TG-DTA characterization results of deactivated DOT-200 catalysts
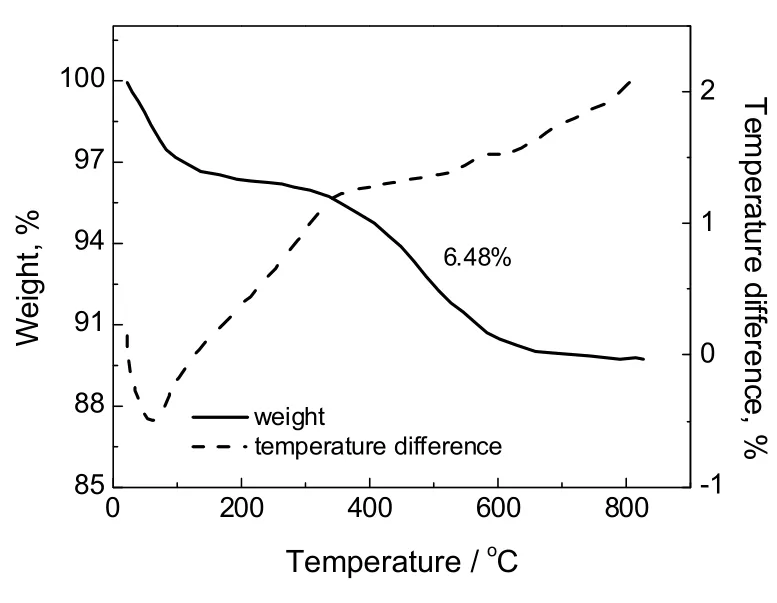
图9 失活DOT-100催化剂TG-DTA表征结果Fig.9 TG-DTA characterization results of deactivated DOT-100 catalysts
2.3 工业应用实验
2.3.1 基本情况
DOT-200催化剂在某企业芳烃联合装置重整单元精制工序投用,然后切至上游继续运行,最后切出系统进行卸剂再生,为该剂的第一运行周期。DOT-200催化剂在下游运行期间的运行工况及运行结果分别见图10和图11。由图10~11可见,DOT-200催化剂初期运行效果非常稳定,在近100 d内稳定运行,随后进入提温操作阶段,其提温速度较为平稳,体现出较好的操作可预见性。DOT-200催化剂第一周期共在线运行约270 d,其中在下游运行约210 d。该芳烃装置在采用白土精制路线时,R401A和R401B中均装填颗粒白土,装填量均为100吨,两个反应器串联运行,通过逐步提温控制出口溴指数,当出口溴指数超标时,将上游白土切出更换,将下游反应器与R402A串联,R402A置于下游,更换完成后仍切换为R401A和R401B两器串联运行,但上下游位置相反,如此循环往复,白土的更换周期为15 d,其中溴指数合格率约为40%。以此计算,DOT-200催化剂的寿命约相当于普通白土的15倍以上,运行期间吸附进料溴指数始终小于20 mg-Br/100 g,从而对吸附剂具有良好的保护效果。
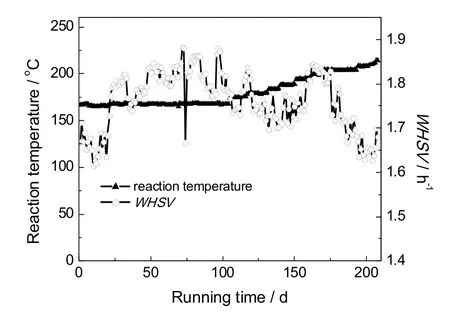
图10 DOT-200催化剂工业应用运行工况Fig.10 Industrial operation conditions of DOT-200 catalyst

图11 DOT-200催化剂工业应用效果Fig.11 Industrial application results of DOT-200 catalyst
2.3.2 副反应情况
在正常运行工况下对DOT-200催化剂的反应性能进行了72 h连续标定。图12是标定期间DOT-200催化剂时进出口物料中甲苯变化情况。从图中可以看出,反应前后甲苯增量大约为 0.10%~0.14%,小于0.5%的技术指标,表明该甲苯增量对后续工序影响较小。图13是标定期间DOT-200催化剂进出口物料中二甲苯变化情况。从图中可以看出,标定期间 DOT-200催化剂前后二甲苯变化幅度很小,相应的二甲苯增量也为-0.02%~0.15%,在正常生产波动范围内,表明标定期间二甲苯无损失。
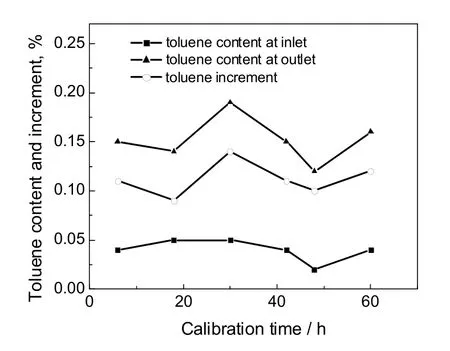
图12进出口物料中甲苯变化情况Fig.12 Toluene contents in the feedstock and products on DOT-200 catalyst

图13 DOT-200催化剂前后二甲苯变化情况Fig.13 Xylene contents in the feedstock and products on DOT-200 catalyst
3 结 论
a)采用改性分子筛 HUSY-2和新型造孔剂,研发了具有二次孔道更丰富、强酸中心量较少、比表面积和孔容孔径较大的DOT-200重整油脱烯烃催化剂。
b)DOT-200催化剂具有单程寿命长、副反应小、再生效果好的特点,在150 ℃的条件下基本无导致甲苯增加和二甲苯损失的副反应。
c)工业实验结果表明,DOT-200催化剂在原料平均溴指数800 mgBr/100 g左右、质量空速1.7~1.8 h-1的情况下,单周期寿命达7个月,相当于白土寿命的15倍,甲苯增量0.10%~0.14%,二甲苯无明显损失,吸附进料溴指数始终合格。
[1]曹 祥. 重整生成油选择加氢脱烯烃 [J]. 炼油技术与工程, 2010, 40(1):18-21 Cao Xiang. Selective hydrogenation for removal of olefins from reformate [J]. Petroleum Refinery Engineering, 2010, 40(1):18-21
[2]南 军, 柴永明, 李彦鹏, 等. 重整生成油选择性加氢脱烯烃Pd基催化剂的研究 [J].石油学报(石油加工), 2006, 22(5):20-24 Nan Jun, Chai Yongming, Li Yanpeng, et al. Study on Pd-based catalysts for selective hydrogenation of olefin in reformate [J]. Acta Petrol Ei Sinica(Petroleum Processin G Section), 2006,22(5):20-24
[3]Exxon Mobils. New Olgone aromatic treatment technology succeeds in Japan [J]. Focus on Catalysts, 2007.22(5):3-4.
[4]李克明, 冷家厂, 王雨勃, 等. 分子筛催化剂脱除重整油中微量烯烃的研究 [J]. 化学工业与工程, 2009, 26(5):429-432.Li Keming, Leng Jiachang, Wang Yubo, et al. Zeolite catalysts for removal of trace olefins in reformate without the presence of hydrogen [J]. Chemical Industry and Engineering,2009, 26(5):429-432.
[5]霍道勤, 龚燕芳, 王月梅, 等. DOT-100重整油脱烯烃催化剂的工业化应用 [J]. 石油化工技术与经济, 2013,29(1):42-44.Huo Daoqin, Gong Yanfang, Wang Yuemei, et al. Commercial application of DOT-100 reformate de-olefin catalyst [J]. Technology &Economics in Petrochemicals, 2013,29(1):42-44
[6]程 建, 刘春祥, 孙学锋, 等. DOT-100脱烯烃技术在重整装置的应用研究 [J]. 石油化工技术与经济, 2013,29(4):35-38.Cheng Jian, Liu Chunxiang, Sun Xuefeng, et al. Study on Application of DOT-100 de-olefin technology in reforming unit [J].Technology & Economics in Petrochemicals, 2013,29(4):35-38.
[7]王雨勃, 杨德琴, 王月梅, 等. DOT重整生成油脱烯烃催化剂的再生性能研究 [C]. 2015中国化工学会第2分会场——石油化工催化剂研讨会, 2015.
[8]刘冠锋, 臧甲忠, 于海斌, 等. TCDTO-1精制剂在芳烃装置上的工业应用 [J]. 工业催化, 2015,23(5):410-414.Liu Guanfeng, Zang Jiazhong, Yu Haibin, et al. Commercial application of TCDTO-1 de-olefin catalyst in aromatic unit [J]. Industrial Catalysis, 2015, 23(5):410-414
[9]刘冠锋, 臧甲忠, 于海斌, 等. TCDTO-1脱烯烃精制催化剂失活和再生研究 [J]. 工业催化, 2015,23(6):476-479.Liu Guanfeng, Zang Jiazhong, Yu Haibin, et al. Study of the deactivation and regeneration of TCDTO-1 de-olefin catalysts in reforming aromatic process [J]. Industrial Catalysis, 2015, 23(6):476-479
[10]杜本军, 程 建, 于海斌, 等. TCDTO-1重整混合芳烃脱烯烃精制剂的工业应用 [J]. 工业催化, 2014, 22(11):874-877.Du Benjun, Cheng Jian, Yu Haibin, et al. Commercial application of TCDTO-1 refining catalyst for olefins removal from reformate [J].Industrial Catalysis, 2014,22(11):874-877
[11]侯章贵, 吴 青, 秦会远, 等. 脱除微量烯烃催化新材料的开发与应用 [J]. 石油化工, 2014,43(9):1082-1086.Hou Zhanggui, Wu Qing, Qin Huiyuan, et al. Development and application of new catalysts for removal of trace olefins in reformate [J].Petrochemical Technology, 2014, 43(9):1082-1086
[12]吴 青, 侯章贵, 兰晓光, 等. C8+重整混合芳烃精制催化剂TCDTO-1的研制 [J]. 现代化工, 2014, 34(10):99-104.Wu Qing, Hou Zhanggui, Lan Xiaoguang, et al. TCDTO-1 catalyst for refining process of mixed C8+aromatics [J]. Modern Chemical Industry, 2014, 34(10):99-104
[13]黄朝晖, 刘乃旺, 姚佳佳, 等. USY分子筛表面酸性的调变及其在催化脱除芳烃中烯烃的应用 [J]. 化工进展, 2016,35(1):138-144.Hung Zhaohui, Liu Naijia, Yao Jiajia, et al. Surface acid modification of zeolite and its application in removal of olefins in aromatics [J].Chemical Industry and Engineering Progress, 2016,35(1):138-144
[14]曾海平, 江正洪, 翁惠新, 等. Y型分子筛负载磷钼酸催化脱除重整芳烃中微量烯烃 [J]. 化学反应工程与工艺, 2009,25(2):167-169.Zeng Haiping, Jiang Zhenghong, Weng Huixin et al. Removal of trace olefins from reforming aromatic hydrocarbons over Y zeolites loading phosphor-molybdic acid catalyst [J]. Chemical Reaction Engineering and Technology, 2009, 25(2):167-169.
[15]江正洪. 催化法脱除芳烃中微量烯烃的研究 [D]. 华东理工大学, 2011
[16]王 昕, 贺 阳, 施 力. 分子筛催化剂脱除芳烃中微量烯烃的研究 [J]. 石油与天然气化工, 2006, 35(2):85-89.Wang Xin, He Yang, Shi Li. Study on the catalytic removal of trace olefins in aromatic hydrocarbons [J]. Chemical Engineering of Oil &Gas, 2006, 35(2):85-89.
[17]陈昌伟, 吴文娟, 江正洪, 等. 介孔材料改性及其脱除芳烃中微量烯烃的考察 [J]. 石油炼制与化工, 2010, 41(1):36-39.Chen Changwei, Wu Wenjuan, Jiang Zhenghong, et al. an investigation of the modification of mesoporous material and its performance of removing trace olefins in aromatics [J]. Petroleum Processing and Petrochemicals, 2010, 41(1):36-39.
[18]臧高山, 马爱增. TOR-1重整生成油脱烯烃催化剂的研制 [J]. 石油炼制与化工, 2016, 47(7):57-60.Zang Gaoshan, Ma Aizeng. Development of TOR-1 catalyst for removing olefins in reformate [J]. Petroleum Processing and Petrochemicals, 2016, 47(7):57-60.
[19]臧高山. 不同催化材料脱除重整芳烃中微量烯烃的性能 [J]. 石油炼制与化工, 2013, 44(3):44-49.Zang Gaoshan. Performance of various catalytic materials on the removal of trace olefins from reformate [J]. Petroleum Processing and Petrochemicals, 2013, 44(3):44-49
[20]李季伟, 姚志龙, 李梦晨, 等. 改性Y型分子筛非临氢脱除重整芳烃中的烯烃 [J]. 工业催化, 2014,22(8):609-613.Li Jiwei, Yao Zhilong, Li Mengchen, et al. Research On Modified Y Zeolite For Non-Hydrogen Catalytic Removal Of Olefin In Aromatics [J]. Industrial Catalysis, 2014,22(8):609-613
[21]任 杰, 陈翔飞, 袁海宽. 重整芳烃脱烯烃杂质固体酸催化反应工艺 [J]. 化学反应工程与工艺, 2014, 30(2):150-155.Ren Jie, Chen Xiangfei, Yuan Haikuan. Reaction process for removal of trace olefins from reforming aromatic hydrocarbons over solid acid catalyst [J]. Chemical Reaction Engineering and Technology, 2014, 30(2):150-155.
[22]黄 玮, 储 刚, 丛玉凤. XRD法测定沸石分子筛中硅铝比[J]. 光谱实验室, 2003, 20(3):452-454.Huang Wei, Chu Gang, Cong Yufeng. Determination of Si/Al ratio of molecular sieve by X-ray diffraction [J]. Chinese Journal of Spectroscopy Laboratory, 2003, 20(3):452-454.
Preparation and Industrial Application of DOT-200 Reformate-Olefin-Removal Catalyst
Zhang Jianghong1, Wang Yubo2, Ru Weiguo1, Zhu Feixiong1, Kong Dejin2
1. Zhenhai Refining and Chemical Company, SINOPEC, Ningbo 315200, China;2. Shanghai Research Institute of Petrochemical Technology, SINOPEC, Shanghai 201208, China
DOT-200 reformate-olefin-removal catalyst was prepared by modifying the ultra-stable Y type molecular sieve (HUSY-2), and characterized by using X-ray diffraction, NH3-temperature programmed desorption, scanning electron microscope/transmission electron microscope and N2adsorption methods to solve the solidification pressure of waste clay in the aromatic industry, and further reduce the work load of catalyst regeneration of the current deolefin technology. The performance of DOT-200 catalyst was investigated in laboratory and industrial unit respectively. The results showed that DOT-200 catalyst had less strong acid centers, richer secondary pore structure, and larger specific surface area, pore size and pore volume. Its single lifetime is one and half times of that of DOT-100 catalyst. Both catalysts had the equivalent regeneration effect. It was found that the side reactions leading to the toluene increase or xylene loss were almost not observed using DOT-200 as catalyst at 150oC. When the average bromine index (BI) of the raw material was 800 mg-Br/100 g and the weight hourly space velocity (WHSV) was 1.7 h-1to 1.8 h-1,DOT-200 catalyst can continuously run for 9 months on industrial plants with negligible 0.10% to 0.14%toluene increment and no obvious xylene loss. The adsorbent feed bromine index was always below 20 mg-Br/100 g. Hence, the comprehensive performance of DOT-200 catalyst was good.
reformate-olefin-removal; de-olefin; catalyst; clay
TQ032.47;TQ042
A
1001—7631 ( 2017 ) 03—0269—10
10.11730/j.issn.1001-7631.2017.03.0269.10
2017-05-22;
2017-06-15。
张江洪(1974—),男,高级工程师;孔德金(1965—),男,教授级高级工程师,通讯联系人。E-mail: kongdj.sshy@sinopec.com。
