BHG-5焊丝熔敷金属力学性能及其微观组织特征
2017-10-23张显辉
张显辉 贾 军
(中冶宝钢技术服务有限公司,上海 201999)
BHG-5焊丝熔敷金属力学性能及其微观组织特征
张显辉 贾 军
(中冶宝钢技术服务有限公司,上海 201999)

张显辉
BHG-5是目前国内市场普遍应用的屈服强度890 MPa级高强钢气体保护焊焊丝,在80%Ar+20%CO2气体保护焊条件下,该焊丝熔敷金属具有良好的力学性能。对该焊丝熔敷金属的力学性能及其微观组织进行了试验分析,探讨了焊丝熔敷金属组织和力学性能的相关性及其强韧化机制。
屈服强度890 MPa级高强钢 熔敷金属 微观组织 力学性能
0 序 言
从降低自重、提高承载能力及降低制造成本等多方面考虑,屈服强度890 MPa级高强钢在工程机械、煤矿机械、港口机械等领域获得了愈来愈多的应用,如大吨位起重机、混凝土泵车、高性能液压支架及超大吨位港口浮吊等均使用屈服强度890 MPa及以上级别超高强钢制造[1-6]。BHG-5焊丝是昆山中冶宝钢焊接材料有限公司研制开发的屈服强度890 MPa级高强钢气体保护焊实心焊丝,已广泛应用于国内工程机械和煤矿机械等领域[7-8]。该焊丝采用Ti,Zr微合金化Mn-Ni-Cr-Mo系合金系统。在屈服强度890 MPa级焊丝熔敷金属组织性能研究方面,文献[9-10]分别研究了焊接方法和保护气对1 000 MPa级熔敷金属组织及力学性能的影响,但采用的焊丝合金系统与文中不同。文中对BHG-5焊丝在80%Ar+20%CO2气体保护焊条件下熔敷金属力学性能及其微观组织特征进行了试验分析,探讨了焊丝熔敷金属组织和力学性能的相关性及其强韧化机制。
1 试验材料及试验方法
试验用BHG-5焊丝主要化学成分见表1。熔敷金属试板焊接、试样加工及力学性能试验按照GB/T 8110—2008标准进行。 熔敷金属试板采用20 mm厚Q345B,试板尺寸、坡口角度及组装如图1所示。为了降低Q345B钢对焊丝熔敷金属的稀释作用,在正式进行焊接之前,先用试验焊丝在试板坡口底部和侧面进行过渡层预堆焊,并且保证堆焊层的厚度不小于3 mm。过渡层及试验焊道的焊接条件见表2。熔敷金属金相试样取自冲击试件(开缺口一侧),光学金相试样经砂纸研磨、抛光后,采用3.5%(体积分数)硝酸酒精溶液腐蚀后,采用光学显微镜进行微观组织观察;采用H-800型透射电镜分析熔敷金属微观组织结构,TEM试样先采用线切割方法取熔敷金属薄片,用水磨砂纸磨至厚度小于50 μm后,在-25℃下采用电解双喷减薄制成。电解液采用6%高氯酸乙醇溶液,电解电压25 V,电流 60 mA。

表1 BHG-5焊丝主要化学成分(质量分数,%)

图1 熔敷金属组装及焊接顺序

表2 熔敷金属试板焊接条件
2 试验结果及分析
2.1 熔敷金属力学性能
BHG-5焊丝熔敷金属的力学性能见表3,焊丝熔敷金属的抗拉强度1 052 MPa、屈服强度901 MPa、断后伸长率15.2%、-20℃冲击吸收能量87 J(平均值)、-40℃冲击吸收能量62 J(平均值)。对照GB/T 16270—2009中Q890钢材的力学性能标准,BHG-5焊丝熔敷金属各项力学性能指标全面满足Q890D及Q890E母材的力学性能要求,焊丝熔敷金属强度适中,塑、韧性优良。
2.2 熔敷金属微观组织
BHG-5焊丝熔敷金属焊态及层间重热区微观组织形态如图2所示,焊态区组织与重热区组织基本相同,均为板条状马氏体+贝氏体组织,熔敷金属组织晶粒细小均匀,与低强度低合金钢焊缝金属微观组织相比,BHG-5焊丝熔敷金属焊态区柱状晶特征不明显。BHG-5焊丝熔敷金属TEM微观组织结构特征如图3所示。可见,熔敷金属中的马氏体和贝氏体多呈板条状,如图3a所示;板条间存在残余奥氏体组织,如图3b所示;板条体内存在着高密度位错,如图3c所示;部分贝氏体晶粒内有细小的夹杂物质点,如图3d所示。分析认为,BHG-5焊丝采用的Ti,Zr微合金化,在焊接冶金过程中形成的Ti,Zr的氧化物或氮化物质点,在熔敷金属γ→α二次相变过程中,作为形核核心促进晶粒形核,从而使晶粒细化;同时,BHG-5焊丝采用的Mn-Cr-Ni-Mo多元合金设计,使熔敷金属中形成的马氏体和贝氏体板条内存在着高密度位错,板条间存在残余奥氏体组织,上述组织结构特征具有较强的抗裂纹扩展性能,从而确保了熔敷金属具有较高的低温韧性。

表3 焊丝熔敷金属的力学性能

图2 BHG-5焊丝熔敷金属光学金相组织
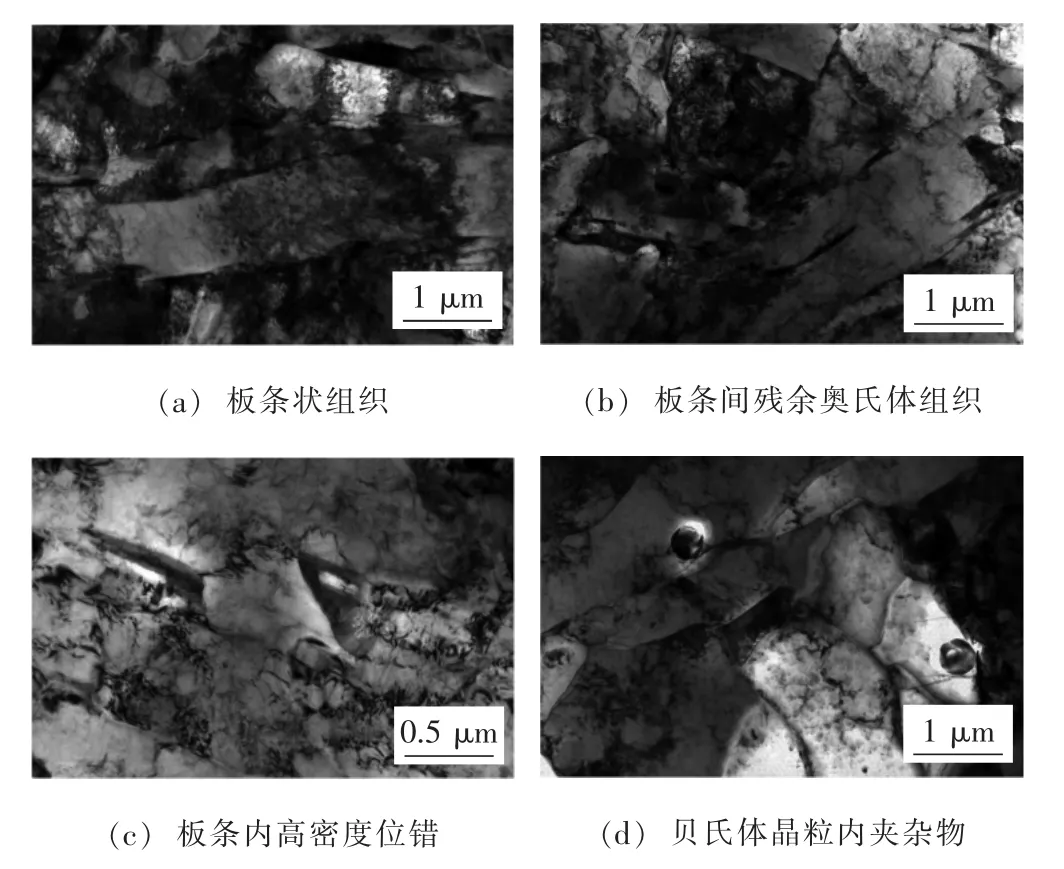
图3 BHG-5焊丝熔敷金属TEM微观组织形貌
3 结 论
(1)BHG-5焊丝熔敷金属的抗拉强度1 052 MPa、屈服强度901 MPa、断后伸长率15.2%、-20℃冲击吸收能量87 J(平均值)、-40℃冲击吸收能量62 J(平均值),熔敷金属各项力学性能指标全面满足Q890D及Q890E母材的力学性能要求。
(2)BHG-5焊丝熔敷金属微观组织为马氏体+贝氏体混合组织,熔敷金属组织晶粒细小均匀,焊态区柱状晶特征不明显;透射电镜下熔敷金属的马氏体和贝氏体多呈板条状,板条状马氏体内存在着高密度位错,板条间存在残余奥氏体组织,部分贝氏体晶粒内有细小的夹杂物质点存在。
(3)BHG-5焊丝熔敷金属微观组织特征是组织细小均匀、马氏体板条内存在的高密度位错及板条间存在残余奥氏体,这些组织结构特征使其具有较强的抗裂纹扩展性能,从而确保了熔敷金属具有较高的低温韧性。
[1] 张显辉,贾 军,杨益清.屈服强度890 MPa级高强钢焊接工艺研究[J].焊接,2015(8):35-38.
[2] 肖红军,田志凌,崔 冰.Q890D钢焊接冷裂纹敏感性试验研究[J].焊接,2016(11):28-33.
[3] 陈 玮.Q890D低碳调质高强钢的焊接性能研究[D].北京:北京工业大学硕士学位论文,2014.
[4] 万 斌,赵 钰,张晓刚,等.890 MPa高强钢实心焊丝在大型工程机械制造领域中的应用[J].机械制造文摘——焊接分册,2015(6):40-42.
[5] 曹成铭,高 强,张含臣,等.Q890高强钢焊接工艺研究与应用[J].热加工工艺,2016(11):207-208.
[6] 杨中建,刘露陆,张 燕.液压支架高强度钢板Q890焊接工艺研究[J].煤矿机械,2016,37(11):83-86.
[7] 李好生.1 000 MPa级气体保护焊丝焊接工艺研究[J].金属加工(热加工),2014(22):43-44.
[8] 贾 军,杨益清,李好生,等.Q890超高强钢GMAW焊接工艺[C].2015IFWT焊接国际论坛,2015:55-58.
[9] 安同邦,田志凌.焊接方法对1 000 MPa级熔敷金属组织及力学性能的影响[J].焊接学报,2015,26(11):101-104.
[10] 安同邦,田志凌.保护气对1 000 MPa级熔敷金属组织及力学性能的影响[J].金属学报,2015,51(12):1489-1499.
TG442
2017-03-12
张显辉,1964年出生,教授级高级工程师。主要从事低合金钢的焊接性、焊接材料、焊接工艺及其产品焊接领域的科研开发及产业化工作,先后承担完成了10余项国家及省部级重点科研项目,获得省部级科技成果奖励5项。已在国内外学术会议及中文核心刊物上发表论文30余篇。